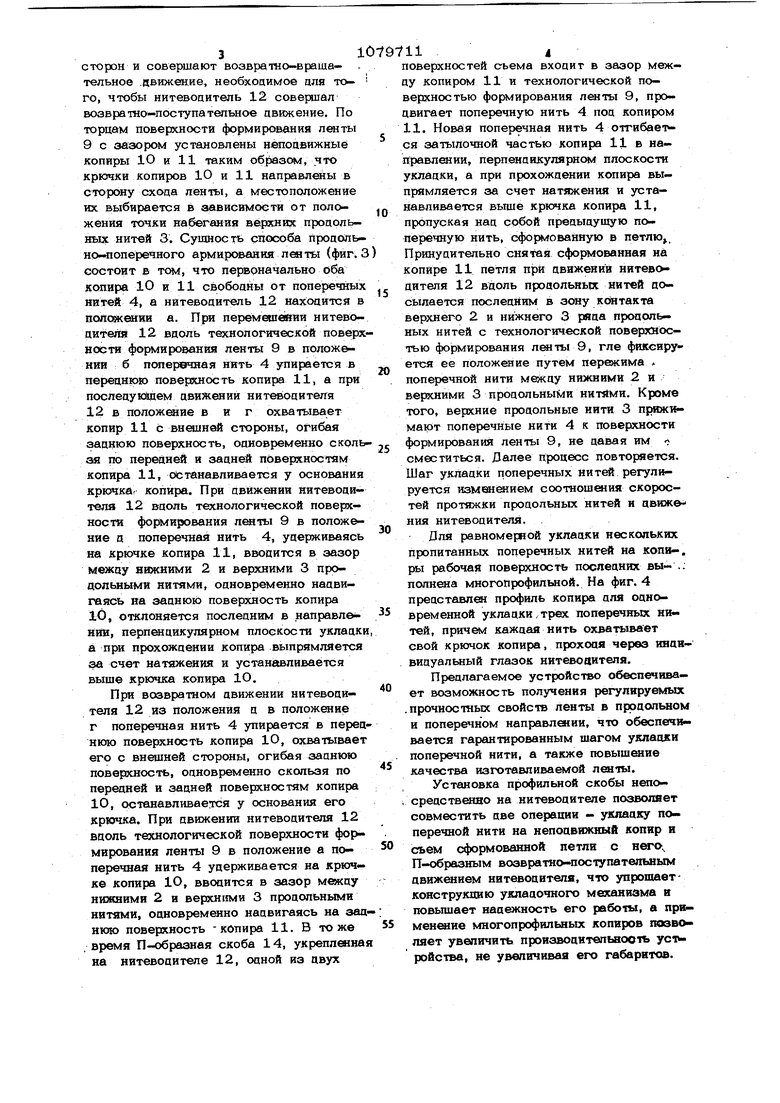
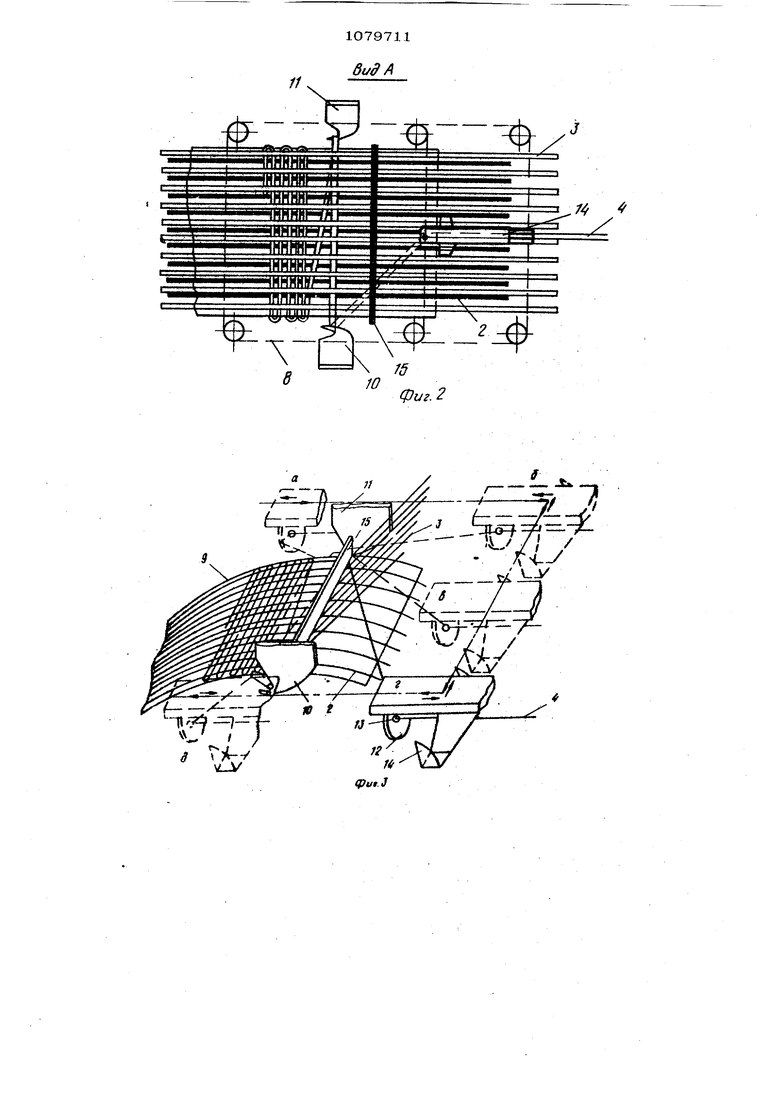
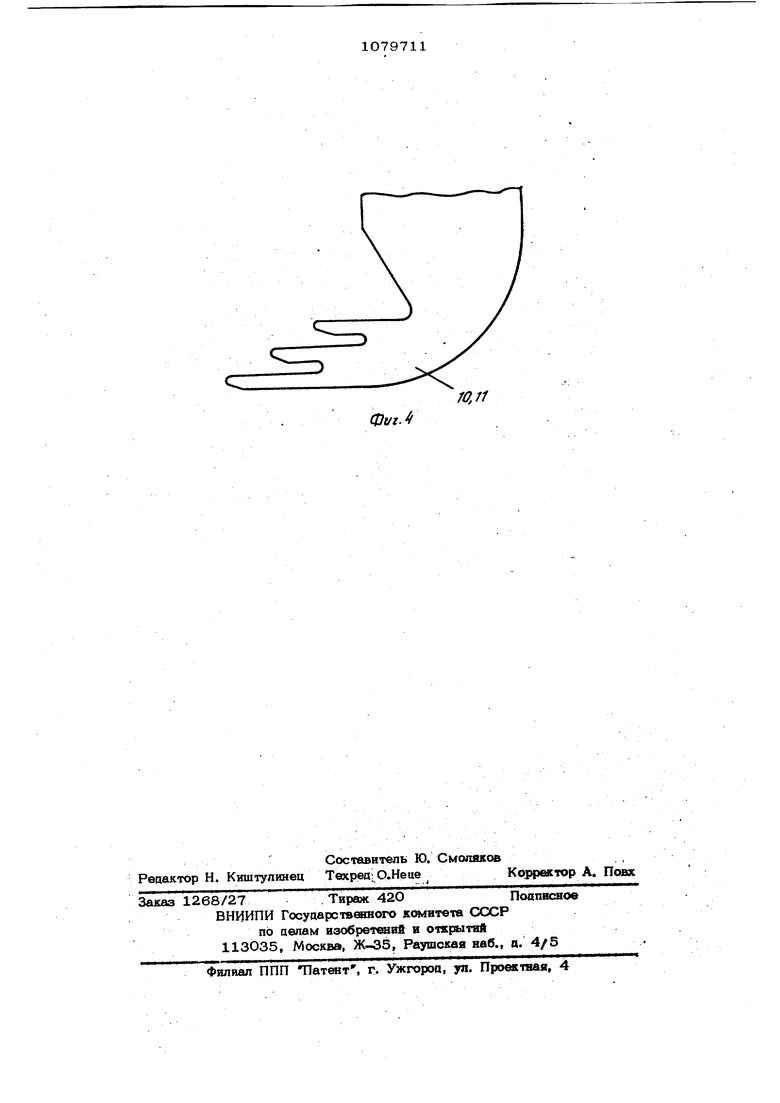
1 Изобретение о-гасюится к устройствам для изготовления непрерывной нетканой ленты. Известно устройство цля изготовлени непрерьтной нетканой ленты, армированно поперечными нитями,содержащее сренства цля поаачи процольных и армирующих попе речных нитей,пропиточные приспособления поверхность фрр 1ирования лен1Ы,нитевоаи тель с глазком и непоцвижные копирь tlj В данном (Устройстве профили копиров установлй1ных по торцам технологическо поверхности формирования ленты, сме шены относительно плоскости поперечног армирования, что приводит к произвопь- ному соскальзыванию поперечной нити, в результате чего происходит неравномерная ее укладка. Кроме того, из неподвижного источника армирования поперечную укладку можно производить толь ко одной нитью, так как применение .болыаего числа нитей приводит к их скручиванию, а затем к обрыву нитей и прерыванию процесса изготовления ленты. Цель изобретения - повышение производительности и надежности работы при одновременном улучш«1ии качества ленты за счет обеспечения гарантированного шага укладки армирующих нитей и поддержания постоянного их натяжения. Поставленная цель достигается тем, что в устройстве для изготовления непрерывной нетканой ленты, армированной поперечными нитями, содержащее срецст ва для подачи продольных и армирукуцих поперечных нитей, пропиточные приспособ ления, поверхность формирования ленты, нитеводитель с глазком и неподвижные копиры, нитеводитель установлен на параллельных замкнутых контурах прямееугольной формы, охватывающих пове{ж. ность формирования ленты, и дополнитель но снабжен П-образной скобой, установленной н€Я1осредственно за глазком, симметрично последнему. Замкнутые контура представляют собой цетхные передачи. Для равномерной укладки на контур нескольких поперечных армирующих нитей рабочая поверхность каждого копира вьшолнеча многопрофильной, причем число профилей соответствует чйслу одновременно прокладываемых нитей. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема продольно-поперечного армирования ленты; на фиг. 4 - копиры. 11 Устройство для изготовления непрерывной нетканой ленты, армированной поперечными нитями, содержит средства 1 для подачи продольных 2 и 3 нитей и армирующих поперечных нитей 4 и пропиточные приспособления 5. На ппите 6 закреплены блок-звездочки 7 с двумя замкнутыми контурами прямоугольной формы 8, представляк щими собой цепные передачи. Замкнутые контуры 8 охватывают поверхность фо1 мирования ленты. По торцам поверхности формирования ленты 9 установлены . неподвижные копиры