Изобретение относится к металлургии, а именно к непрерывной разливке полых заготовок.
Известен дорн кристаллизатора для непрерывного литья полых заготовок, содержащий полую коническую гильзу. В гильзе имеются вертикальные каналы для пропуска охлаждающей воды. Гильза установлена на траверсе, соединенной с кристаллизатором. Через каналы траверсы, соединенные с каналами гильзы, пропускается охлаждающая вода (см. авторское свидетельство СССР №261650)
Основным недостатком данного дорна является то, что он имеет жесткую конструкцию и постоянную профилировку конуса рабочей поверхности гильзы. При снижении скорости вытягивания полой заготовки из кристаллизатора, возникающей в случае замены опустевшего сталеразливочного ковша на новый полный, из-за увеличивающейся усадки заготовка обжимает гильзу, вследствие чего увеличивается трение между гильзой и внутренней поверхностью заготовки и увеличивается усилие вытягивания. Значительное снижение скорости вытягивания может привести к зависанию заготовки и возникновению прорыва.
При увеличении скорости вытягивания возникает зазор между рабочей поверхностью гильзы и заготовкой, охлаждение заготовки ухудшается, снижается толщина затвердевшей корочки и возникает опасность проплавления последней.
Все это ухудшает качества отливаемых заготовок, снижает стабильность процесса разливки и может привести к авариям.
Наиболее близким аналогом, принятым за прототип, является дорн для отливки полых заготовок, содержащий полую коническую гильзу. В гильзе имеются вертикальные каналы для пропуска охлаждающей воды. Гильза установлена на траверсе, соединенной с кристаллизатором. Через каналы траверсы, соединенные с каналами гильзы, пропускается охлаждающая вода. В нижней части гильзы выполнены равномерно расположенные по ее окружности вертикальные сквозные пазы, которые формируют консольные «лепестки» (см. авторское свидетельство СССР №422522, приоритет от 27.03.72).
Консольные «лепестки» гильзы при снижении скорости вытягивания и увеличении усадки заготовки деформируются, изменяется конусность гильзы, снижается трение между гильзой дорна и заготовкой, снижается усилие вытягивание.
Основным недостатком данного дорна является то, что при увеличении скорости вытягивания полой заготовки в результате снижения усадки последней, возникает зазор между рабочей поверхностью гильзы и внутренней поверхностью заготовки, охлаждение заготовки ухудшается, снижается толщина затвердевшей корочки, возникает опасность проплавления последней. Такое положение приводит к ухудшению качества отливаемых заготовок, снижает стабильность процесса разливки и может привести к аварии.
Техническим результатом изобретения является возможность изменения конусности рабочей поверхности дорна в процессе разливки, а, следовательно, повышение стабильности процесса разливки и улучшение качества отливаемых полых заготовок.
Технический результат достигается тем, что в дорне с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок, включающем установленную на траверсе коническую гильзу с вертикальными каналами для пропуска охлаждающей воды и выполненными в нижней части гильзы равномерно расположенными сквозными вертикальными пазами и соосно установленную внутри гильзы трубу, участок внутренней поверхности гильзы, расположенный в нижней части зоны сквозных вертикальных пазов, выполнен коническим, и его длина составляет 0,1÷0,2 длины пазов, на наружной поверхности трубы также выполнен конический участок, при этом для взаимодействия конических участков наружной поверхности трубы и внутренней поверхности гильзы труба установлена с возможностью перемещения вдоль оси гильзы посредством механизма.
Технический результат достигается также тем, что механизм для перемещения трубы вдоль оси гильзы выполнен в виде гидроцилиндра, а ход перемещения трубы не превышает 0,5 длины конического участка внутренней поверхности гильзы.
Технический результат достигается также тем, что величина конусности конических участков наружной поверхности трубы и внутренней поверхности гильзы не превышает 15°.
