Фиг-7
10
15
11429220
. Изобретение относится к электро- iмашиностроению, в частности к кон- |струкции магнитопроводов электричес- |ких машин о
: Целью изобретения является повы- :шение надежности работы и улучшение :энергетических характеристик элек- Iтрйческих машин,
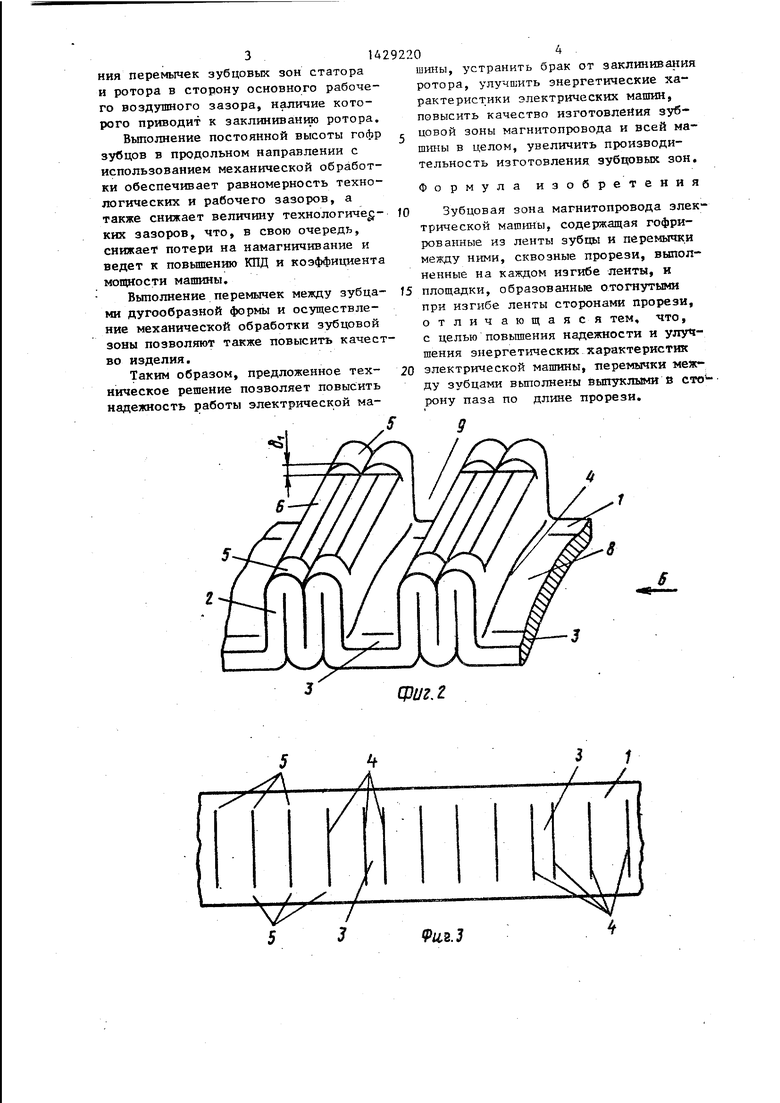
I На фиго 1 показана зубцовая зона магнитопровода электрической машины; на фиг. 2 - то же, до механигческой обработки; на фиг. 3 - лента и выполненные на ней сквозные прорези; на фиг 4 - вид А на фнг . 1; на фиг. 5 - вид Б на фиг, 2о
Зубцовая зона магнитопровода электрической машины вьшолнена из непрерьгоной гофрированной ленты 1. Ребра гофр 2 образуют зубцы, между которыми размещены перемычки 3, отделенные от ребер гофр 2 сквозными прорезями А. Прорези 4 ограничены по длине на кромках ленты цельными непрорезанными участками. При гофрировании ленты на гребнях ребер t-офр в зонах сгибов образуются площадки 5-7, причем площадки 5 цельных непрорезанных участков выступают над площадками прорезанных участков соответственно на величины 5, и S , а перемычки 3 между зубцами приобретают дугообразную форму 8 с выпуклостью в сторону открытых пазов 9.
20
равлении доведением поверхностей зубцов в зонах изгиба на цельных непрорезанных участках до уровня поверхностей прорезанных отогнутых площадок зубцов.
