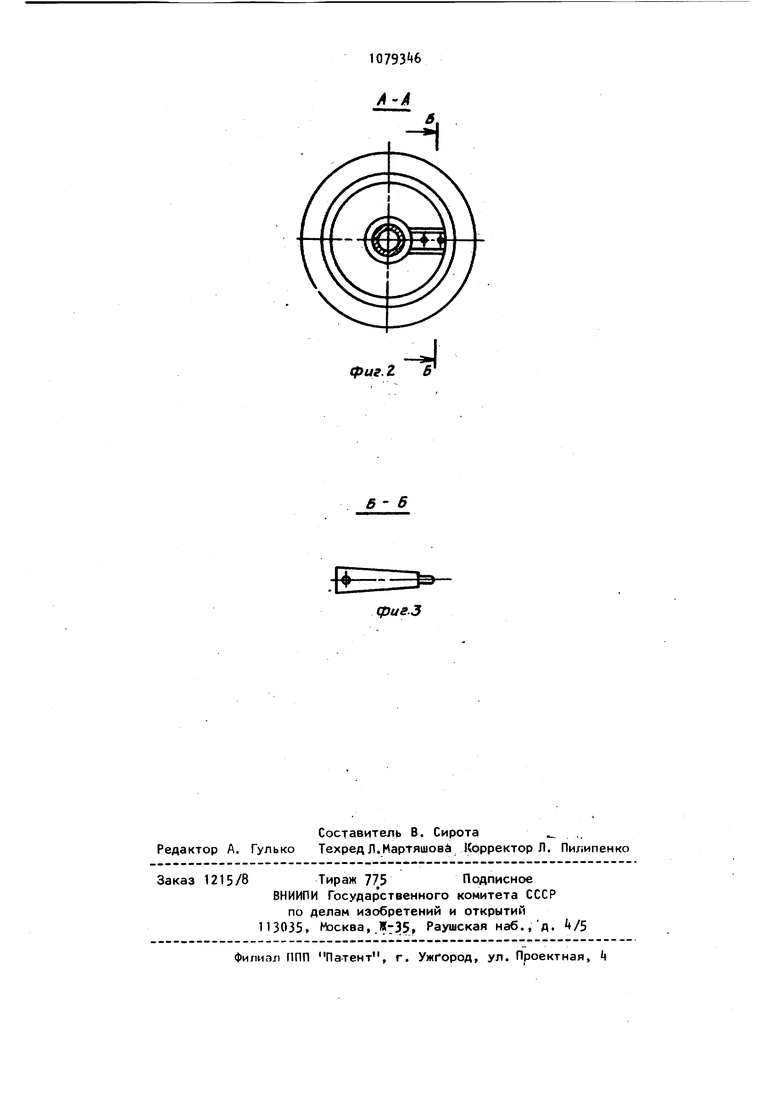
Изобретение относится к производству полых стальных или чугунных заготовок и может быть использовано при получении труб или лолых заготово на машинах непрерывного или полунепре рывного литья. Известен кристаллизатор для непрерывного литья полых слитков состоящий из наружной гильзы и соосного ей дорна C13. Недостатком известного кристаллизатора является низкая точность разме ров отливаемого слитка, особенно его полости. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство, содержащее кристаллизатор и соединенный с ним конусный дорн, который выполнен с несколькими участками различной конусности 2. Однако и в этом техническом решении точность размеров заготовок низкая, так как консольная (сверху) опора дорна не обеспечивает его жесткост из-за неравномерного охлаждения и деформации слитка, легко происходит сме щение дорна. Целью изобретения является повышение точности размеров отливаемых заго товок.. Поставленная цель достигается тем, что кристаллизатор для полунепрерывно го литья полых заготовок, содержащий охлаждаемую гильзу и охлаждаемый дорн профиль рабочей части которого выполнен с обратной конусностью, снабжен радиальной охлаждаемой пластиной, соединенной одной стороной с рабочей частью дорна, по его образующей, а другой - с гильзой, при этом рабочий профиль пластины выполнен с обратной конусностью. На фиг. 1 показан кристаллизатор, общий вид; на фиг. 2 -.разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Конструкция включает кристаллизатор 1 и дорн 2, рабочая часть котороГО ВДОЛЬ образующей жестко соединена с гильзой кристаллизатора радиальной охлаждаемой пластиной 3i выполненной |С обратной конусностью, которая формирует полую разрезную заготовку . Устройство