СО
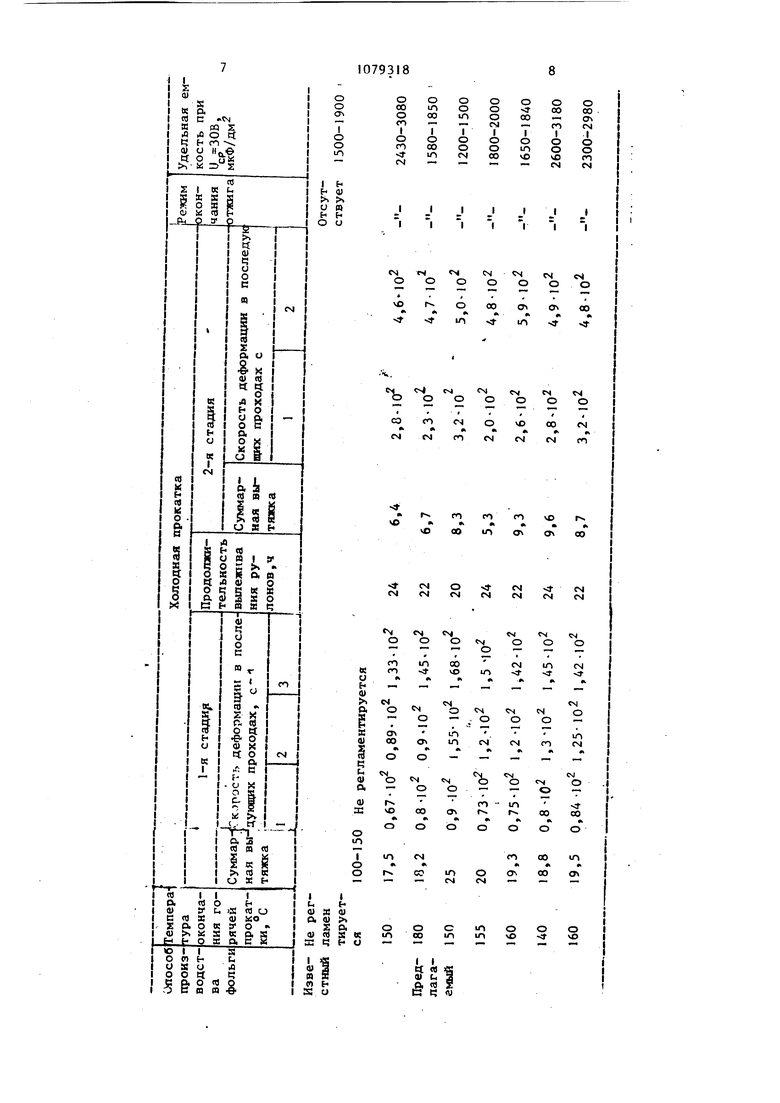
оо f Изобретение относится к цветной металлургии, в частности к разработ ке способа производства фольги из алюминия высокой чистоты, предназна ченной для изготовления анодов низковольтнык алюминиевых оксидных конденсаторов. Низковольтные (Уф ЗОВ) алюьгание вые оксидн 1е конденсаторы нашли широкое применение в радио- и электтронной аппаратуре. Постоянная тенденция к миниатюризации этих приборов к необходимости создания малога баритных и высокоемкимх конденсаторов, обладакщих высоким эксплуатационными характеристиками. Известен способ производства фол ги из алюминия марки А99 для анодов оксидных конденсаторов, включающий горячую прокатку слитков до толщины 7,510,2 мм, колодную прокатку до 0,08-0,10 мм (суммарная вытяжка 73-94 ) и рекристаплизационйьш отжиг при 400-420°С в течение 12 ч С1 3. Этот способ дает хорошие результ ты при изготовлении анодной фольги для высоковольтных конденсаторов и используется при производстве серий ной фольги с удельной емкостью 22 МКФ/дм при Уф 450 В. Применение этого режима обработки при производстве фольги для низковольтньггс конденсаторов позволяет получать очень низкие значения удел ной емкости 700-900 МКФ/дм- при UA зов). Известен также способ производства фольги из алюминия высокой чис тоты для анодов низковольтных конденсаторов , включающий горячую npfeкатку, холодную прокатку с суммар1 ой вытяжкой 100-150 травление в нейтральном электролите и отжиг при 450-500°С в течение 12-24 ч Г2. Этот способ является наиболее близким по техническому сух еству к предлагаемому и выбран в качестве прототипа. Указанный способ находит применение при производстве фольги для анодов низковольтных конденсаторов с удельной емкостью 1700110% мкФ/дм при (ТУ 48-21-668-80/. Как показал статистический анали значе1Шй удельной емкости на выборке 500 т (500 партий фольги , максимально возможные величины удельной емкости (1900-2200 мкФ/дм)Достигаются всего в 10% случаев. 182 Таким образом, применяя этот способ, невозможно достичь теоретически возмохшых значений удельной емкости(2300-3300 , что и является недостатком прототипа. Целью изобретения является увеличение уровня значений удельной емкости алюминиевой фольги для анодов оксидных конденсаторов. Поставленная цель достигается тем что согласно способу производства алюминиевой фольги, включающему горячую прокатку, холодную прокатку, травление в нейтральном электролите и отжиг при 450-500 0 в течение 1224 ч, в котором горячую прокатку заканчивают при температуре на 6080 С ниже температуры начала рекристаллизации алюминия, а холодную прокатку осуществляют в две стадии: первую холодную прокатку проводят с суммарной вытяжкой 15-20 при скоростях деформации в последних трех проходах (0,7-1 ,5 )- 10 последующим вьшеляванием рулона на воздухе в течение 20-24 ч, вторую холодную прокатку проводят с суммарной вытяжкой 6-10 при скоростях деформации в последних двух проходах (2,5-5, . Исследование анодного растворения алюминиевой фольги в нейтральном электролите показало, что процесс зарождения и количество очагов травления ( питтингобразование ) зависит от структуры исходной фольги и, в свою очередь, от размера зерен и субзерен, состояния нх границ, плотности дислокаций и вакансий. Кроме того, скорость растворения во многом определяется выходом кристаллографических плоскостей на поверхность фольги. Таким