Предметом изобретения является способ копирной обработки криволинейных профилей на металлорежущих станках с сохранением положения инструмента по нормам к поверхности копира и изделия в каждой точке его контакта с изделием.
Известные способы копирной обработки криволинейных профилей на станках с сохранением правильного полол ения инструмента заключаются либо в применении одинаковых по диаметру инструмента (шлифовального круга, фрезы и т. д.) и копирного ролика, либо в применении дополнительного копира, посредством которого через самостоятельный механизм осуществляется корректирование полол ения инструмента по отношению к поверхности рабочего копира и изделия.
Первый способ ведет к получению неточной поверхности изделия при износе -инструмента, а второй значительно усложняет работу на станке.
Описываемый способ обеспечивает правильное положение инструмента независимо от соотношения диаметров копирного ролика и инструмента. Положением инструмента управляют ч:;ерез промежуточное следящее устройство посредством надетого на копирный ролик и свободно обкатывающегося по нему и по поверхности «опира контактного кольца, большего чем ролик диаметра, ось которого всегда автоматически устанавливается по нормали к профилю копира в каждой точке контакта с кольцом и копирным роликом.
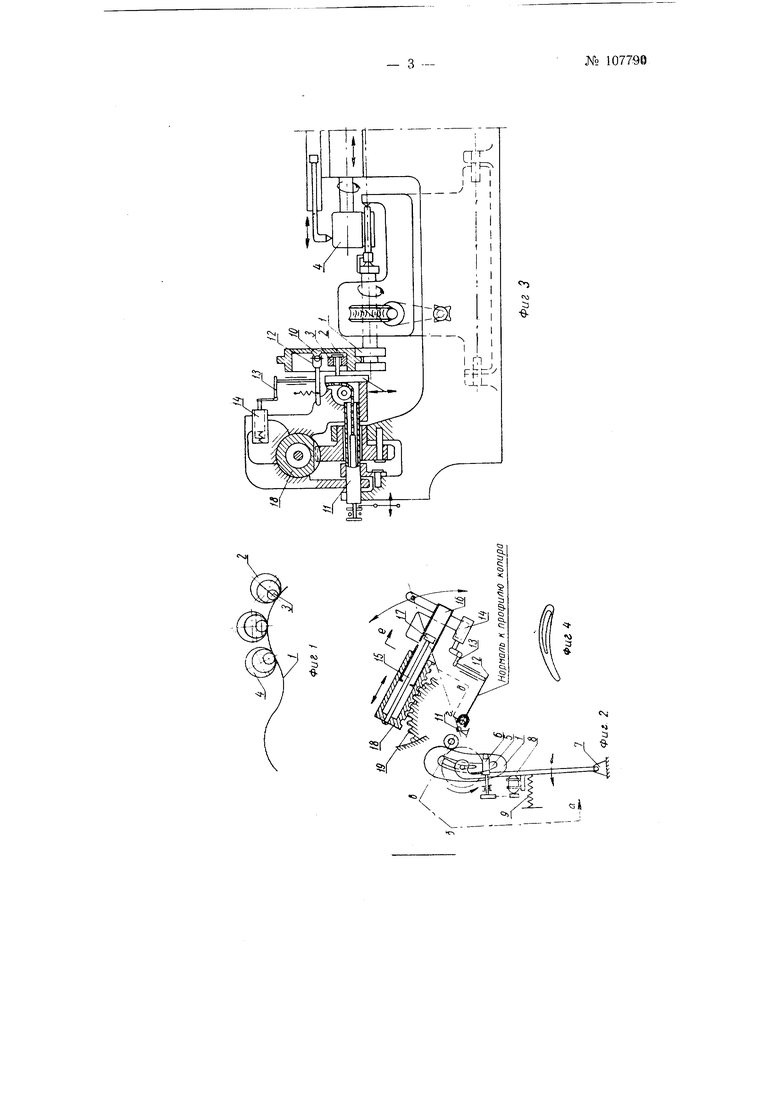
На фиг. 1 представлена схема описываемого способа; на фиг. 2 - схематический поперечный разрез станка; на фиг. 3 - его условная развертка по линии абвгде; на фиг. 4 - контур обрабатываемой детали.