работает следующим образом. В кристаллизатор 1 подают жидкий металл и здесь между кристаллизатором 1 и дорном 2, соединенным с гильзой кристаллизатора 1 радиальной водоохлаждаемой пластиной 3, формируется полая цилиндрическая заготовка, имеющая паз по всей ее длине. Наличие радиальной водоохлаждаемой пластины 3 с обратной конусностью, жестко связывающей дорн 2 с гильзой кристаллизатора 1, обеспечивает повышение точности размеров заготовок и уменьшает разнотолщинность стенки заготовки по всему периметру. Благодаря конструктивным особенностям предложенного устройства дорн установлен не консольно (сверху), как обычно, а жестко связан с наружным кристаллизатором по всей длине дорна. П редложенная конструкция применяется только для литья заготовок с прорезью по всей их длине. Это включает такую (важную для практики задачу, как литье поршневых колец, которые должны иметь прорезь. Технико-экономическая эффективность устройства заключается в повышении точности размеров, отливаемых заготовок. Кроме того, преимущества достигаются при литье поршневых колец переменной толщины по периметру, когда дорн расположен эксцентрично по отношению к наружному кристаллизатоРУ., t . .- При потребности завода поршневых колец в полых заготовках в количестве 2500 т и уменьшении припуска на : механообработку по наружному и внутреннему диаметру на 10 при стоимости 1т заготовок 250 руб. экономический эффект составляет 62500 руб.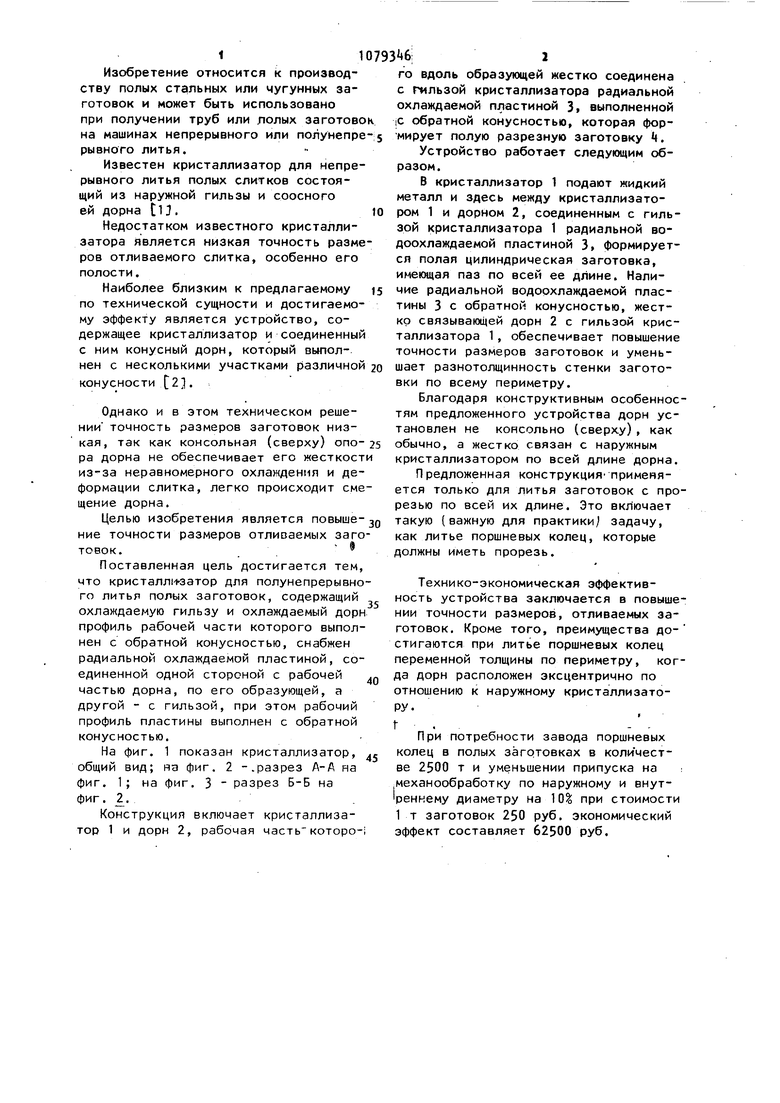
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| Кристаллизатор для литья слитков из медных сплавов | 1982 |
|
SU1071352A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322317C2 |
| Кристаллизатор машины непрерывного литья металла | 2018 |
|
RU2709078C1 |

б 6
фие.Э