образом, чем вьше плотность и равномернее распределены эти несовершенства в структуре исходной фольги, тем больше образовывается питтингов при травлении, а следовательно, рельеф травления более развитый по поверхности. Известно, что наиболее эффективным способом повьшения плотности структурных несовершенств в металле (дислокационная структура ) является пластнческая деформация. В свою очередь структура деформированной алюминие- , вой фольги определяется такими факторами, как схема и условия деформации, температура, скорость и степень деформации, а также количество примесей в металле. Как показали исследования, повышение плотности дислокаций достигается в алюминиевой фольге с увеличением степени холодной деформации, т.е. деформации при температурах ни же температуры начала рекристаллизации алюминия, причем суммарная плотность дислокаций и однородность их распределения по объему металла существенно увеличивается, если чередовать деформацию с отдыхом метал ла при температурах возврата. Экспериментально установлено, что температура начала рекристаллизации алюминия чистотой 99,99-99,98% лежит в диапазоне 180-220 С. Горячая деформация алюминия высо кой степени чистоты при температуре на бО-ВО С ниже температуры начала рекристаплизации приводит к образова-20 нию ячеистой структуры с более совер шенными и узкими сетками (ячейками ) но менее правильными, чем при холодной деформации и последующей полигрнизации. Образовавшиеся фрагменты зерен вытянуты в направлении прокатки, т.е. наблюдается отчетливая текстура деформации. Вместе с тем в таком горячекатаном металле общая плот ность дефектов несколько уменьшаетсй за счет аннигиляции части дислокаций при поперечном скольжении и стока точечных дефектов. Уменьшается из быток дислокаций одного знака, а их распределение становится более равно мерным. Электронномикроскопический анализ горячекатаной заготовки показывает, что такие условия горячей деформации, позволяют получить в металле плотность дислокаций на уровне см, что значительно выше, чем в горячекатаной рекристаллизованной заготовке (-40 на 1 см /. Кроме того, при указанных температурах окончания горячей прокатки и последующего охлаждения металла происходит релаксация внутренних напряжений вследствие протекания процессов возврата, что способствует улучшению пластических свойств металла при дальнейшей холодной прокатке. Снижение температуры окончания горячей прокатки более, чем на 80°С .температуры начала рекристаллизации, повышает плотность дефектов и увеличивает избыток дислокаций одного знака. Распределение дислокаций ста18 4 новится неоднородным, уменьшается число действующих систем скольжения, повьппается степень упрочнения металла. При дальнейшей холодной прокатке такого металла появляются трещины и обрывы, что затрудняет процесс обработки и делает его нестабильным. Окончание горячей деформации при температуре на 60 С менее температуры начала рекристаллизации приводит к снижению плотности дислокаций и более интенсивному разупрочнению металла, при этом меняется типа текстуры. Такая дислокационная структура горячекатаного металла не обеспечивает достижения после холодной деформации высокой плотности дислокаций, необходимой для получения высокоразвитои поверхности после травлеИзвестно, что с увеличением степени холодной деформации плотность дислокаций резко возрастает. Однако, как показали