Ю и 11. Рабочая поверхность каждого копира 10 и 11 выполнена многопрофильной. Число профилей соответствует числу одновременно прокладываемых нитей. На параллельных замкнутых контурах 8 установлен нитеводитель 12 с глазком 13. Нитеводитель 12 имеет П-образную скобу 14, установленную непосредственно за глазком 13 и симмет рично ему. Для регулировки зазора между верхними 3 и нижними 2 нитями установлен нож 15. Устройство работает следующим образом. Продольные няти 2 и 3, сматываясь, со средств для подачи нитей 1, поступают в пропиточные приспособления 5. Затем нижние 2 поступают на технологичную поверхность формирования ленты 9, а верхние нити 3, проходя через окно плиты 6, попадают на нож 15, установка ножа 15 влияет на величину зазора между продольными нитями, а также на местоположение точки набегания верхних нитей 3 на технологическую поверхность формирования ленты 9. Протягивание продольных нитей 2 и 3 осуществляется одним из известных способов, например между двумя враща- квдимися валками. Поперечные нити 4 сматываются с неподвижных средств для подачи нитей 1, проходят через пропиточное приспособление 5, а затем ч©- . рез глазок нитеводителя 12 первоначально прокладываются между продольными нитями 2 и 3, пережимаются ими и прижимаются к технологической поверхности фо мирсвания леяты 9. Укладку поперечной нити 4 между продольными 2 и 3 осуществляют с помощью нитеводителя 12, шарнирно закрепленного на двух замкнутых контурах 8 различной длины, которые огибают щесгь блокзвездочек. 7, установленных вдоль поверхности формирования ленты 9 с двух сторон и совершают возвратоо-врашательное .движение, необходимое аля того, чтобы нитеводитепь 12 совершал возвратно-поступательное движение. По торцам поверхности формирования ленты 9 с зазором установлены неподвижные копиры 10 и 11 таким образом, что крючки копиров Ю и 11 направлены в сторону схода ленты, а местоположение их выбирается в зависимости от положения точки набегания верхних процольных нитей 3. Сущность способа продольно поперечного армирования ленты (фиг. состоит в том, что первоначально оба копира 10 и 11 свободны от поперечны нитей 4, а нитеводитель 12 находится в положении а. При первмешёкит нитевоцитеяя 12 вдоль технологической поверх ности формирования ленты 9 в положении б поперечная нить 4 упирается в переднюю поверкность копира 11, а при последующем движении нитеводителя 12 в положение в иг охватывает копир 11с внешней стороны, огибая заднюю поверхность, одновременно сколь ая по передней и задней поверхностям копира 11, останавливается у основания крючка- копира. При двйжет1Ии нитеводителя 12 вдоль технологической поверхности формирования