Предметом изобретения является способ прессования {брикетирования) изделий из порошковых материалов, например пи.тиндрических стгржиеи в оболочке, в которой полуфабрикат изделия подвергается всестороннему гидравлическому давлению.
Известны способы прессования мстал.чпческмх пооошков, а также использование резиновых оболочек для прессования непосредственным давлотиолг жидкости.
В очисываемом ниже способе, в отличие от известных, изделие, предвйрнтельно заформованное в резиновой оболочке (рукаве) с в.ложенными в нее с обеих концов металлическими ;;() (пробками), подвер аетс51 всестороннему гидравлическому л.авлению.
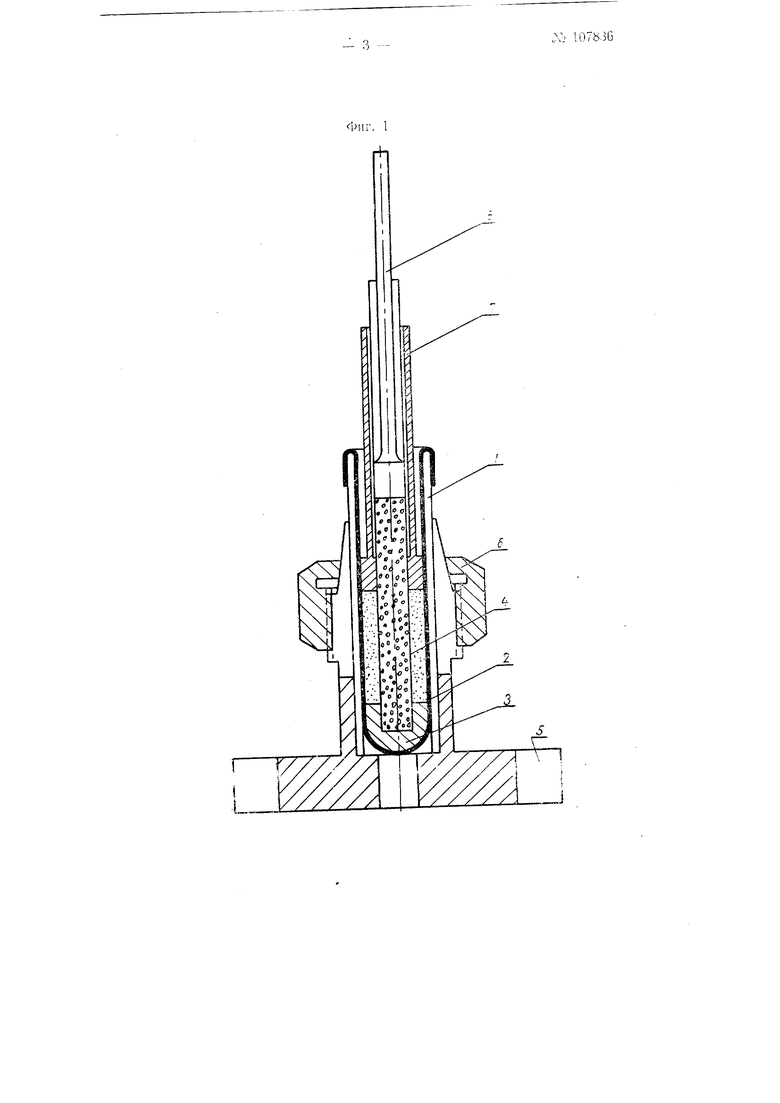
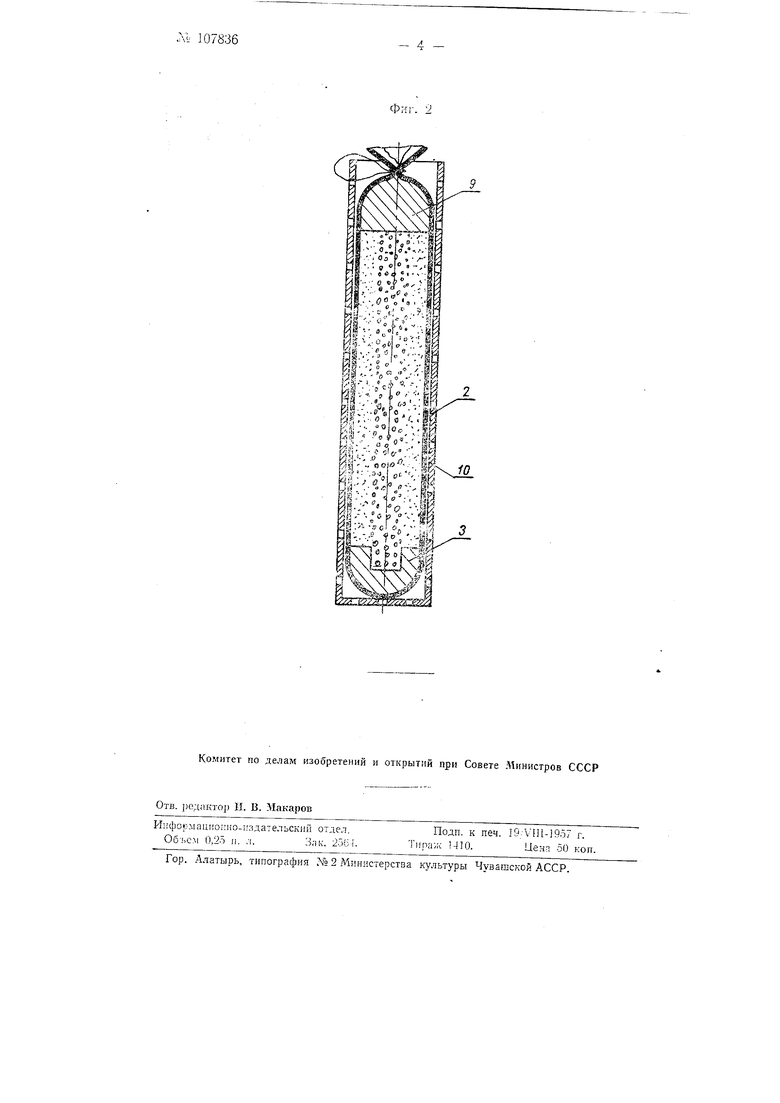
На фиг, 1 схематически изображено приснособление для осуществления способа, на фиг. 2-заполненная поро1.иком в два слоя резиновая оболочка, подтотовленаая дС прессованию.
Предлагаемый способ изготовления изделия продолговатой цилиндрической формы нанример из метал.т1- ческого )ошка осуществляете)- следующим образом.
В разрезную обойму 1 вкладывается резиновая оболочка 2 с пробкой 3, имеюгдей гнездо для тонкоCTeHMoii трубки 4. Обойла / размещается в цанговой подставке 5 и фиксмп стся с помощью гайки 6.
В гнездо пробки 3 вставляется тонкос-1Ч1-п;ая трубка 4. Образовавшийся М ;Ч1сд трубкоГ и резиновой оболочкой зазор и трубка заполняются 1 ороппчами. Засынаемые нороип-;к 1:.татняк1тси с помощью трамбозок 7 и 8.