исследования, суммарная плотность дислокаций зависит от условий холодной деформации. При холодной прокатке горячекатаной заготовки до толщины 0,6 мм с суммарной вытяжкой 15-20 при скоростях деформации в последних трех проходах (0,7-1 ,5/ 10 С продолжает формироваться ячеистая структура, дислокации связываются в сложные сетки, объемные сплетения которых образуют границы ячеек. В этом случае плот1-1 -f ность дислокаций достигает 10-10 на 1 см. При вытяжке более 20 и скоростях деформации менее 0,740 с резко возрастает коэффициент упрочнения, металл становится хрупким, и при дальнейшей холодной прокатке фольги наблюдаются растрескивание кромок и обрывы. Увеличение вытяжки свьппе 20 и скорости деформации более 1,5-10 с приводит к интенсивному разогреву металла в процессе холодной прокатки за счет деформационных тепловыделений. Температура прокатанных рулонов достигает 140-180 С, т.е. практически температуры начала рекристаллизац11и алюминия чистотой 99,99-99,98%. Вследствие этого плотность структурных дефектов в металле значительно уменьшается за счет анигиляции дислокаций. Суммарная плотность дислокаций в этом случае не превьппает плотности дислокаций в горячекатаном металле. При соблюдении указанных деформационно-скоростных режимов хо- /лодной прокатки (вытяжки 15-20, скорость деформации в последних тре -проходах (0,7-1,5 ) 10 с температура прокатанных рулонов в толщине 0,6 мм находится в пределах 90140°С, Вылеживание этих рулонов на воздухе в течение 20-24 ч приводит к повьшению пластических свойств ме талла за счет протекания процессов возврата, при этом плотность дислокаций, существенно ие снижается. Ка показали промьшшенные эксперименты, относительное удлинение фольговой заготовки после вылеживания составляет 2,5-3,5%, что обеспечивает дальнейщую прокатку фольги без обрывов . Охлаждение рулонов менее 20 ч не обеспечивает завершения про цесса возврата, а увеличение времени охлаждения более 24 ч нецелесооб разно, так как температураJpyлoиoв достигает температуры цеха (20-30 С На второй стадии холодной прокат ки (прокатка фольги до требуемой толщины 0,06-0,10 мм) происходит дальнейшее повышение суммарной плот ности дислокаций до величины 10 1 см. Вследствие того, что плотность дислокаций растет в стенках (границы ячеек ), а не внутри ячеек, появляется разориеитировка м лоугловых границ ячеек на небольшие углы (3-7°, одновременно наблюДается дальнейшее дробление кристаллитов (фрагменты ячеистой структуры/ на более мелкие ячейки (субзернп/ величиной 2-3 мкм, при этом образуется явно вьфаженная текстура деформации (100) tl 12 . Такая дислокационная структура после травления в нейтральном электролите обеспечивает получение максимально развитой поверхности фольги. Удельная емкость такой фольгу лежит на уровне 25003000 МКФ/дм. При вытяжке на 2-й стадии холодной прокатки менее 6 не обеспечивается получение требуемой дислокационной структуры, о чем свидетельствует падение значений удельной емкости до 1800-2000 мкФ/Д1 , а увеличение вытяжки более 10 приводит к охрупчиванию металла, в результате чего происходят обрывы в процессе прокатки (особенно тонких размеров 0,06 мм) и последующей обработ у потребителя. Повьппение скорости деформации выше 5.10 сСопровождается интенсивным разогревом металла в очаге деформации и повышением температуры прокатанных рулонов, что приводит к снижению плотности дислокаций. При скоростях деформации ниже 2,5-10 С наблюдается снижение производительности процесса прокатки. Сравнительные результаты испытания фольги, изготовленной по известному и предлагаемому способам, приведены в таблице. Из таблицы видно, что только предлагаемый способ обеспечивает получение высоких значений удельной емкости алюминиевой анодной фольги. 