Изобретение иллюстрируется следующими графическими материалами:
на фиг.1 изображен дорн кристаллизатора, продольный разрез;
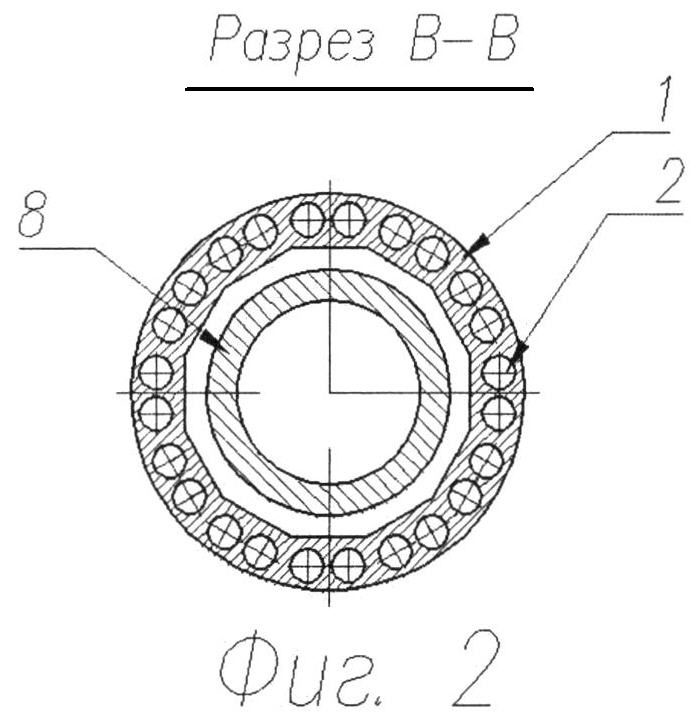
на фиг.2 - то же, разрез в зоне «А»;
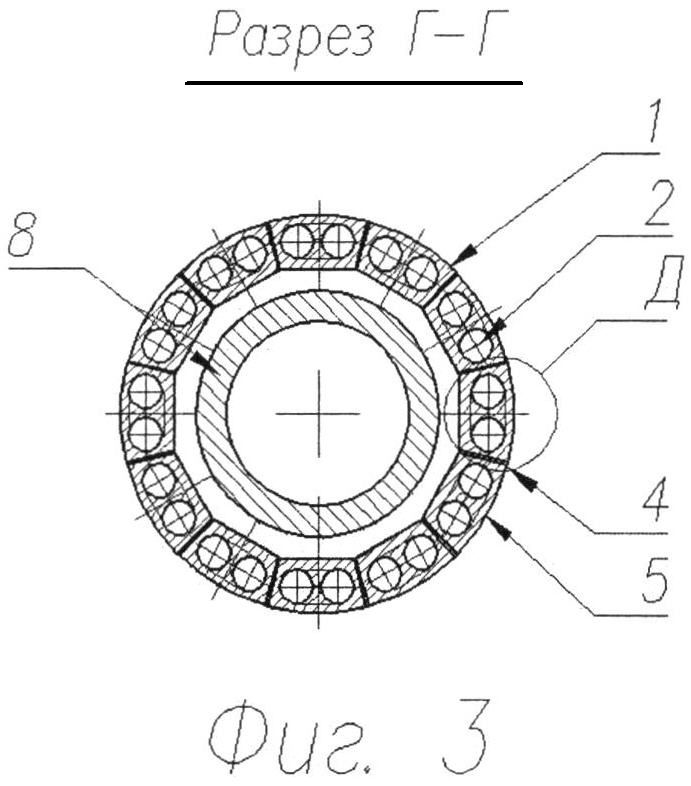
на фиг.3 - то же, разрез в зоне «Б».
