Изобретение относится к металлургии, а именно к непрерывной разливке полых заготовок.
Известен дорн кристаллизатора для непрерывного литья полых заготовок, содержащий полую коническую гильзу (авторское свидетельство СССР № 507397). В гильзе имеются вертикальные каналы для пропуска охлаждающей воды. Гильза установлена на траверсе, соединенной с кристаллизатором. Через каналы траверсы, соединенные с каналами гильзы, пропускается охлаждающая вода.
Основным недостатком данного дорна является то, что при снижении скорости вытягивания полой заготовки из кристаллизатора, возникающей в случае замены опустевшего сталеразливочного ковша на новый полный, величина усадки заготовки увеличивается и заготовка обжимает поверхность гильзы дорна. При этом увеличивается трение между гильзой дорна внутренней поверхностью заготовки и увеличивается усилие вытягивания.
Значительное снижение скорости вытягивания может привести к «подвисанию» заготовки на дорне, прорыву затвердевшей корочки заготовки, вытеканию жидкого ядра заготовки и нарушению процесса разливки.
Наиболее близким аналогом, принятым за прототип, является дорн для отливки полых заготовок, содержащий полую коническую гильзу. В гильзе имеются вертикальные каналы для пропуска охлаждающей воды. Гильза установлена на траверсе, соединенной с кристаллизатором. Через каналы траверсы, соединенные с каналами гильзы, пропускается охлаждающая вода. В нижней части гильзы выполнены равномерно расположенные по ее окружности вертикальные сквозные пазы, которые формируют консольные «лепестки» (авторское свидетельство СССР №422522, приоритет от 27.03.72).
Основным недостатком данного дорна является то, что вследствие выполнения пазов гильзы широкими, деформации «лепестков» при снижении скорости вытягивания полой заготовки из кристаллизатора, когда величина усадки заготовки увеличивается и заготовка обжимает поверхность гильзы дорна, не ограничиваются только упругими деформациями, «лепестки» могут пластически деформироваться. Пластически деформированные «лепестки» не восстанавливают свою форму после возвращения режимов работы кристаллизатора к исходным. В результате увеличивается воздушный зазор между гильзой дорна и внутренней поверхностью полой заготовки, ухудшается ее охлаждение. Изменяется толщина стенок полых заготовок. Гильза выходит из строя.
Техническим результатом предлагаемого изобретения является повышение надежности работы дорна кристаллизатора, устранение «подвисания» заготовки на дорне и улучшение качества отливаемых полых заготовок.
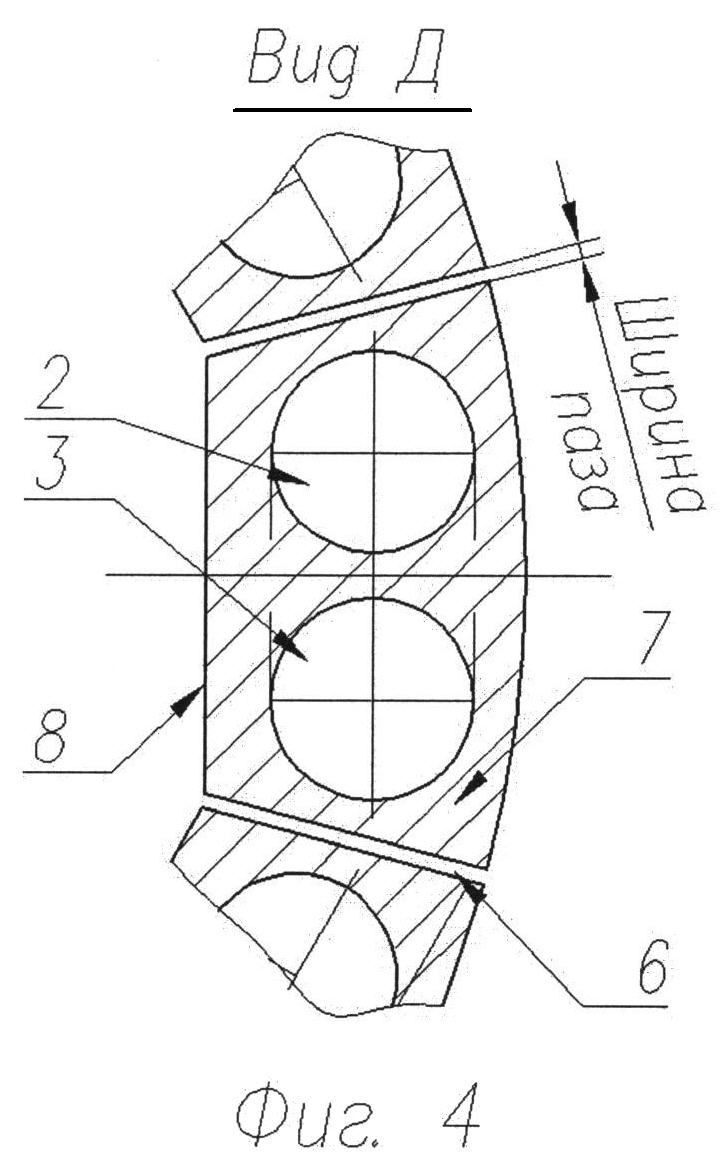
Технический результат достигается тем, что в дорне кристаллизатора машины непрерывного литья полых заготовок, включающем установленную на траверсе коническую гильзу с вертикальными каналами для пропуска охлаждающей воды и выполненными в нижней части гильзы равномерно расположенными сквозными вертикальными пазами, внутренняя поверхность гильзы выполнена многогранной, при этом каждая грань размещена между вертикальными сквозными пазами и ширина каждого вертикального паза не превышает 2 мм.