Если по профилю копира 1 катить обруч-кольцо 2, прижимаемое роликом 3 к профилю копира, то центр обруча-кольца и центр ролика всег№ 107790
да будут совпадать с нормалью к профилю в точке контакта. На этой же нормали в каждый данный момент должен находиться и центр шлифовального камня 4 или фрезы. Для этого центр инструмента устанавливают на этой нормали и его же принимают за ось, вокруг которой будет фвор.ачиваться нормаль, т. е. линия центров. Приводить линию центров к положению нормали профиля обруч-кольцо 2 не может, ибо для этого необходимо приложить значительное усилие. Поэтому используют центр обруча-кольца как чувствительный элемент для управления гидрокопировальным золотником-датчиком, а последний, управляя гидроцилиндром, включит необходимое усилие для приведения системы к нормали.
Эта схема применена в примерной конструкции, изображенной на фиг. 2 и 3 для обработки профиля, представленного на фиг. 4.
Копир /, выполненный по профилю детали 5, но в увеличенном масштабе, номещен с последней на одной оси и приводится в одновременное с ней вращение червячным приводом 6. Вся эта система помещена на качающейся около оси 7 плите 8. Пружина 9 обеспечивает прижим копира / через обруч-кольцо 2 к ролику 3 (фиг. 3). Таким образом, центр 10 кольца 2 устанавливается по нормали к профилю копира. Через эту же нормаль проходит и ось 11 инструмента - шлифовального камня 4. Около оси // происходит вращение нормали, которая является линией центров копирного ролика 3 оси И и устанавливающегося на этой линии центра 10 кольца 2. В случае, если бы центр 10 кольца 2 отклонялся от нормали, связанная с ним планка 12 через толкатель воздействовала бы на рычаг 13 и передвинула золотник 14, который направил бы масло от тидронасоса в одну полость цилиндра, например 15, а другую полость его, например 16, соединила бы со сливным баком. При этом поршень 17 передвинет зубчатую рейку 18, которая, опираясь в зуб неподвижной шестерни 19, повернет всю систему: цилиндр, золотник, рычаги и копирный ролик около оси // в обратную сторону вращения копира и детали, пока центр ролика 3 не совместится q нормалью кольца 2. В этом положении ролика и кольца золотник 14 займет нейтральное положение и движение системы прекратиться до тех пор, пока опять не нарушится правильное положение нормали.
Таким образом, при любом .положении копира центры ролика инетрумента (шлифовального круга) и центр кольца будут находиться на нормали к профилю копира, и, следовательно, не произойдет искажения профиля при любых соотнощениях диаметров инструмента и ролика.
Предмет изобретения
Способ копиркой обработки криволинейных профилей на металлорежущих станках с сохранением положения инструмента по отношению нормали к поверхности копира и изделия в каждой точке контакта, отличающийся тем, что, с целью обеспечения правильного положения инструмента независимо от соотношения диаметров копирного ролика и инструмента без применения дополнительного копира, положением инструмента управляют через промежуточное следяшее устройство посредством надетого на копирный ролик и свободно обкатывающегося по нему и по поверхности копира контактного кольца, большего чем ролик диаметра, ось которого всегда автоматически устанавливается на нормали к профилю копира в каждой точке контакта с кольцом и копирным роликом.
ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки лопаток | 1981 |
|
SU1000244A1 |
| Станок для шлифования профиля пералОпАТКи | 1979 |
|
SU831565A1 |
| Копировально-фрезерный вертикальный многошпиндельный станок для обработки фасонных поверхностей пера лопаток ТРД | 1955 |
|
SU108750A1 |
| Станок для шлифования сложных поверхностей деталей типа лопаток компрессоров, реактивных двигателей и т.п. | 1958 |
|
SU120740A1 |
| Гидравлический копировальный золотник | 1954 |
|
SU111924A1 |
| БИБЛИОТЕКА I | 1972 |
|
SU352717A1 |
| Устройство для скругления кромок пера лопаток | 1983 |
|
SU1152768A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU330003A1 |
| Вертикальный копировально-фрезерный станок для двусторонней обработки фасонных поверхностей | 1976 |
|
SU619298A2 |
| Копировально-шлифовальный станок | 1974 |
|
SU554139A1 |