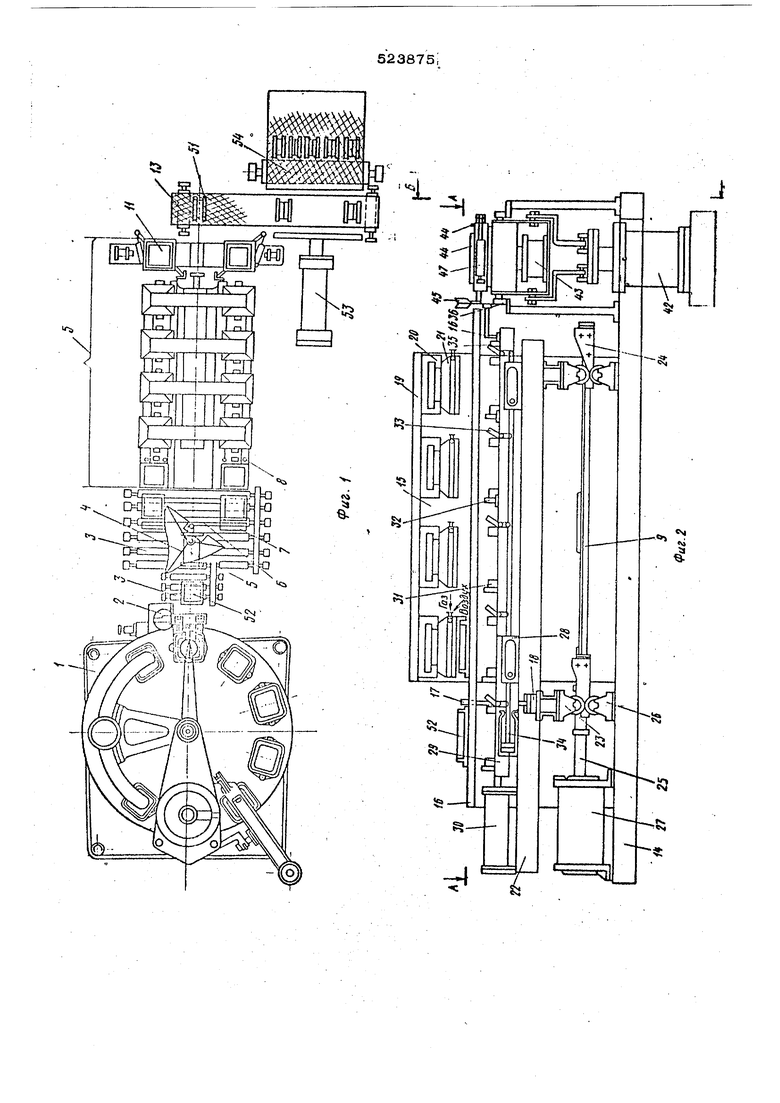
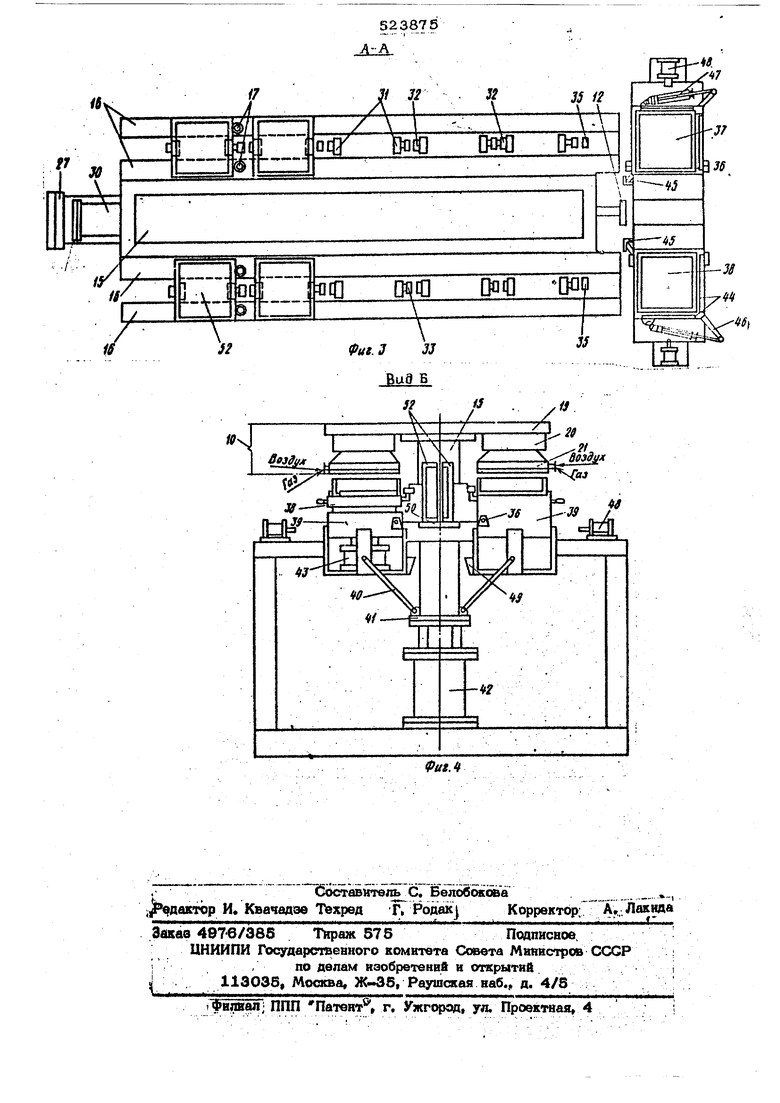
(54) УСТАНОВКА ДЛЯ ВЫРАБОТКИ СТЕКЛОБЛОКОВ Пресо-автомат 1 карусельного типа иэвестных конструкций (например, типовой пресс для выработки подублоков АПБ-1рА) имеет отставитель 2 полублоков на транспортвр 3, последний может быть принят .пластинчатого или сетчатого типа, а также в виде рольганга, на участке распределения полублоков на два потока ширина транспортера 3 соответственно увеличена в два . Транспортер может иметь непрерывный или пульсирующий характер движения, оёеспечившощий синхронную работу с прессомавтоматом. Непосредственно над несущей поверхностью транспортера 3 н его расши ранной части установлен механизм 4 распределения полублоков на два параллельных потока, выполненный в виде свободно качающейся в горизонтальной плоскости стрелы, крайние положения угла поворота каждого фиксируются упорами. После направляю щей стрелы над поверхностью транспортера 3 располагается толкатель 5 для сталкивания двух полублоков (с обоих потоков) на сварочный участок установки под разогрев « сварку. Толкатель 5 пргшодится в движение пнев модилиндром и выполнен в виде подвижной возвратно-поступательной траверсы 6, несущей два упора 7, расположенные против каж дого ряда .полублоков на транспортере 3, Упоры 7 при возвратном движении толкателя откидывалотся и свободно пропускают 1,вертикально расположенные кромки поиублоков, а при толкании упираются в них. К транспортеру. 3 прим1лкает сварочный участок установки, на сосредоточоны i уэлы: фиксатора 8 (исходное положение полублоков), шагового транспортера 9 полублоков, контурных газовых горелок Ю, поворотных поддонов-кантователей 11 и сталК1шатвля 12 сваренных стекпх блоков на по 11О{ вчный. транспортер 13 Перечисленные узлы установлены на мао снвной станине 14, обеспешюшовдей прочность устансФки. П& станине 14 в посадочных пазах крепежными болтами и ксжическими шги(})тамн закреплена центр 1льная копонна 18, на ко горой на ypfflaire JpQбoчeй поверхности трааопортера 3 устанавлйваготся четыре опорные 1|М1йты 16, выполиеннывиэ жароупорного ityryHa и° предназначенные для опоры в перодвйхсении по ним полублоков по позициям рааогрова кромок, Через отверстия в жестко закрепленных опорных плитах 16 пропу|Щены папьцы-югранйчптепи 17, фиксаторы 8 Которые закреплоны на траверсе, связанной ро штокомпиевмошпиндра 18, нпреднавначвнЙ 1дпя фиксации полублоков в горизонтальном Нйлд нии на позицияхразргрева кромок. Под опор- ными плитами 16 располагается механизм шагового транспортера для передачи полу- блоков с позиции на позицию, а над ними опертые на центральную кЬлонну 15 чугунные плиты 18 с блоками газовых горелок, 1О, состоящих из держателей 20 и контурных газсшых горелсж 21, которые имеют направляющие, которыми вставляются в пааы держателей (подобно крышке