Изобретение относится к цветной металлур гии, в частности к способам получения покр тий, используемых для защиты проката цвет ных металлов от окисления при термообработке в окислительной атмосфере, и может быть использовано в непрерывных линиях термоо ботки. Известны боратные покрытия для защиты сплавов меди от окисления в процессе термообработки, получаемые из водных растворов борной кислоты или ее солей ft}. Однако из-за наличия на поверхности про ката из меди и сплавов на ее основе так н зываемого сажистого налета, образующегося при термическом разложении смазки в зоне деформации при холодной прокатке, борная кислота не смачивает поверхность. Чтобы обеспечить смачивание поверхности, прокат подвергают огистко в органических растворителях, обезжириванию в щелочных растворах или Применяют эмульгаторы и добавки к водному раствору борной кислоты. Наиболее близким к предлагаемому по технической сущности и достигаемым резуль татам является способ получения боратного покрытия для сплавов на основе меди, вклю чающий нанесение на поверхность проката ок нанием или разбрызгиванием горячего 2- 27%-ного водною раствора борной кислоты или бората, содержащего смачивающий агент . лисзпол и окись цинка, и высушивание до образования твердого покрытия {2}. Значительное количество загрязнений (0,45 г/м), остающихся на поверхности проката в процессе нанесения раствора борной кислоты или бората, препятствуют образованию равномерного сплошного боратного покрытия, что приводит к окислению сплавов при термообработке. Кроме того, токсичность смачивающего агента (лисапола), требующая специального оборудования для его нейтрализации, и повьгшенный расход химических реактивов приводят к увеличению стоимости готовой продукции. Целью изобретения является повыщение качества покрытия и снижение расхода химических реактивов. Поставленная цель достигается тем, что согласно способу получения защитного покрытия, преим}ацествеино на прокате из меди и ее сплавов, включающему обработку поверхности в водном растворе борной кислоты или ее соли и высушивание, обработку осзоцествляют злектролитически при плотности тока 5-40 А/дм в течение 1-20с. Повыщение сплошности и равномерности покрытия достигается за счет улучшения смачиваемости поверхности проката боратным раствором. При поляризации обрабатываемой полосы