О)
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для производства стеклопластиковых изделий методом намотки | 1975 |
|
SU729075A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU870175A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Способ изготовления стеклопластиковой арматуры и устройство для его осуществления | 1980 |
|
SU937207A1 |
| Фундамент ленточный композитобетонный | 2024 |
|
RU2830026C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ СТЕКЛОПЛАСТИКА | 1967 |
|
SU199380A1 |
Изобретение относится к оборудованию для изготовления сеток из стеклопластика методом намотки. Цель изобретения - расширение технологических возможностей и повышение качества изготавливаемых изделий. Для этого устройство содержит транспортер с боковыми фиксирующими штырями, обмотчик 4 с нитеводителями 13 поперечных нитей, нитенаправители продольных нитей, средства пропитки 2, полимеризации 5 и отбора готового изделия, в котором транспортер 3 снабжен поперечными выпуклыми накладками с фиксирующими штырями на торцах, каждый из которых поджат пружиной и выполнен с упором, контактирующим с размещенными на основании вдоль транспортереа копирами, а нитеводители 13 обмотчика 4 установлены с возможностью продольного перемещения по отношению к транспортеру, что позволяет получать высококачественную стеклопластиковую сетку с различной структурой переплетения продольных и поперечных нитей. 5 ил.
Изобретение относится к оборудованию для переработки композиционных материалов и может быть использовано в различных отраслях народного хозяйства для изготовления сетчатых элементов конструкций, неметаллических арматурных сеток для бетонных, полимербетонных и т. п. изделий.
Цель изобретения - расширение технологических возможностей и повышение качества изготавливаемых изделий.
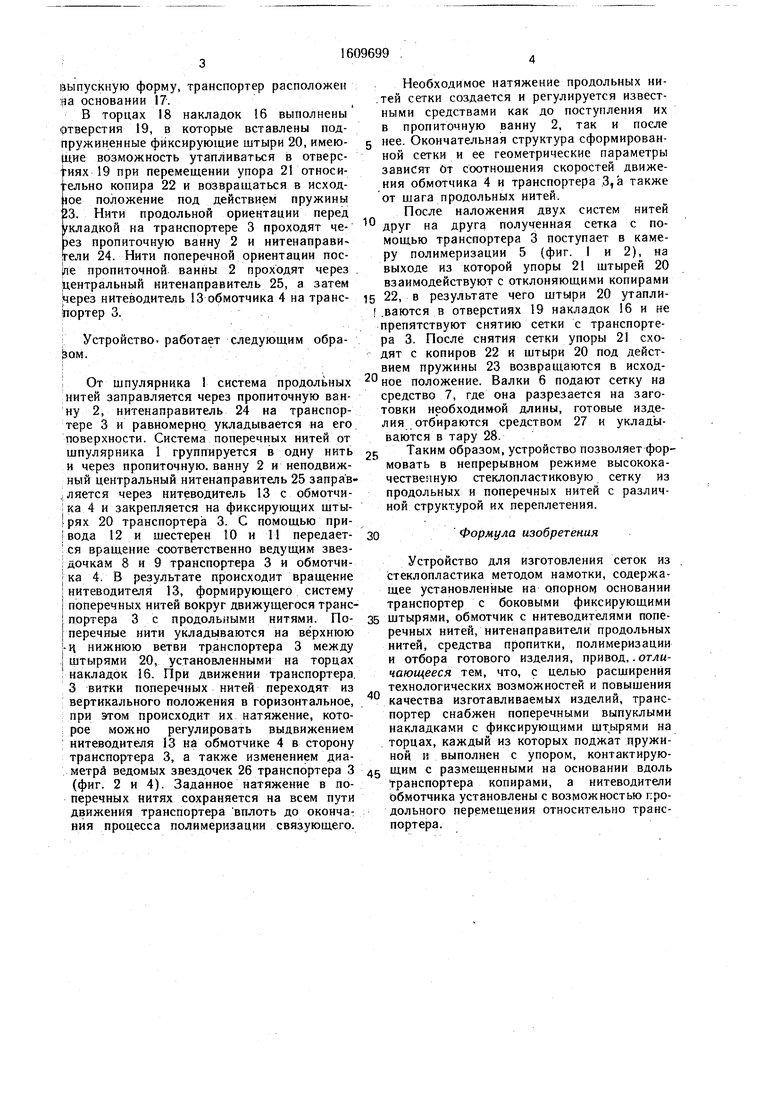
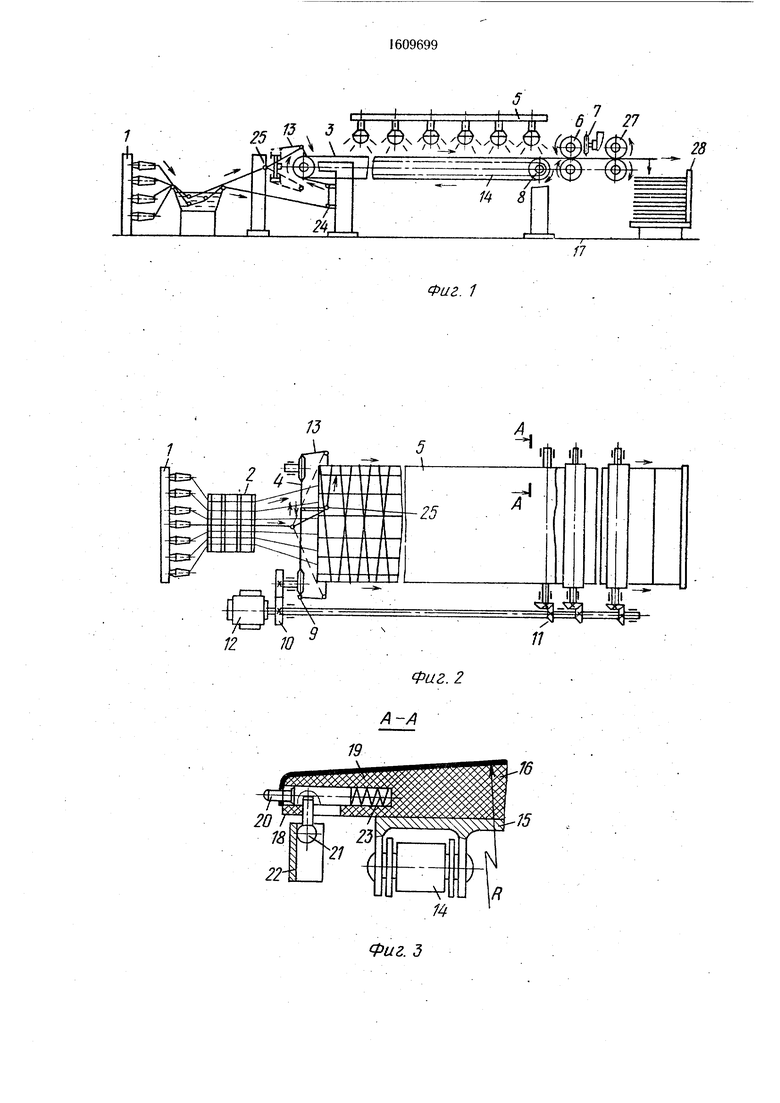
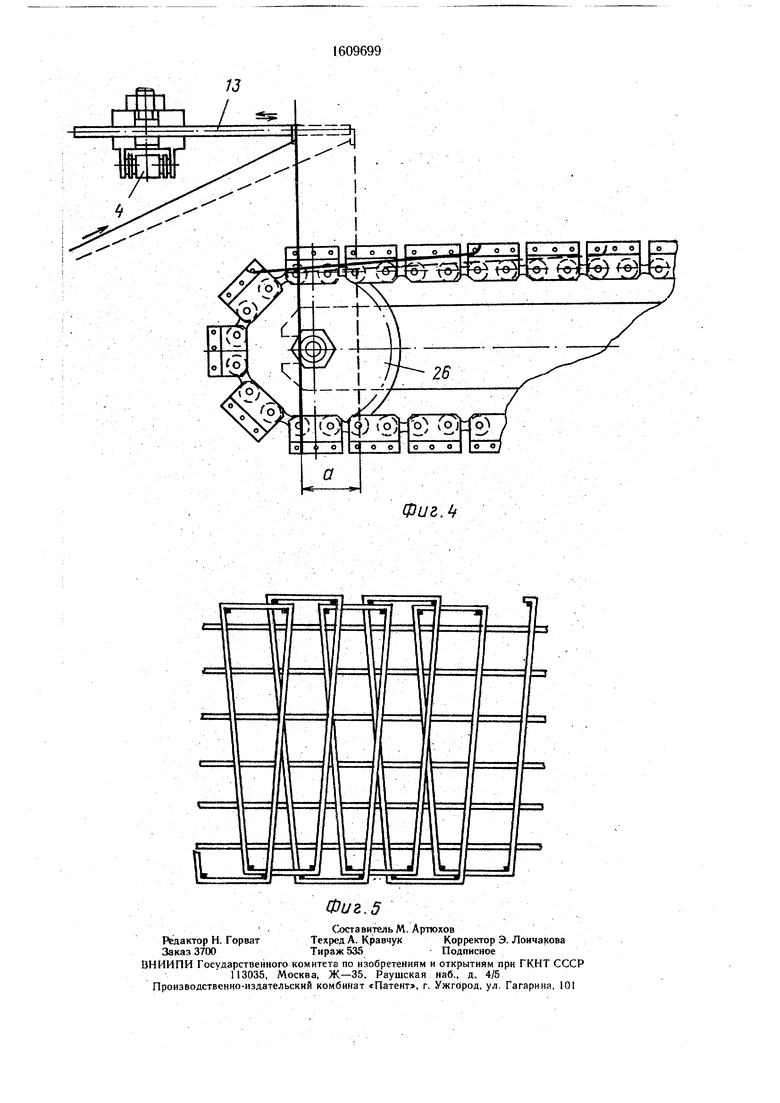
На фиг. I изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на . фиг. 2; на фиг. 4 - схема укладки и движения поперечных нитей на торцах транспортера; на фиг. 5 - структура стеклопластико- вой сетки, получаемая за счет укладки поперечных нитей на продольные.
Устройство включает стационарный шпу- лярник 1, пропиточную ванну 2, транспортер 3, обмотчик 4, камеру полимеризации 5, тянущие валки 6, средство.