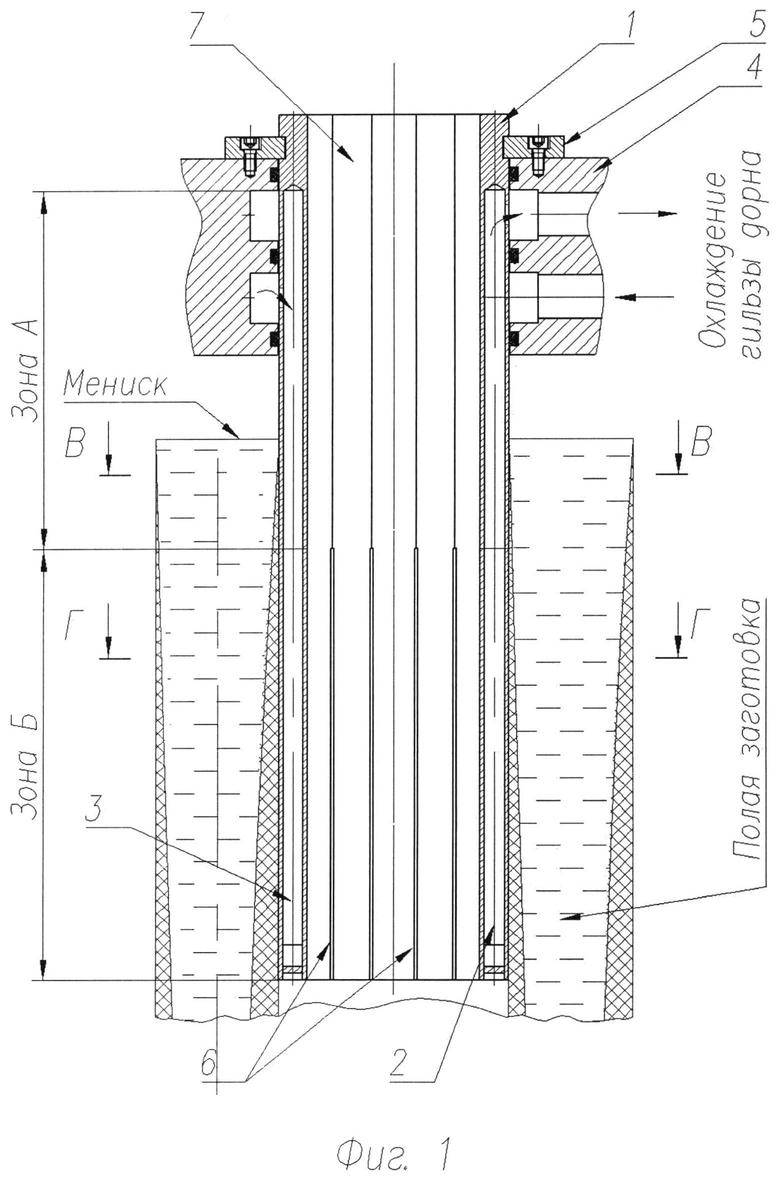
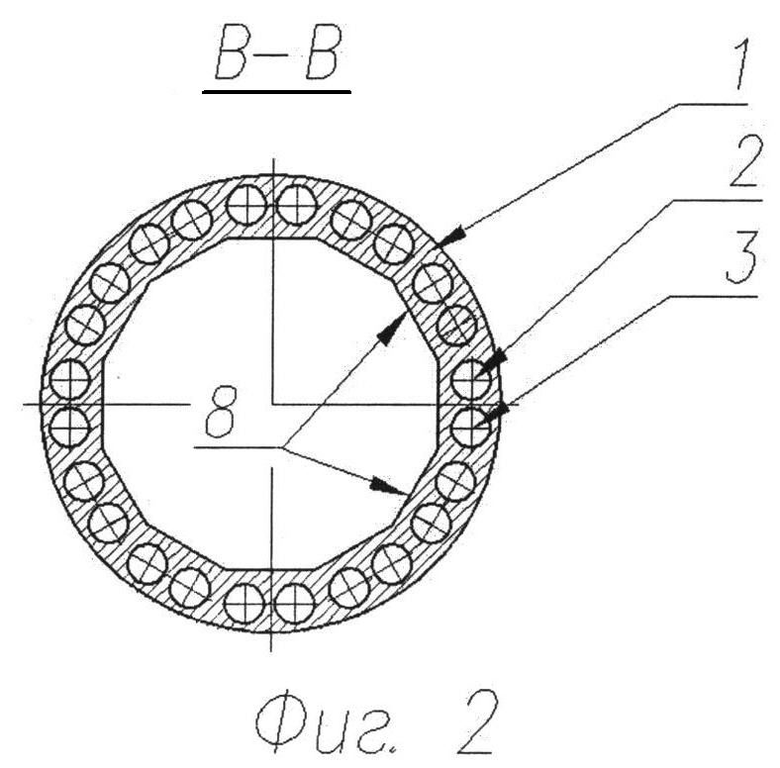
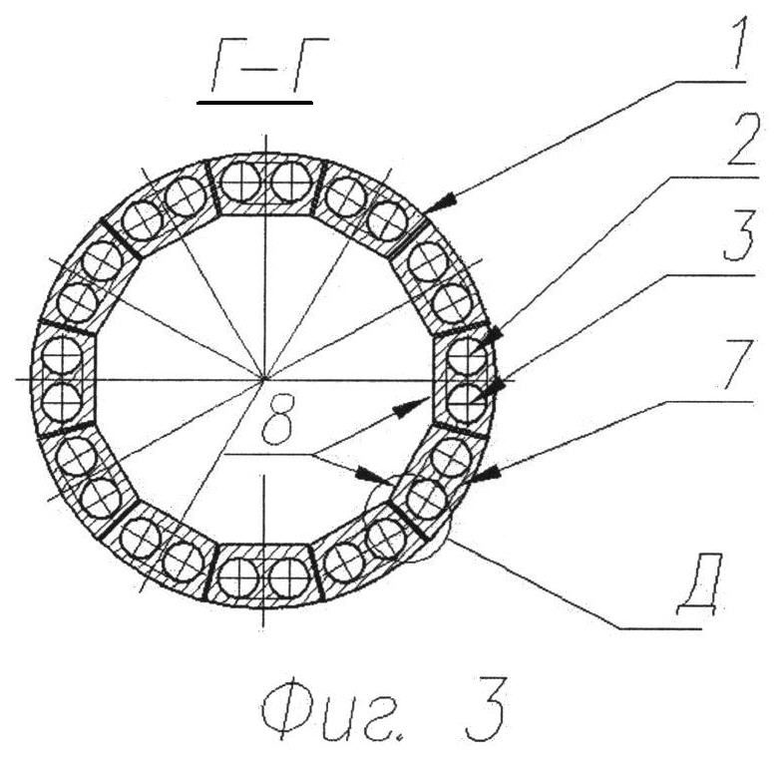
Предлагаемое изобретение иллюстрируется следующими графическими материалами, где на фиг.1 изображен дорн кристаллизатора, продольный разрез; на фиг.2 - то же, разрез в зоне «А»; на фиг.3 - то же, разрез в зоне «Б»; на фиг.4 - то же, вид «Д».
Дорн кристаллизатора содержит коническую гильзу 1 с подводящими 2 и отводящими 3 вертикальными каналами для пропуска охлаждающей воды. Дорн установлен на траверсе 4 и закреплен на ней с помощью шпонок 5. В нижней части гильзы 1 в зоне «Б» выполнены сквозные вертикальные пазы 6, образующие «лепестки» 7. Внутренняя полость конической гильзы 1 выполнена многогранной, с гранями 8, которые размещены между вертикальными сквозными пазами 6. В результате внутренняя поверхность «лепестка» получается плоской, что снижает концентрацию напряжений изгиба в местах соединения «лепестков» с основным телом гильзы и повышает долговечность последней.
Дорн кристаллизатора работает следующим образом.