постоянным током до потенциалов выделения водорода в 2-27%-ном растворе борной кислоты или в 3,5-24%-ном растворе N878407 при 30-80°С в результате реакций, протекающих на ее поверхности, происходит удаление пленок неметаллического характера и частиц износа валков и полосы. Улучшение смачиваемости сопровождается более равномерным растеканием боратного раствора по поверхности проката при выходе его из ванны и образованием более тонкого и сплошного твердого покрытия после высушивания, обеспечивающего защиту проката от окисления в процессе термообработки. Испытывают по 25 образцов (по известному и предложейному способам) латуни Л-68, Л-63, Л-90, сплава МВД и меди МО размером 50x150 мм толщиной 0,1-0,2 мм, полученных холодной прокаткой. Количество загрязнений в виде остатков змульсии и продуктов износа прокатных валков и полосы, определяемое весовым методом путем двухкратной обработки трихлорзтиленом, составляет 0,9-2,2 г/м. В исходном состоянии образцы не смачиваются 2-27%-ным ,растворОм НзВОз и 3,5-24%-ным раствором N823407 при 3080°С., Технологические операции испытаний образцов приведены в табл. 1. Таблица 1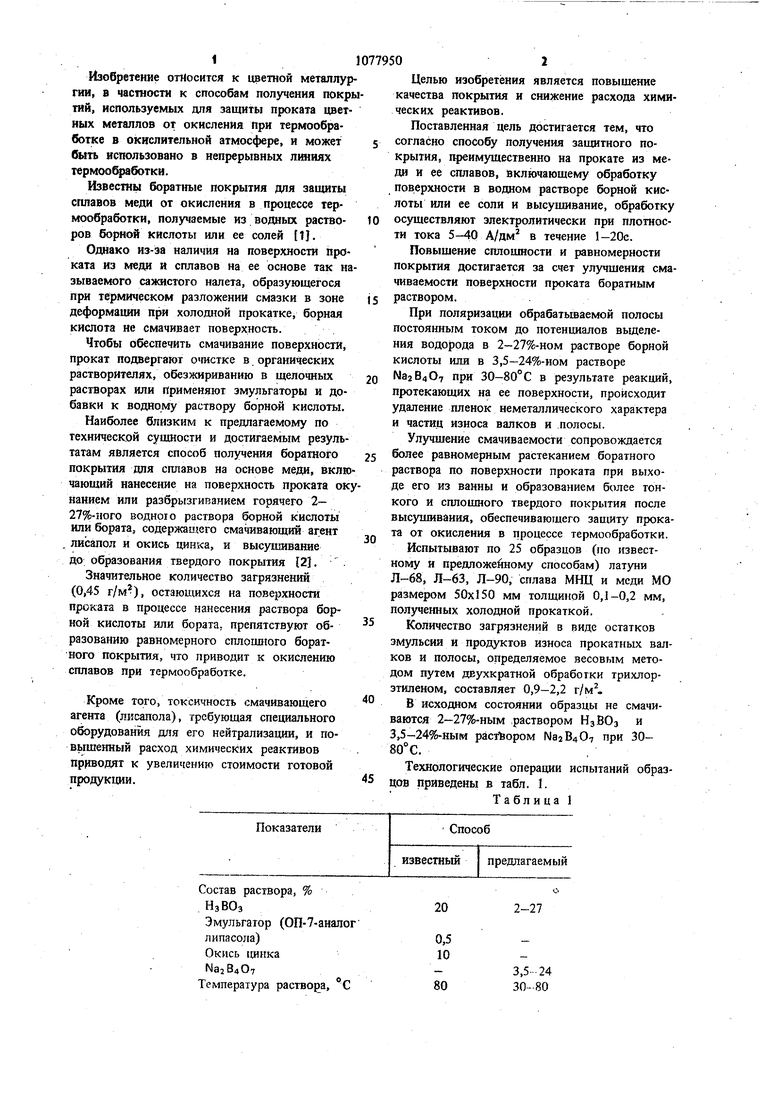

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКА ИЗ ТВЕРДОСПЛАВНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ НАПАЙКИ НА ПОВЕРХНОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2347000C2 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |
| СПОСОБ ТЕРМОХИМИЧЕСКОГО ВОССТАНОВЛЕНИЯ КОРРОДИРОВАННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2770158C1 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| Водный раствор для травления алюминияи ЕгО СплАВОВ | 1977 |
|
SU836213A1 |
| Способ получения металлических покрытий на подложке из алюминия и его сплавов | 1989 |
|
SU1708942A1 |
| Способ обработки огнеупорных изделий | 1982 |
|
SU1046233A1 |
| Способ иммобилизации антисептиков | 1982 |
|
SU1123707A1 |
СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ, преимущественно на прокате из меди и ее сплавов, включающий обработку поверхности в водном растворе борной кислоты или ее соли и высушивание, отличающийся тем, что, с целью повышецня ка чества нокрытия, снижения расхода химических реактивов, обработку осуществляют электролитически при плотности тока 540 А/дм в течение 1-20 с. (/)
Состав раствора, %