леяты 9 в положение ц поперечнай нить 4, удерживаясь на крючке копира 11, вводится в зазор между нижними 2 и верхними 3 продольными нитями, одновременно надвигаясь на заднюю поверхность копира 10, отклоняется последним в направлен. НИИ, перпендикулярном плоскости укладк а при прохождении копира выпрямляется за счет натяжения и устанавливается выше крючка копира 1О. При возвратном движении нитеводителя 12 из положения д в положение г поперечная нить 4 упирается в перед нюю поверхность копира Ю, охватывает его с внешней стороны, огибая заднюю поверхность, одновременно скользя по передней и задней поверхностям копира 10, останавливается у основания его крючка. При движении нитеводителя 12 вдоль технологической поверхности фо{ мирования ленты 9 в положение а поперечная нить 4 удерживается на крючке копира Ю, вводится в зазор между нижними 2 и верхними 3 продольными нитями, одновременно надвигаясь на зад нюю поверкность -копира 11. В тоже время П-образная скоба 14, укрепленна на нитеводителе 12, одной из цвух поверхностей аьема входит в зазор между копиром 11 и технологической поверхностью формирования ленты 9, продвигает поперечную нить 4 под копиром 11. Новая поперечная нить 4 отгибает ся затылочной частью копира 11 в на- п;равлении, перпенаикулярном плоскости укладки, а при прохождении копира выпрямляется за счет натяжения и устанавливается выше крючка копира 11, прюпуская над собой предыдущую поперечную нить, сформованную в петлю, Принудительно снятая сформованная на копире 11 петля при движении нитевоцителя 12 вдоль проаольньос нитей досылается последним в зону кс« так та верхнего 2 и нижнего 3 ряда продольных нитей с технологической поверосностью формирования пеяты Q, гле фиксируется ее положение путем пережима . поперечной нити нижними 2 и верхними 3 продольными нитйми. Кроме того, веркние продольные нити 3 прижимают поперечные нити 4 к поверхности формирования ленты 9, не давая им сместиться. Далее Процесс повторяется. Шаг укладки поперечных нитей регулируется измвнетием соогаошв1ия скоростей протяжки продольных нитей и движе ния нитеводителя. Для равномерной укладки нескольких пропитанных поперечных нитей на копи-. ры рабочая поверхность последних вы- .: полнена многопрофильной. На фиг. 4 представлен профиль копира для одновременной укладки,трех поперечных нитей, причем каждая нить охватывает свой крючок копира, проходя через индивидуальный глазок нитевоаителя. Предлагаемое устройство обеспечивает возможность получения регулируемых прочностных свойств ленты в продольном и поперечном направлении, что обеспечивается гарантированным шагом укладки поперечной нити, а также повышение