резки 7. Транспортер 3 и обмотчик 4 приводятся в движение с помощью ведущих звездочек 8 и 9 через соответствующие шестерни 10 и 11 от одного привода 12. Обмотчик 4 поперечных нитей расположен перпендикулярно транспортеру 3. Нитеводитель 13 обмотчика 4 закреплен консольно и при вращении последнего совершает движение в плоскости, перпендикулярной транспортеру 3, и вокруг него по траектории, эквидистантной контуру обмотчика 4. Нитеводитель 3 возможность осевого перемещения для регулировки его положения относительно транспортера 3 (фиг. 4).
Транспортер 3 состоит из двух цепных контуров 14 (фиг. 1), к звеньям которых присоединены металлические пластины 15 (фиг. 3) с фторопластовыми накладками 16. Для лучшего контакта поперечных нитей с продольными нак.чадки 16 имеют
О
о со
О)
со со
йыпускную форму, транспортер расположен яа основании 17.
В торцах 18 накладок 16 выполнены отверстия 19, в которые вставлены подпружиненные фиксирующие штыри 20, имею- 1цие возможность утапливаться в отверстиях 19 при перемещении упора 21 относительно копира 22 и возвращаться в исход- ioe положение под действием пружины 23. Нити продольной ориентации перед укладкой на транспортере 3 проходят че- )ез пропиточную ванну 2 и нитенаправи- гели 24. Нити поперечной ориентации пос- пе пропиточной ванны 2 проходят через . Центральный нитен а правитель 25, а затем 4ерез нитеводитель 13 обмотчика 4 на транс- Иортер 3.