Изготовление зубцовой зоны магнитопровода электрической машины осуществляется следующим образом.
Электротехническая стальная лента требуемой ширины устанавливается на кногопозиционном устройстве, где на первой позиции вьтолняют образование сквозных прорезей с требуемым шагом между ними, например, штамповкой, при этом на KpaJTX ленты оставляют цельные непрорезанные участки для сохранения целостности ленты. На второй позиции вьшолняют гофрирование с образованием зубцов и перемычек между ними, причем изгиб осуществляют по линиям, совпадающим с направлением прорезей, а при формировании паза обеспечивают вытяжкой ду- 25 гообразность формы перемычек между зубцами с выпуклостью в сторону открытых пазов. При достижении заданной длины зубцовой зоны осуществляют ее отделение Данная операция выполняется на третьей позиции. На четвертой позиции зубцовая зона свертывается в кольцо, далее вьтолняется механическая обработка, например прошивка, проточка, расточка волочение, разгонка. Механическая обработка обеспечивает постоянство высоты гофр зубцов в продольном кап равлении доведением поверхностей зубцов в зонах изгиба на цельных не30
35
Величины 8, и примерно одинаковы-и соответствуют значениям, равным (0,4-0,6)S, где S - исходная толщина деформируемой ленты в миллиметрах, а величина коэффициентов 0,4-0,6 зависят от марки стали деформируемой лен- Q прорезанных участках до уровня поверхностей прорезанных отогнутьк площадок зубцов На пятой позиции выполняют калибровку и соединение стыков свернутой в 1;ольцо зубцовой зоты и способа гибки. Величина прогиба перемычки и в средней ее части зависит от толщины ленты, длины прорезанной части перемычки и ее ширины и для каждого исполнения зубцовой зоны должна выбираться конструктивно „|Так, например, для зубцовой зоны, изготовленной из ленты толщиной 0,5 мм, у которой щирина перемьтки равна 2 мм, а длина прорезанной части перемычки равна 30 мм, оптимальная величина прогиба & в средней ее части равна 0,5 мм
Для устранения ступенчатости поверхностей на гребнях ребер гофр, образованных после гибки, вьтолняют механическую обработку зубцовой зоны, которая обеспечивает постоянство высоты гофр зубцов в продольном напдг ны, например, лазерной сваркой. Далее готовая зубцовая зона магнитопровода передается на следующие операции.
50
55
Выполнение на ленте прорезей позволяет снизить усилия при образовании зубцовой зоны, повысить точность изготовления зубцовой зоны, увеличить производительность изготовления.
Выполнение перемычек между зубцами дугообразной формы с выпуклостью со стороны открытых пазов повьш1ает надежность работы электрической машины за счет предотвращения провиса10
15
0
равлении доведением поверхностей зубцов в зонах изгиба на цельных непрорезанных участках до уровня поверхностей прорезанных отогнутых площадок зубцов.
Изготовление зубцовой зоны магнитопровода электрической машины осуществляется следующим образом.
Электротехническая стальная лента требуемой ширины устанавливается на кногопозиционном устройстве, где на первой позиции вьтолняют образование сквозных прорезей с требуемым шагом между ними, например, штамповкой, при этом на KpaJTX ленты оставляют цельные непрорезанные участки для сохранения целостности ленты. На второй позиции вьшолняют гофрирование с образованием зубцов и перемычек между ними, причем изгиб осуществляют по линиям, совпадающим с направлением прорезей, а при формировании паза обеспечивают вытяжкой ду- 5 гообразность формы перемычек между зубцами с выпуклостью в сторону открытых пазов. При достижении заданной длины зубцовой зоны осуществляют ее отделение Данная операция выполняется на третьей позиции. На четвертой позиции зубцовая зона свертывается в кольцо, далее вьтолняется механическая обработка, например прошивка, проточка, расточка волочение, разгонка. Механическая обработка обеспечивает постоянство высоты гофр зубцов в продольном кап равлении доведением поверхностей зубцов в зонах изгиба на цельных не30
5
Q прорезанных участках до уровня поверхностей прорезанных отогнутьк площадок зубцов На пятой позиции выполняют калибровку и соединение стыков свернутой в 1;ольцо зубцовой зодг ны, например, лазерной сваркой. Далее готовая зубцовая зона магнитопровода передается на следующие операции.