НзВОз
Эмульгатор (ОП-7-аналог
липасола)
Окись цинка
N328407 Температура раствора, С
2-27
3,5-24 30-80
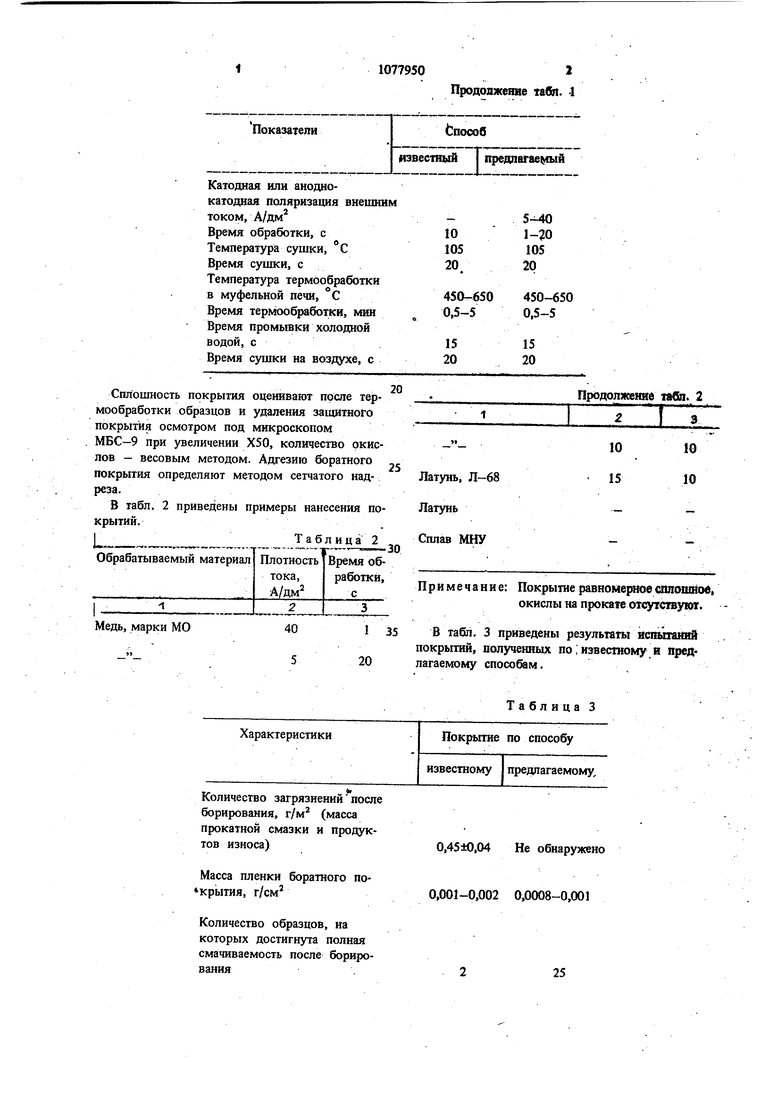
Показатели
Катодная или аноднокатодная поляризация внешни током, А/дм Время обработки, с Температзфа сушки, С Время сушки, с Температура термообработки в муфельной печи, С Время термообработки, мин Время промывки холодной водой, с Время сушки на воздухе, с
Сплошность покрытия oueHHsaHrr после термообработки образцов и удаления защитного покрытия осмотром под микроскопом МБС-9 при увеличении Х50, количество окислов - весовым методом. Адгезию боратного покрытия определяют методом сетчатого надреза.
В табл. 2 приведены примеры нанесения покрытий. ГТабл ица 2
Медь, марки МО
40
Количество загрязнений посл борирования, г/м (масса прокатной смазки и продуктов износа)
Масса пленки боратного по крь1тия, г/см
Количество образцов, на которых достигнута полная смачиваемость после борирования
Продолжение табп. -1
tnoco6
3 известный Т предлагаемый
5-40
1-го
105 20
450-650
650 0,5-5
15 20
Продолжение табл. 2
10 10
10 15
Примечание: Покрытие равномерное сплошной, окислы на прокате отсутствуют.
35
В табп. 3 приведены результаты исшлгаюй покрытий, полученных по , известному и предлагаемому способам.
Таблица 3
0,45±0,04 Не обнаружено
0,001-0,002 0,0008-0,001
25
1 1 оличество образцов с неудовлетворительной адгезией бораткого покрытия
Количество образцов с пятнами окислов после борирования и термообработки Как видно из приведенных данных, предлагаемый способ получения защитного покрытия на прокате из меди и ее сплавов обеспечивает высокое качество покрытий, защищающих прокат от окисления в процессе термической обработки. Отсутствие эмульгаторов и .добавок в борат ном растворе,. а также снижение толщины поНет
23
Нет
23 крытия по сравнению с известным способом уменьщает расход химических реактивовОжидаемый экономический эффект от внедрения способа составит 48 тыс. руб. для одной линии термообработки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Колачев Б | |||
| А | |||
| и др | |||
| Технология термической обработки цветных металлов и сплавов | |||
| М., Металлургия, 1980 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ вывода частиц из изохронного циклотрона | 1984 |
|
SU1257861A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