Г Устройство, работает следующим обраЬом.,
I От щпулярника 1 система продольных нитей заправляется через пропиточную ванну 2, нитенаправитель 24 на транспортере 3 и равномерно укладывается на его поверхности. Система поперечных нитей от шпулярника 1 группируется в одну нить И через пропиточную, ванну 2 и неподвижный центральный нитенаправитель 25 заправ- лляется через нитеводитель 13 с обмотчи- : ка 4 и закрепляется на фиксирующих щты- f рях 20 транспортера 3. С помощью при- I вода 12 и щестерен 10 и 11 передает- : ся вращение соответственно ведущим звез- 1 дочкам 8 и 9 транспортера 3 и обмотчика 4. В результате происходит вращение нитеводителя 13, формирующего систему поперечных нитей вокруг движущегося транспортера 3 с продольными нитями. Но- перечные нити укладь1ваются на верхнюю Ч нижнюю ветви транспортера 3 между штырями 20, установленными на торцах накладок 16. При движении транспортера. 3 витки поперечных нитей переходят из вертикального положения в горизонтальное, при этом происходит их натяжение, кото- ; рое можно регулировать выдвижением ; нитеводителя i3 на обмотчике 4 в сторону транспортера 3, а также изменением диа- метрй ведомых звездочек 26 транспортера 3 (фиг. 2 и 4). Заданное натяжение в поперечных нитях сохраняется на всем пути движения транспортера вплоть до оконча ния процесса полимеризации связующего.
Необходимое натяжение продольных ни- .тей сетки создается и регулируется известными средствами как до поступления их в пропиточную ванну 2, так и после 5 нее. Окончательная структура сформированной сетки и ее геометрические параметры зависят От соотнощения скоростей движения обмотчика 4 и транспортера .3, а также от щага продольных нитей.
После наложения двух систем нитей друг на друга полученная сетка с помощью транспортера 3 поступает в камеру полимеризации 5 {фиг. I и 2), на выходе из которой упоры 21 щтырей 20 взаимодействуют с отклоняющими копирами 15 22, в результате чего щтыри 20 утапли- I .ваются в отверстиях 19 накладок 16 и не препятствуют снятию сетки с транспортера 3. После снятия сетки упоры 21 сходят с копиров 22 и щтыри 20 под действием пружины 23 возвращаются в исход- ное положение. Валки 6 подают сетку на средство 7, где она разрезается на заготовки необходимой длины, готовые изделия отбираются средством 27 и укладываются в тару 28.
2t; Таким образом, устройство позволяет формовать в непрерывном режиме высококачественную стеклопластиковую сетку из продольных и поперечных нитей с различной структурой их переплетения.
30
Формула изобретения
Устройство для изготовления сеток из стеклопластика методом намотки, содержащее установленные на опорном основании транспортер с боковыми фиксирующими
5 штырями, обмотчик с нитеводителями поперечных нитей, нитенаправители продольных нитей, средства пропитки, полимеризации и отбора готового изделия, привод,.отличающееся тем, что, с целью расщирения технологических возможностей и повышения
качества изготавливаемых изделий, транспортер снабжен поперечными выпуклыми накладками с фиксирующими шт 1рями на торцах, каждый из которых поджат пружиной и выполнен с упором, контактирую5 щим с размещенными на основании вдоль транспортера копирами, а нитеводители Обмотчика установлены с возможностью продольного перемещения относительно транспортера.
22
Фиг. 1
/7
Фиг. 2
Фиг. д
Фиг, 5
Составитель М. Артюхов
Редактор Н. ГорватТехред А. КравчукКорректор Э. Лончакова
Заказ 3700Тираж 535Подписиое
иНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д, 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
Фиг.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2518595C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