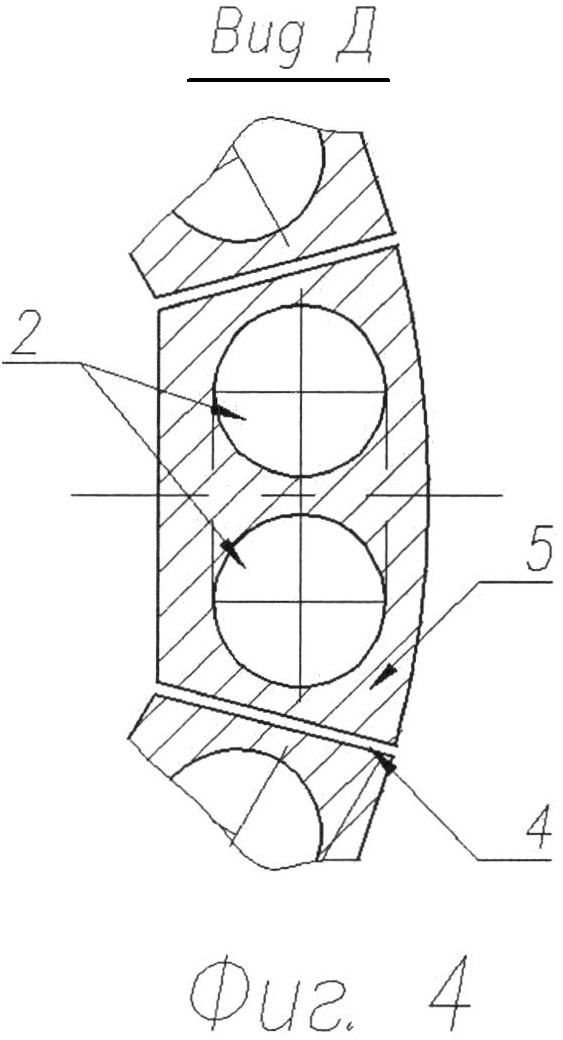
на фиг.4 - то же, вид «Д».
Дорн кристаллизатора содержит коническую гильзу 1 с вертикальными каналами 2 для пропуска охлаждающей воды. Дорн установлен на траверсе 3. В нижней части гильзы 1 в зоне «Б» выполнены сквозные вертикальные пазы 4, образующие консольные «лепестки» 5.
Граница между зоной «А», где пазы 4 отсутствуют, и зоной «Б» выбирается таким образом, чтобы формирующаяся корочка на внутренней поверхности заготовки имела толщину, гарантирующую ее от проплавления.
Внутренняя поверхность конической гильзы 1, в нижней части вертикальных пазов 4 (в зоне «Б») имеет конический участок 6. С коническим участком 6 взаимодействует конический участок 7, выполненный на наружной поверхности трубы 8, установленной внутри гильзы 1. Участки 6 и 7 могут выполняться пирамидальными. Угол при вершине пирамидальных поверхностей равен углу конусности, а длина конической или пирамидальной поверхности гильзы составляет 0,1-0,2 длины пазов 4.
Труба 8 снабжена механизмом 9 для ее перемещения вдоль оси гильзы 1, ход перемещения трубы не превышает 0,5 длины конусных поверхностей.
В качестве механизма 9 может использоваться гидравлический цилиндр, расположенный в верхней части гильзы 1.
Дорн кристаллизатора работает следующим образом.
При снижении скорости вытягивания полой заготовки из кристаллизатора, ее поверхности будут больше времени находиться в контакте с водоохлаждаемой конической рабочей поверхностью гильзы 1. В результате снижается температура заготовки, и ее усадка увеличивается, а диаметр внутренней поверхности гильзы 1 уменьшается. Заготовка начинает обжимать гильзу 1, а также «лепестки» 5, расположенные в зоне «Б».
Для предотвращения «оковывания» гильзы 1 заготовкой, под действием механизма 9 труба 8 перемещается вниз, конические участки 6 и 7 выходят из контакта. Консольные «лепестки» 5 под действием внутренней поверхности заготовки деформируются, замыкая зазор между коническими участками 6 и 7. Величина конусности рабочей поверхности гильзы 1 увеличивается, «оковывания» гильзы 1 не происходит. Описанный переходный процесс длится до достижения скорости вытягивания заготовки заданных значений.
При увеличении скорости вытягивания полой заготовки наблюдается повышение температуры ее внутренней поверхности, усадка заготовки уменьшается, диаметр внутренней поверхности заготовки увеличивается, начинает формироваться зазор между рабочей поверхностью гильзы и заготовкой.
Под действием механизма 9 труба 8 перемещается вверх, при взаимодействии конических участков 6 и 7, «лепестки» 5 деформируются и компенсируют зазор между гильзой и заготовкой. Обеспечивается хорошее охлаждение внутренней поверхности заготовки, исключается проплавление затвердевшей корочки на внутренней поверхности заготовки.
Таким образом, осуществляют управление профилем рабочей поверхности гильзы 1 при изменении скоростного и температурного режима процесса разливки.
Управление профилем рабочей поверхности дорна обеспечивает хорошее качество заготовки, стабильное протекание процесса разливки, исключает возможность возникновения аварийных ситуаций.