9 J0793 Пример. Слитки из алюминия , чистотой 99,98% прокатывают до толщины 10,5 мм при температуре окончания горячей деформации 150 С. После охлаждения горячекатаных рулоновs до темпер атуры цеха они подвергаются холодной прокатке по следующей схеме. 1-я стадия холодной прокатки. 10,5-8,5-4,5-3,5-2,5-1,6-1,0-0,62 ммto при этом скорость деформации по ПРОходам составляет .2.10 -0.23 .28«10 -0.3510 -0,45-10 -0,7102-0.89-10 -1 .33 «10 с, а суммарная вытяжка - 17,5.15 Прокатанные рулоны вылеживаются на воздухе в течение 24 ч. 2-я стадия холодной прокатки. 0,62-0,35-0,21-0,13-0,096 мм, при этом скорость деформации по прохо-20 дам составляет ,86 ,7 ,8 ,6 , а суммарная вытяжка 6,4. I8° После травления в нейтральном электролите и отжига при температуре ДЗО-ЗОО С в течение ч, удельна емкость фольги, полученной по указанной технологии, составляет 2430-3080 мкф/дм -при . Предлагаемый способ- прошел ирйьйшпленное опробование. По разработанной технолоЛш изготовлено более О т фольги, которая прошпа испытания У потребителя на динамических уставов ках травления, и формовки. Результа™ ис пытаний положительные. Удельная емкость фольги лежит в пределах 2350-3140 мкФ/дм при Иф 30 В. Внедрение данного способа производства позволяет ползгчить экономический эффект в размере 75 тыс. РУб. на выпуск 55 т фольги.за счет снижения расхода фольги и уменьшения габаритов конденсаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алюминиевой конденсаторной фольги | 1978 |
|
SU697236A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРАВЛЕНОЙ КАТОДНОЙ АЛЮМИНИЕВОЙ ФОЛЬГИ, ИЗГОТОВЛЕННОЙ ИЗ АЛЮМИНИЯ ВЫСОКОЙ ЧИСТОТЫ, ЛЕГИРОВАННОГО СКАНДИЕМ. | 2014 |
|
RU2588942C2 |
| Способ изготовления лент и фольги из алюминия и его сплавов | 1984 |
|
SU1217506A1 |
| Способ получения изотропной электротехнической стали | 1980 |
|
SU910805A1 |
| Способ обработки фольги для электродов электролитических конденсаторов | 1977 |
|
SU662628A1 |
| Способ электрохимического травления алюминиевой фольги | 1979 |
|
SU905341A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ЛЕНТЫ | 1996 |
|
RU2113922C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2309990C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ С ОДНОРОДНЫМИ СВОЙСТВАМИ | 2004 |
|
RU2256707C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2023 |
|
RU2813161C1 |
СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЕВОЙ ФОЛЬГИ, включающий горячую У t / прокатку, холодную прокатку, травление в нейтральном электролите и от- иг при 450-500с в течение 12-24 ч, отличающийся тем, что, с целью увеличения уровня значений удельной емкости фольги, горячую прокатку заканчивают при температуре на 60-80°С ниже температуры начала рекристаллизации алюминия, а холодную прокатку осуществляют в две стадии: первую холодную прокатку проводят с суммарной вытяжкой 15-20 при скоростях деформации в последних трех проходах 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3212018/22-02, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