Пскле пр: дания порошкам соответствующей плотности трубка 4 Здаляется, а на норощки укладывается 15е1)хняя пробка 9. люкованная резиновая- оболочка 2 переносится Б ии.щндр 10 с отверстиями для обработки на нрессе.
Равномерное всестороннее давление при гидрав.тнческом прессовании обеспечивает получение изделий правильной иилиндрическо1-1 формы. Способ прессования (брнкстировлнпя) издсои-;;) ||)о;,о.:понатой формы из порошковых аатериалов, например, стержней, в резиновой оболочкс с нрнменсниом нсесто|юннсго Г11дра -.111ческо1т , в псрфорированной форме, отличаюiu иii с я тем, что, с ;1елью иолученим дпюгослойиых изделий, применяют тонкостенные нерегородки, удаляемые на стадии предварительной формовки.
Фиг. 2
Щ
У-Щ
ИГ
4й-I. V (п П JL V
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумноплотный спай керамики с металлом | 1961 |
|
SU141950A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1992 |
|
RU2009024C1 |
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
| РАЗЪЕМНАЯ ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКОВ | 1972 |
|
SU420399A1 |
| Способ изготовления электроугольных изделий | 1958 |
|
SU123641A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Способ изостатического прессования фасонных изделий из порошков | 1990 |
|
SU1759551A1 |
| Способ гидростатического прессования изделий из порошка | 1983 |
|
SU1156851A1 |
| СПОСОБ ТЕКСТУРОВАНИЯ ПОРОШКА МАГНИТООДНООСНОГО МАГНИТНОГО МАТЕРИАЛА ИМПУЛЬСНЫМ МАГНИТНЫМ ПОЛЕМ | 2009 |
|
RU2424082C2 |