Размещение конического участка 6 в нижней части вертикальных пазов 4, выполнение его длиной равной 0,1-0,2 от длины пазов позволяют уменьшить упругую жесткость «лепестков» 5 и снизить напряжения при их деформации.
Ограничение хода перемещения трубы величиной 0,5 длины конических поверхностей позволяет уменьшить габариты гидравлического цилиндра 9, находящегося в стесненных условиях зоны разливки.
Выполнение величины конусности двух взаимодействующих конических участков 6 и 7 меньше 15° обеспечивает условия для самоторможения и упрощает систему управления гидроцилиндром 9 перемещения трубы 8 в процессе разливки.
Пример. Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок для непрерывного литья полой круглой заготовки с размерами ⌀330/⌀160 мм. Длина гильзы 1 дорна составляет 800 мм, вертикальные пазы 4 располагаются в нижней части гильзы и имеют длину 400 мм (зона Б), образуют «лепестки» 5. Длина конического участка гильзы составляет 60 мм, ход перемещения трубы 8-30 мм, угол конусности 10°.
Оптимальная скорость вытягивания заготовки из кристаллизатора оставляет 0,9 м/мин.
При «перековшовке», т.е. замене опустевшего сталеразливочного ковша на новый полный, скорость вытягивания заготовки может быть снижена до 0,2-0,3 м/мин. Задержка при установке разливочных стаканов ковша может привести к приостановке процесса вытягивания.
Усадка заготовки, связанная со снижением скорости вытягивания и кратковременной остановкой процесса, будет компенсирована при перемещении трубы 8 вниз и деформацией «лепестков» 5. Для компенсации усадки заготовки, при снижении скорости вытягивания до указанных значений без остановки процесса, трубу 8 с помощью механизма 9 достаточно переместить на 10 мм.
После окончания «перековшовки» скорость вытягивания постепенно возвращается к заданным значениям - 0,9 м/мм, температура поверхности заготовки возрастает, усадка заготовки снижается, и трубу 8 перемещают в прежнее положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1990 |
|
RU2017569C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| Дорн для непрерывной отливки полых заготовок | 1976 |
|
SU573925A1 |