пенала), и, закреплены винтовыми фиксаторами в поло- жёнйй, очно соответствующем положению, разогреваемых кромок полуёлока. Механизй ; шаг(ого транспортера состоит из подъемной рамы 22, опирающейся четырьмя роликами - опорами 23 на клинья 24, смонтированными на общей раме 25, передвигающейся в горизонтальном направлении по роликам 26, опоры которых закреплены на станине 14. Рама 25 связана со штоком пневмоцилиндра 27, который приводит ее в возвратно-поступательное движение и тем самым осуществляет подъем и опускание подъемной рамы 22 за счет вкатывания и скатывания роликов 23 по горкам клиньев 24. На подъемной раме 22 в горизонталь- ныхнаправляющихпазах 28 устаиовлена подвиге ная в горизонтальной плоскости рама 29, связанная со штоком пневмоцилиндра ЗО, I .., .- -.-, - -.-, На раме 29 соответственно положению , позиций разогрева кромок полуЬлоков установлены медные опорные пластины 31 для переноса полублсксяв на позиции разогрева полублоков, неподвижные захваты 32 и подвижные 33. Последние через систему рычагов соединены со штсвсом пневмоцилиндра 34. В верхнем положении рамы 29 пластины 31 и захваты 32 и 33 проходят между парой смежных опорных плит 16, располагаясь выше их верхней опорной поверхности. На раме 29 установлены также два толкателя 35 д;1Я ствлкиьания пол)локов на поддоны-кантователи 11. Механизм п(Я1Оротных поддонов-кантозатвшй 11 смонтирован на краю станань 14 и. примыкает к концу опорных плит 1ву Шарниры 36 поворота поддоне 37 и 38 устан(жлены на стойках станины 14. Одни из поддонов 38 подвижно вставлен в п жоротную прякгоугольную обойму 39, другрй 37 - неподвижно. Обоймы 39 связаны шарнирно рычагами 40 с траверсой 41 насаженной на щток пневмоцилиндра 42. Поддои 38 перемещается/в обойме ЗЭ в напраьлениях, перпендикулярных своей рабочей поверхности с помощью цилиндра 43. На поддОнах 37 и 38 по углам и обшей диагонали установлены неподвижнью 44 и подвижные 45 угловые захватыгфиксаторы для точной фиксации полублоков перед сваркой. Подвижныв фиксаторы 45 приводятся в движение рычагами 46, связанными со штоками пневмоиилиндрс 47. На станине узда поддонов-кантователей установлены два пневмоцилиндра 48, штоки которых упираются в пластины 49, закрепленные в обоймах 39, осуществляя точную; фиксацию вертикального положения рабочей поверхности поддонов и кромок полублоков при их.соединении.в блок. На станине узла поддонов-кантователей по оси сварочного участка между поддонами 37 и 38 распо- Ьожёна медная пластина 5 О для приема (ренного бпока. Сталкиватель 12 выполнен в виде кронштейна с толкающей пластиной на конце и установлен на торце рамы 29 шагового Tpai спортера, подает на поперечный транспортер 13 сваренный стеклоблок 51. Описанная выше сварочная установка работает следующим образом: полублоки 52 с пресса АПБ-10 А снимаются отстаьителем по лублоков 