Выполнение на ленте прорезей позволяет снизить усилия при образовании зубцовой зоны, повысить точность изготовления зубцовой зоны, увеличить производительность изготовления.
Выполнение перемычек между зубцами дугообразной формы с выпуклостью со стороны открытых пазов повьш1ает надежность работы электрической машины за счет предотвращения провисания перемычек зубцовьк зон статора и ротора в сторону основного рабочего воздушного зазора, наличие которого приводит к заклинивание ротора.
Вьтолнение постоянной высоты гофр зубцов в продольном направлении с использованием механической обработки обеспечивает равномерность технологических и рабочего зазоров, а также снижает величину технологиче - кик зазоров, что, в свою очередь, снижает потери на намагничивание и ведет к повьшению КПД и коэффициента мощности машины.
Выполнение перемычек между зубца- ми дугообразной формы и осуществление механической обработки зубцовой зоны позволяют также повысить качество изделия.
Таким образом, предложенное тех- ническое решение позволяет повысить надежность работы электрической ма5
шины, устранить брак от заклинива11ия ротора, улучшить энергетические характеристики электрических машин, повысить качество изготовлейия зубцовой зоны магнитопровода и всей машины в целом, увеличить производительность изготовления зубцовых зон,
Формула изобретения
Зубцовая зона магнитопровода электрической машины, содержащая гофрированные из ленты зубцы и перемычки между ними, сквозные прорези, вьтол- ненные на каждом изгибе ленты, и площадки, образованные отогнутыми при изгибе ленты сторонами прорези, отличающаяся тем, что, с целью повышения надежности и улучшения энергетических характеристик электрической машины, перемычки мел- ду зубцами вьшолнены выпуклыми В сто рону паза по длине прорези.
сриг.г
ВидА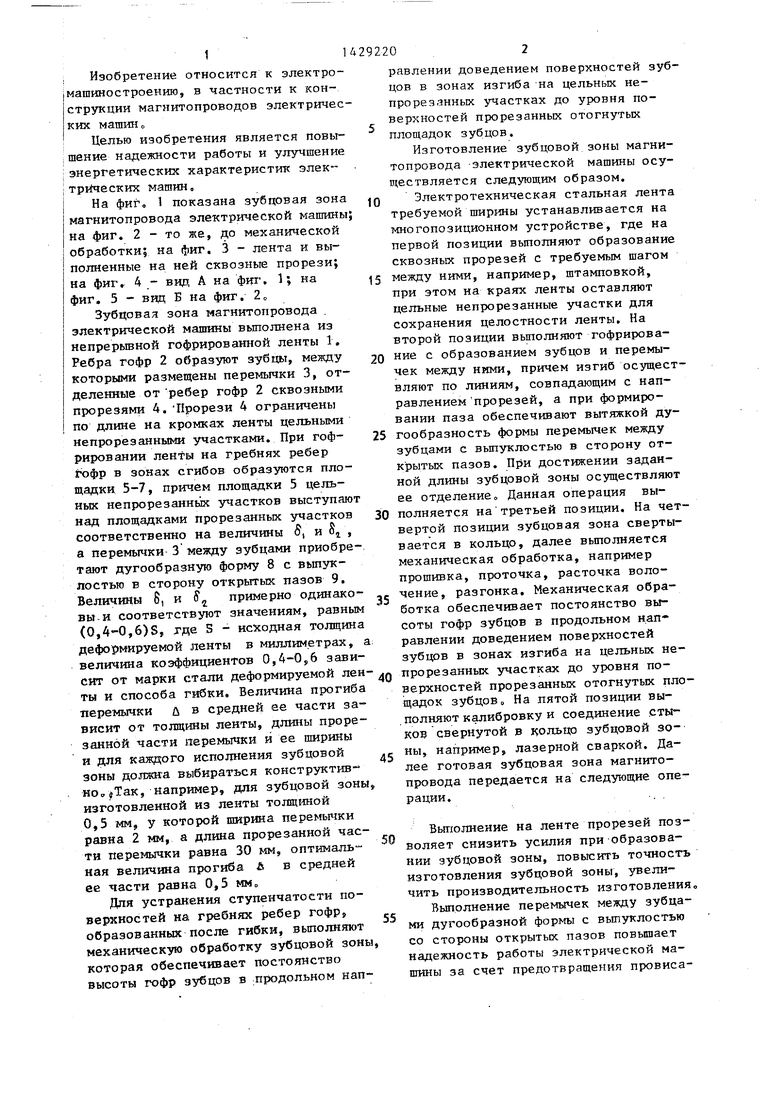
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
| Способ изготовления зубцовой зоны магнитопроводов | 1984 |
|
SU1228191A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1001315A2 |
| Магнитопровод электрической машины | 1980 |
|
SU1137553A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Способ гофрирования ленты для магнитопровода электрической машины | 1984 |
|
SU1247120A1 |
| Способ изготовления мерных отрезков гофрированной ленты | 1986 |
|
SU1442291A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |

Изобретение относится к электромашиностроению. Цель изобретения состоит в повьппении надежности и улучшении энергетических характеристик электрической машины, Зубцовая зона магнитопровода электрической машины содержит зубцы, гофрированные из ленты 1, перемычки 3 между ними и сквозные прорези 4, вьтолненные на каждом изгибе ленты. Благодаря тому, что перемычки 3 выполнены выпуклыми по длине прорези 4 в сторону паза, обеспечивается достижение Поставленной цели. 5 ил.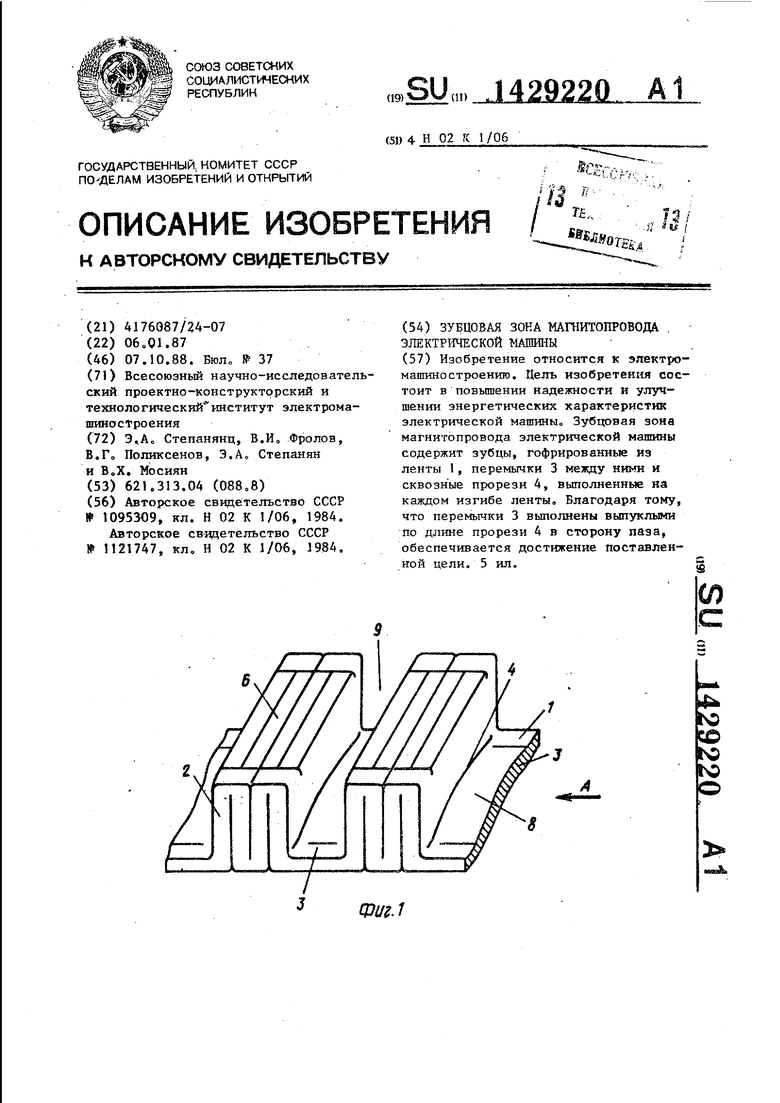
| Зубцовая зона электрической машины | 1979 |
|
SU1095309A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