Изобретение относится к черной металлургии. Дорн кристаллизатора содержит коническую гильзу 1, имеющую вертикальные подводящие и отводящие каналы 2 для пропуска охлаждающей воды, установленную на траверсе 3, через каналы которой в гильзу подается охлаждающая вода. В нижней части гильзы выполнены расположенные равномерно по периметру сквозные вертикальные пазы 4, образующие консольные «лепестки» 5. Внутренняя поверхность 6 в этой части гильзы выполнена конической, длина конической поверхности составляет 0,1-0,2 от длины пазов 4. Труба 8 установлена соосно гильзе 1 и может перемещаться вдоль оси посредством гидроцилиндра 9 оси. На наружной поверхности трубы 8 имеется конический участок 7, взаимодействующий с коническим участком 6 гильзы 1. Ход перемещения трубы 8 не превышает 0,5 длины конического участка 6 гильзы 1. При перемещении трубы 8 в результате взаимодействия конических участков 6 и 7 консольные «лепестки» 5 гильзы 1 упруго деформируются и изменяют конусность наружной рабочей поверхности гильзы, что позволяет повысить стабильность процесса разливки и улучшить качество отливаемых полых заготовок. 3 з.п. ф-лы, 4 ил.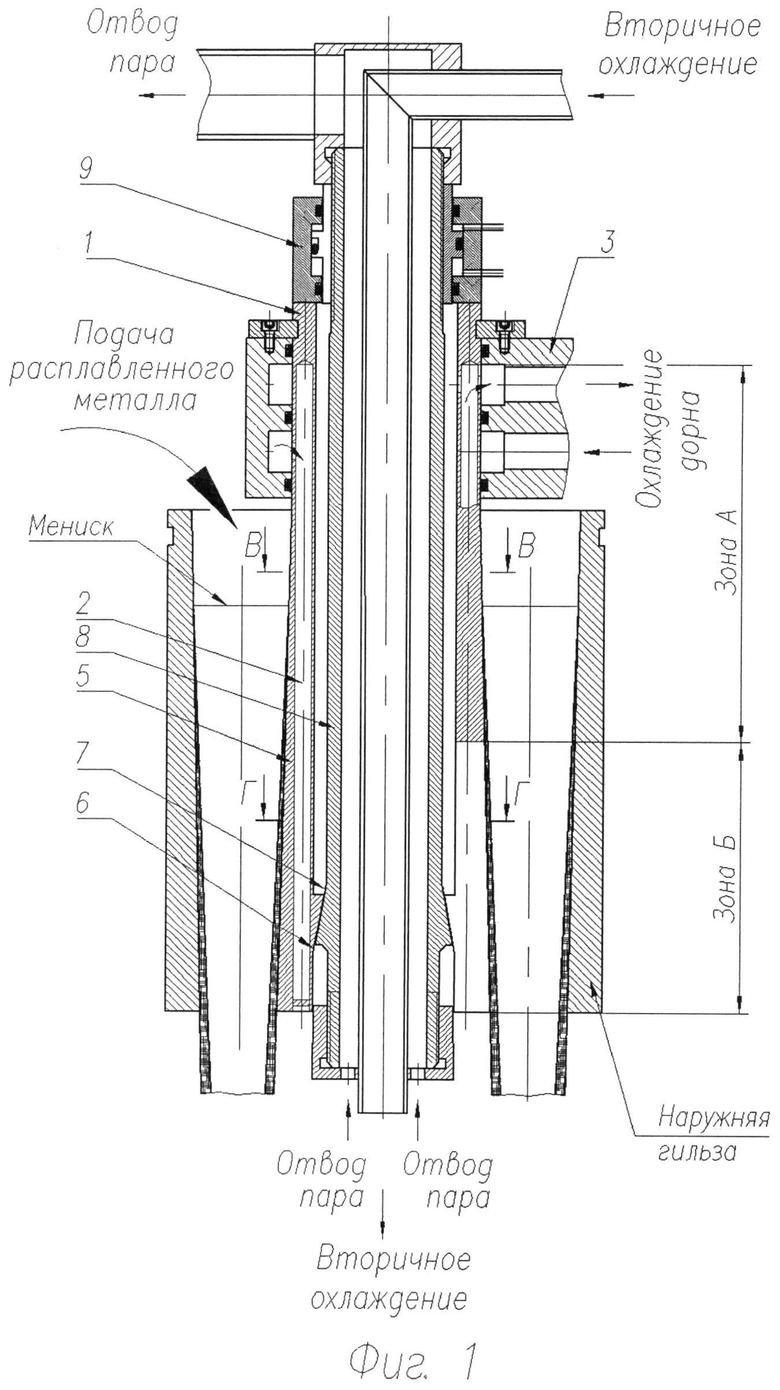
1. Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок, включающий установленную на траверсе коническую гильзу с вертикальными каналами для пропуска охлаждающей воды и выполненными в нижней части гильзы равномерно расположенными сквозными вертикальными пазами и соосно установленную внутри гильзы трубу, отличающийся тем, что участок внутренней поверхности гильзы, расположенный в нижней части зоны сквозных вертикальных пазов, выполнен коническим и его длина составляет 0,1÷0,2 длины пазов, а на наружной поверхности трубы также выполнен конический участок, при этом для взаимодействия конических участков наружной поверхности трубы и внутренней поверхности гильзы труба установлена с возможностью перемещения вдоль оси гильзы.
2. Дорн по п.1, отличающийся тем, что механизм для перемещения трубы вдоль оси гильзы выполнен в виде гидроцилиндра.
3. Дорн по п.2, отличающийся тем, что ход перемещения трубы не превышает 0,5 длины конического участка внутренней поверхности гильзы.
4. Дорн по п.2 или 3, отличающийся тем, что величина конусности конических участков наружной поверхности трубы и внутренней поверхности гильзы не превышает 15°.
| ДОРН ДЛЯ ОТЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1972 |
|
SU422522A1 |
| Дорн для непрерывного литья полых заготовок | 1987 |
|
SU1503985A1 |
| Дорн для литья полых слитков | 1985 |
|
SU1326392A1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| Самопишущий манометр для снятия диаграмм давления в процессе прессования | 1949 |
|
SU83898A1 |

