Изобретение относится к порошковой металлургии, в частности к способу холодного гидростатического прессования изделий из порошков.
Известен способ гидростатического прессования порошка в эластичных оболочках. При этом плотность пористого тепа возрастает на 2-7% и может приближаться к значению 99% СО.
Недостатками способа являются внедрение частиц внутрь эластичной оболочки, трудность отделения оболочки.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ гидростатического прессования изде;щй из порошка в эластичной оболочке, заключающийся в том, что порошок помещают в тонкостенную резиновую оболочку, которую вставляют в толстостенную резиновую оболочку, а последнюю - в металлический контейнер, внутри которого создают высокое давление жидкости, на стадии снятия гидростатического давления ъ пространство между оболочками подают сжатбй газ С2.
Недостатками известного способа являются низкое качество заготовок, низкая стойкость оболочек и высокие потери металлического порошка.
Цель изобретения - улучшение качества изделий, повышение стойкости оболочки и снижение потерь металлического порошка..
Для достижения указанной цели согласно способу гидростатического прессования изделий из порошка, включаюв ему помещение порошка в оболочку, уплотнение в контейнере давлением жидкости и извлечение спрес сованиого изделия при подаче сжатог газа, уплотнение проводят циклически, а подачу сжатого газа внутрь оболочки ос ущест1вляют между циклаMi уплотнения-.
В период прессования происходит формовамйе пористого тела, а в момент сброеа давления и подачи внутрь пресс-формы сжатого газа оеущвстапяется отделение эластичной оболечки от прессуемого изделия. Процесс уплотнения исфиетого тела разбит на ряд циклов, каждь из кот рмх начинается с соприкосновения АластйЧной оболочки с поверхностью
568512
уплотняемого изделия. Так как контакт между уплотненной заготовкой и эластичной оболочкойносит прерывной характер, то не происходит
5 внедрения эластичной оболочки в по- верхностньй слой изделия, что позволяет избежать трудоемкой операций отделения внедрившейся эластичной оболочки от поверхности заготовки.
0 Способ осуществляется следующим образом. .
Производят гидростатическое прессование порошков из отсевов губчатого титана крупностью 3,0-; 1,0 мм
5 (по ТУ-48-0561-4/0-80).. Диаметр эластичной оболочки 350 мм, длина 1000 мм, на пластичную оболочку одевают перфорированную оболочку с подвеской. Прессование осуществляется в установке гидростатического прессования рамного типа. Подвод жидкости высокого давления осуществляют через нижнюю пробку. Подвод сжатого газа (осушенного аргона)