2, который устанавливает их на транспортер 3. Полублоки, перемешаясь по транспортеру 3 и переходя на его расширенную часть с помощью механизма раснределе- ния 4, делятся на два строго параллельных потока. Кромки полублоков поджимаются упо рами 7 при толкании толкателем 5 до упора в пальцы 6граничители 17, а при возвратном движении толкателя упоры 7 откидываются и свободно пропускают вертикально расположенные кромки полублокои. Толкателем 5 по лублоки 52 заталкиваются па опорные плиты 16. Полублоки остаются на опорных пли- тах iQ. Цилиндр 27 вступает в работу и подвигает на себя клиновую раму 25, которая, двигаясь по неподвижным опорным роликам 26, вкатывает ролики 23 по горкам клиньев 24 и поднимает подъемную раму 22 когорая проходит между плитами 16, и полублоки ,,52 ложатся на опорные медные пластины 31. В это время вступает в работу цилиндр 18 который опускает траверсу с пальцами-ограничителями 17. Включается пневмопилиндр зажима полублоков 34 и через систему рычагов подвижными захватами 33 поджимает полублоки к неподвижным захватам 32. Полублоки зажаты. Цилиндр 30 передвигает подвижную раму 29 вперед, которая переносит полублоки 52 под первую пару контурнь1х газовых горелок 21. В это время цилин дром 34 разжимаются захваты 33, а цилиндр 27 обратным движением опускает подъ емную раму 22 и полублоки 52 ложатся на опорные плиты 16 под горелками 21, где начинается оплавление кромок полублоков. Цилиндр 30 возвращает подвижную раму 29 в исходное положение, я цилиндр 18 поднимает пальцы-ограничители 17 в верхнее положение. Цикл повто яется. После заполнения полублоками всех пар горелок движением подвижной рамы 29, на которой в конце смок тированы толкатели 35, споследней позиции разогрева кромок полублоки заталкйваютс: на поддоны 37 и 38 для проведения проиеоса сварки. Вступают в работу цилиндры точной фиксации полублоков 47, которые через систему рычагов 46 гтювы ми :эахватами-ч|)иксаторами 45 по диагонали поддонов поджимают полублоки 52 к неподвижньш фиксаторам 44, После чего включается в работу цилиндр 42 поворота поддонов в вертикальное положение. Поднимая шток с траверсой 41 через систему рычагов и шарниров 40, поддоны 37 и 38 из горнзонтально1Ч) положения поворачиваются в вертикальное. Вступают в работу цилиндры 48, штоки которых упираются в пластины 49, осуществляют точную фиксацию в вертикальнок- положении рабочей поверхности поддонок 37 и 38 и кромок полу- блоков перед их сваркой в блок. Посла небольшой выдоржки (4-5 сек) вступает в работу цилиндр сварки 43, перемещающий по внутренним направляющим обоймы 39 подвижный поддон 38 в горизо11гал1 ном направлении к поддону 37, соединяя и сжимая кромки полублоков, при этом происходит сварка (образуется сварной шов). После того, как прошел продЬсс сварки полублоков в блок, включаются цилиндры 47 и фиксаторы 45 освобождают из захватов уже сваренный стеклоблок 51 в вертикальном положении, который остается на медной пластине 50, смонтированной на станине 14. Вкшочается цилнидр 43, возвращая подвижный поддон 38 в исходное положение. Цилиндры 48 освобождаю,т ,клиновые пластины 49,.