При снижении скорости вытягивания полой заготовки из кристаллизатора ее поверхность больше времени находится в контакте с водоохлаждаемой поверхностью гильзы. В результате снижается температура ее поверхности, усадка увеличивается, а диаметр внутренней поверхности гильзы начинает уменьшаться. Заготовка обжимает наружную поверхность гильзы 1 и деформирует «лепестки» 7, расположенные в нижней части гильзы 1. При деформации «лепестков» 7 ширина пазов 6 уменьшается, конусность наружной поверхности гильзы 1 увеличивается, что компенсирует увеличение усадки полой заготовки. Дальнейшее увеличение усадки заготовки может привести к замыканию поверхностей пазов. Пазы шириной 2 мм позволяют компенсировать усадку заготовки при кратковременном прекращении вытяжки заготовки.
Выполнение сквозных вертикальных пазов гильзы 6 шириной не более 2 мм ограничивает деформацию «лепестков» гильзы и исключает формирование пластических деформаций последних.
По мере восстановления скорости вытягивания заготовки до первоначальных заданных значений температура поверхности заготовки увеличивается, усадка уменьшается, «лепестки» 7 начинают освобождаться, гильза дорна начинает приобретать первоначальную форму. Процесс разливки возвращается к заданным режимам. Обеспечиваются требуемые геометрические параметры полой заготовки.
Примером реализации устройства может служить Дорн кристаллизатора, используемый для непрерывного литья полой круглой заготовки с размерами ⌀330/⌀160 мм. Длина гильзы 1 дорна составляет 800 мм, вертикальные пазы 6 располагаются в нижней части гильзы и имеют длину 400 мм (зона Б), образуют «лепестки» 7. Ширина вертикальных пазов -2 мм.
Оптимальная скорость вытягивания заготовки из кристаллизатора составляет 0,9 м/мин.
При «перековшовке», замене опустевшего сталеразливочного ковша на новый полный скорость вытягивания заготовки может быть снижена до 0,2-0,3 м/мин. Задержка при установке разливочных стаканов ковша приводит к приостановке процесса вытягивания.
Усадка, связанная с кратковременной остановкой процесса, компенсируется за счет упругой деформации «лепестков» в поле зазора между «лепестками», равном 2 мм.
После окончания «перековшовки» скорость вытягивания постепенно возвращается к заданным значениям - 0,9 м/мм, температура поверхности заготовки возрастает, усадка снижается, «лепестки» под действием сил упругости приобретают первоначальную форму, процесс разливки возвращается к исходным, заданным параметрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1990 |
|
RU2017569C1 |
Изобретение относится к металлургии, а именно к непрерывной разливке полых заготовок. Дорн кристаллизатора содержит установленную на траверсе полую коническую гильзу, имеющую вертикальные каналы для пропуска охлаждающей воды. В нижней части гильзы выполнены расположенные равномерно по периметру сквозные вертикальные пазы. Ширина вертикальных сквозных пазов не превышает 2 мм. Внутренняя поверхность гильзы выполнена многогранной, каждая грань которой размещена между вертикальными сквозными пазами. При замене опустевшего сталеразливочного ковша на новый ковш скорость вытягивания заготовки снижается, температура поверхности заготовки также снижается, а усадка увеличивается, что компенсируется упругой деформацией лепестков гильзы. После возврата к исходным параметрам разливки температура поверхности заготовки возрастает, усадка снижается, и лепестки приобретают первоначальную форму. Повышается надежность работы дорна кристаллизатора и улучшается качество отливаемых полых заготовок. 4 ил., 1 пр.
Дорн кристаллизатора машины непрерывного литья полых заготовок, включающий установленную на траверсе коническую гильзу с вертикальными каналами для пропуска охлаждающей воды и выполненными в нижней части гильзы равномерно расположенными сквозными вертикальными пазами, отличающийся тем, что внутренняя поверхность гильзы выполнена многогранной, при этом каждая грань размещена между вертикальными сквозными пазами и ширина каждого вертикального паза не превышает 2 мм.
| Дорн для непрерывного литья полых заготовок | 1987 |
|
SU1503985A1 |
| Водоохлаждаемый дорн | 1972 |
|
SU507397A1 |
| Дорн для литья полых слитков | 1985 |
|
SU1326392A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬГ5Ы i i iЙПЯП ^i/8^nc'i|nsФиПД u-iiiii,;.. 1 Jo1Т | 1972 |
|
SU414049A1 |
| Самопишущий манометр для снятия диаграмм давления в процессе прессования | 1949 |
|
SU83898A1 |