качества изготавливаемой ленты. Установка профильной скобы непосредственно на нитеводителе позжмшет совместить две операции - укладку поперечной нити на неподвижный копир и съем сформованной петли с него П-образным возвратн(поступвтепьвым движением нвтеводителя, что упрощаетконструкцию укладочного механизма н повьпиает надежность его работы, а при- многопрофильных копиров гюзво ляет увеличить производительность ус-рройства, не увеличивая его габаритов.
//
--1079711
вид А
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выработки кулирного уточноосновного трикотажа трубчатой формы и кругловязальная машина для его осуществления | 1989 |
|
SU1694734A1 |
| СПОСОБ АРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА НИТЯМИ ОСНОВЫ | 1973 |
|
SU374208A1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU870175A1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОЙ ДВУТАВРОВОЙ БАЛКИ НА БАЗЕ 3D-ПРЕФОРМЫ С ЦЕЛЬНОТКАНЫМИ ОТВЕРСТИЯМИ | 2024 |
|
RU2823890C1 |
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
| СПОСОБ СБОРКИ ПО МЕНЬШЕЙ МЕРЕ ДВУХ ЭЛЕМЕНТОВ И СООТВЕТСТВУЮЩАЯ СБОРНАЯ КОНСТРУКЦИЯ | 2015 |
|
RU2684123C2 |
| Устройство для изготовления сеток из стеклопластика | 1988 |
|
SU1609699A1 |
| Армодренажный гибкий композитный геотекстильный нетканый материал | 2021 |
|
RU2774741C1 |
| Газовый баллон высокого давления | 1991 |
|
SU1838714A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ НЕТКАНОЙ ЛЕНТЫ/АРМИРОВАННОЙ ПОПЕРЕЧНЫ МИ НИТЯМИ, содержащее средства для поаачв продольных и армирующих попе речоиых нитей,пропиточные приспособления поверхность формирования л«1ты, нитеводитель с глазком и неподвижные копиры, о.тличающееся тем, что, с целью повьшения производительности 7. ф и надежности работы при одновретденном улучшении качества лентьт за счет обеспечения гарантированного шага укладки армирующих нитей и поддержания постоянного их натяжения, нитеводитель установлен на параллельных замкнутых контурах прямоугольной формы, охватывающих поверхность формирования ленты, и дополнительно снабжен П-образной скобой, ; установленной непосредственно за глазком, симметрично последнему. 2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что, замкнутые контура представляют собой цепные передачи., 3.Устройство по пп. 1 и 2, о т л ичаюшееся тем, что для равномерной укладки на контур нескольких поперечных армирующих нитей, рабочая поверхность каждого копира выполн«1а многопрофильной, причем число профилей соответствует числу -одновременно прокладываемых нитей.
.JU
. ..Oi .м
1 fl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3823049, | |||
| кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