5 производят через верхнюю съемную пробку, на которой закреплена подвеска и пресс-форма с прессуемым порошком.
Подачу аргона в пресс-форму
Q производят через штуцер с гибким вакуумным щпангом, второй конец шланга соединен с регулируемом редукдаонным клапаном на верхней пробке. Подъем давления в контейнере гидростата осуществляют от мультипликатора высокого давления, сброс через клапан управления.
В эластичную оболочку заситают отсевы губчатого титана, затем осуществляют виброуплотненне в течение 10 мин. На пресс-форму одевают крьшку со штуцером, уплотняют и герметизируют место соединения крьапки и эластичной оболочки. Затем пресс5 форму помещают внутрь контейнера, щпангом соединяют штуцера на прессформе и пробке. На контейнер одевают пробку, поверх контейнева с. пробкой надвиг.ают силовую раму.
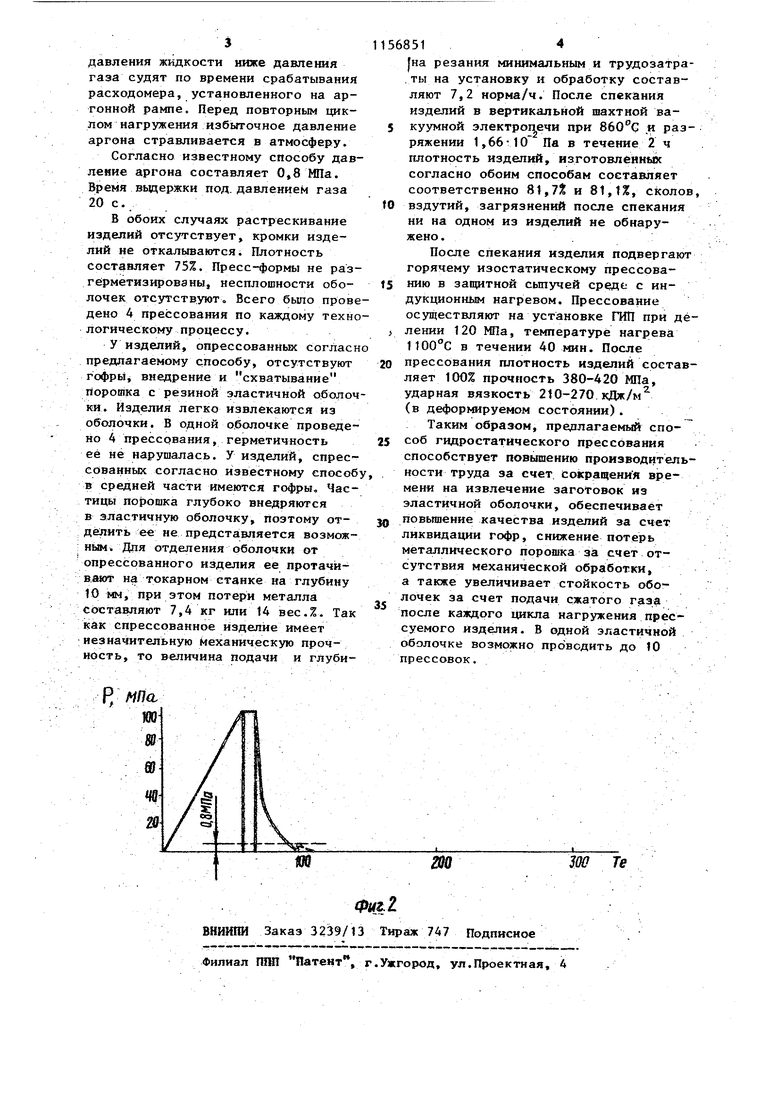
0 На фиг. 1 показан график нагружен«я по предо1агаемому способу; на фиг. 2 - то же, по известному способу. При этом давление аргона составляет 0,8 Ша, а данпенйе поддержи5 веющей жидкости согласно аредпагаемому способу снижается до 0,6-© 7fffla. Выдержка под давлением составляет около 10 с. О времени снижения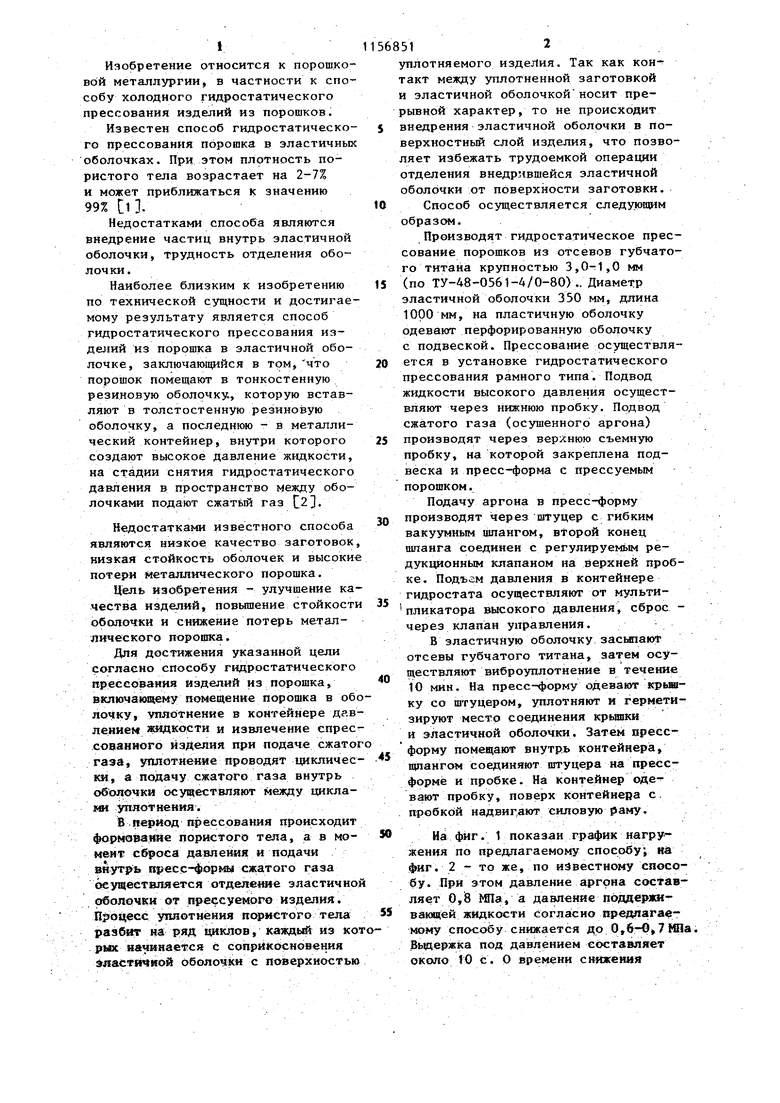
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидростатического прессования порошков | 1982 |
|
SU1092006A1 |
| Устройство для гидростатического прессования порошков | 1986 |
|
SU1405968A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2044603C1 |
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| Устройство для гидростатического прессования изделий из порошка | 1986 |
|
SU1452659A1 |
| Пресс-форма для гидростатического прессования полых заготовок | 1979 |
|
SU865529A1 |
СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА, включаюошй помещение порошка : в оболочку, уплотнение в контейнере давлением жидкости и извлечение спрессованного нздеаия при подаЧе сжатого газа, отличающийся тем, что, с целью улучшения качест; ва изделий, п.овышения стойкости оболочки и снижения потерь металлического , уппотн&ние проводят ссиклически, а подачу сжатого газа внутрь оболочки осуществляют между циклами уплотнения. 3: ,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ильин Г.А | |||
| и др | |||
| ГЧДРостатйческое прессование порошков нержавеющей сталиV - Гидростатическое щ)ессова«ие поротсовых металлов | |||
| « | |||
| i НШянформтяжмаш,, 19 73, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