происходит расфиксация поддонов, Цилиндр 42 возвращает поддоны 37 и 38 в .горизонтальное положение. Цикл повторяется. При очередной загрузке поддонов полублоками .толкатель 12 сталкивает сваренный стеклоблок 51 на металлическую сегку TpaHcnojJfepa 13. После набора стеклоблоков на транспортере 13 групповым заталкива-телем 53 загружают стеклоблоки в печь отжига 54. Управление всеми пневмоцилиндрами, исполняющими движение механизмов, осуществляется от центрального синхронизирующего устройства, одного из известных типов, управляемрго золотниками цилиндров с помощью механических кулачков или электромагнитов, Предлагаемая установка при работе обеспечивает полную механизамию и автоматизацию выработки пустогел1 тх сваренных стеклоблоков при одновременном улучшении качествп сварного шва, точности геометрических размеров рогового изделия и улучшения условий труда обслуживающего перюонала за счет нового решения конструкции и кшематким , участка сварки, а также наличие механизмов обеспечивающих точную центровку полублоков на позициях разогрева кромок и соедийё.Ч.и.... . Формулаизобретения 1, Установка для выработки стеклоблоков, содержащая пресс-автомат с отстави- теяем полублоков, транспортер полублоков, сварочное устройство с контурными газовыми горелками, транспортер и переставнтель блоков в печь отжига, отличающа с я тем, что, с целью повышения качества 1иаделий, установка снабжена механизмом распределения полублоков на два параллельных потока, установленным на транспортере полублйков, а сварочное устройство выполнено с двухрядным шаговым транспортеромпереставигелем полублоков и двумя поддо-г нам и-кантователями, 2,Установка по п. 1, отличающаяся тем, что механизм распределекия полублоков выполнен в виде свободно поворотной в горизонтальной плоскости направляющей стрелы. 3,Установка по п. 1, отличающаяся тем, что поддоны-кантователи снабжены угловыми фиксаторами полублоков, расположенными по диагонали последних, и пневматическим цилиндром для сближения поддонов с полублоками.
523875
.Л-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки стеклоблоков | 1980 |
|
SU935484A1 |
| Многосекционная машина для изготовления полых стеклоблоков | 1958 |
|
SU121916A1 |
| Линия для укладки стеклоблоков | 1989 |
|
SU1715721A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Поточно-механизированная линия сшивки поддонов | 1976 |
|
SU655531A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Линия изготовления и ремонта деревянных поддонов | 1985 |
|
SU1258693A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |