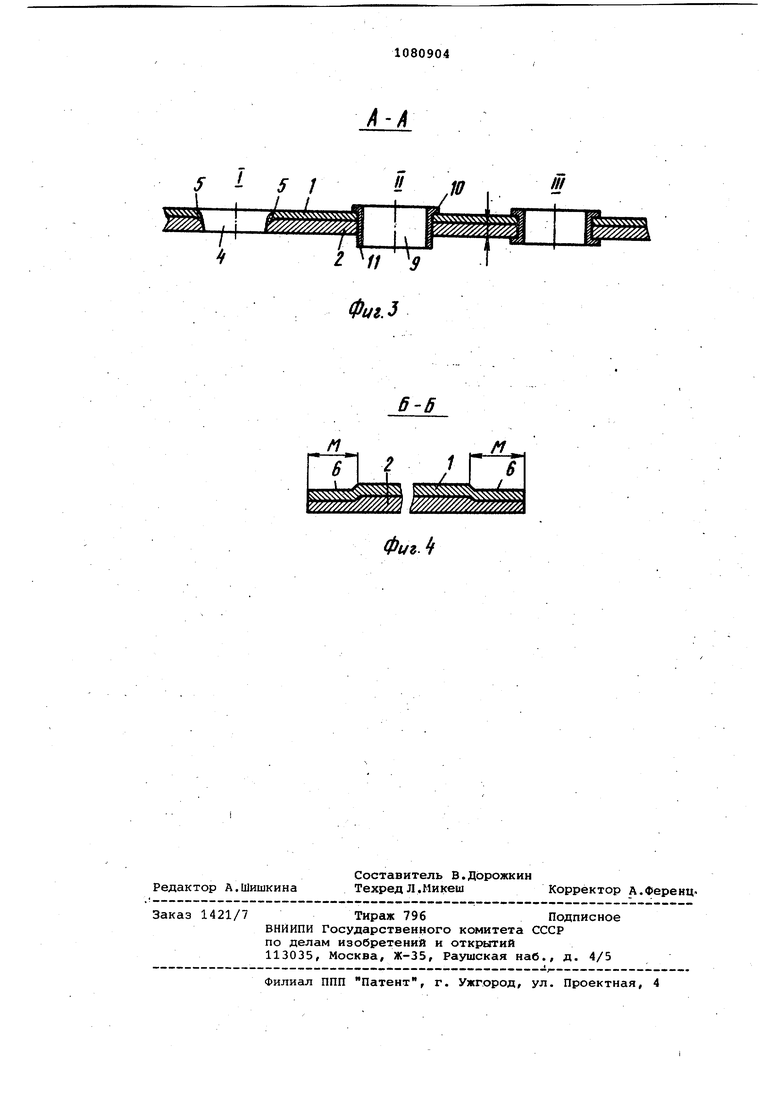
Изобретение относится к обработк металлов давлением, в частности к способам обработки листового матери ала. Известен способ изготовления дву слойных деталей, при котором одну ленту подают навстречу другой и про изводят их совместную обработку 1 , Недостатком указанного способа является то, что им нельзя изготавливать детали из сеток малой жесткости, так как при подаче одной навстречу другой сетки будут цеплят ся друг за друга и выпучиваться, а это приведет к браку. Наиболее близким к изобретению п технической сущности является спосо изготовления многослойных деталей, например заготовок маслофильтра из металлических сеток различной жесткости, состоящий в том, что складывают между собой по меньшей мере дв сетки, пробивают отверстие и отбортовывают участок сетки, обращенной в сторону приложения усилий 2 . Недостатком известного способа является то, что при пробивке отверстия не со стороны менее жесткой сетки не происходит прочного, соединения сеток, но если даже при пробивке сетки и достаточно прочно будут связаны между собой, то по ме ре удаления от линии их соединения жесткость полученной заготовки ослабляется, что вызывает коробление слоев и снижает качество получаемых деталей. Цель изобретения - повышение качества деталей за счет исключения коробления слоев. Эта цель достигается тем, что при выполнении способа изготовления многослойных деталей, например заготовки маслофильтра из металличе сеток различной жесткости, состоящего в том, что складывают между собой по меньшей мере две сетки. . 2 пробивают отверстие и отбортовывают участок сетки, обращенной в сторону приложения усилий, производят пробивку со стороны менее жесткой сетки и одновременно с пробивкой соединяют сетки между собой путем осадки участков, прилежащих к наружным контурам. Кроме того, после пробивки в отверстие устанавливают втулку с буртиком и отбортовывают ее торец, противоположный буртику. На фиг.1 показано устройство для выполнения способа; на фиг.2 - схема выполнения способа; на фиг.З - сечение А-А на фиг.2} на фиг.4 - сечение Б-Б на фиг;2. Способ осуществляют следующим образом. Сетки 1 и 2 подаются в штамп 3 .Сетка Г менее жесткая, чем сетка 2. На позиции I осуществляют пробивку отверстия 4 с отбортовкой участка 5 сетки 1 и одновременно производят соединение краев сеток осадкой на участках 6 шириной W , прилежащих к наружному контуру. При пробивке зазор между пуансоном 7 и матрицей 8 выбран в пределах 0,09-0,1 от толщины более жесткой сетки, что обеспечивает сцепление сеток между собой за счет о бортовки менее жесткой сетки 1. Связанные между собой сетки поступают на позицию II. .На позиции 11 в отверстие 4 вставляют втулку 9, имеющую буртик 10 и торец 11. На позиции 111 торец 11 отбортовывают. Таким образом, сетки 1 и 2 достаточно прочно связаны между собой для длительного хранения и для последующей вырубки деталей по диаметру D . Внедрение изобретения позволит повысить качество деталей за счет исключения коробления слоев сеток . во время обработки ., 1
А-Л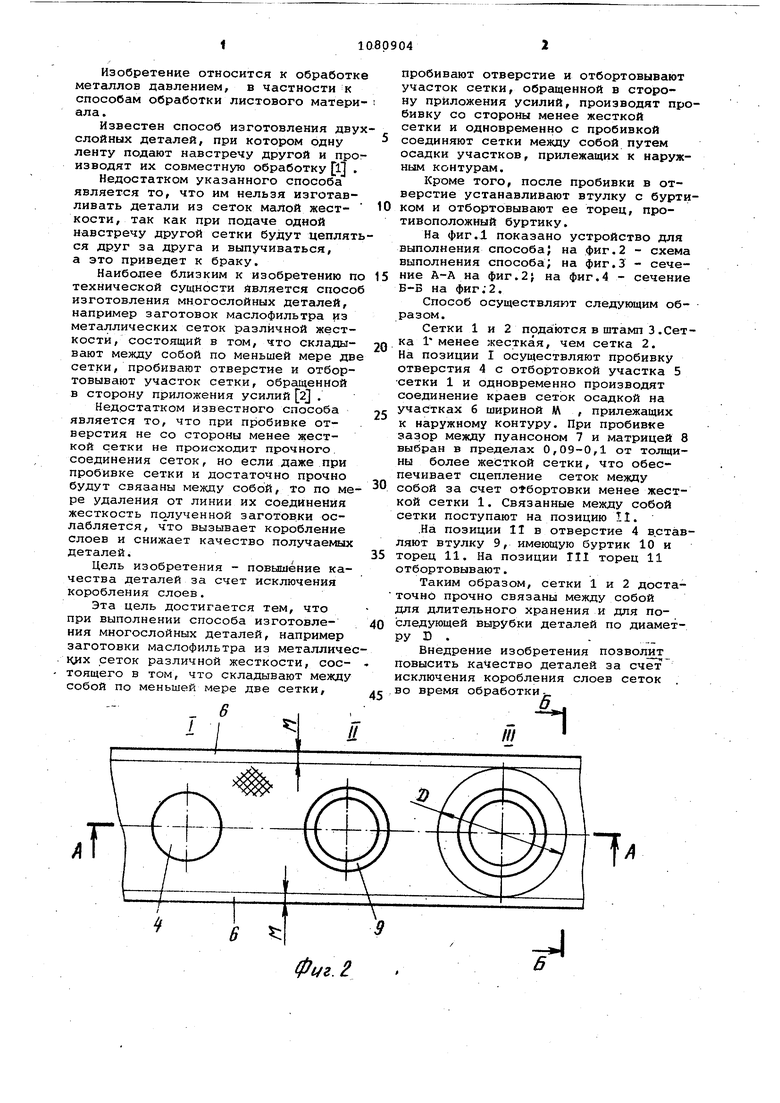
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| Способ изготовления основания герметичного реле | 1984 |
|
SU1181004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| Способ пробивки отверстий и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU837484A1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
1, СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ, например заго-тонок маслофильтра из металлических сеток различной жесткости/ состоящий 3 том, что складывают между собой по меньшей мере две сетки, пробивают отверстие и отбортойывают участок сетки, обращенной в сторону приложения усилий,, о т л и ч а ю-щ и й.с я тем, что, с целью повышения качества деталей за счет исключения коробления слоев, производят пробивку со стороны менее жесткой сетки и одновременно с пробивкой соединяют сетки между собой путем осадки участков, прилежащих к нзоужным контурам. 2. Способ по П.1, отличающийся тем, что после пробивки в отверстие устанавливают втулку с буртиком и отбортов-твают ее торец, противоположный буртику.S л с: X) UD о 4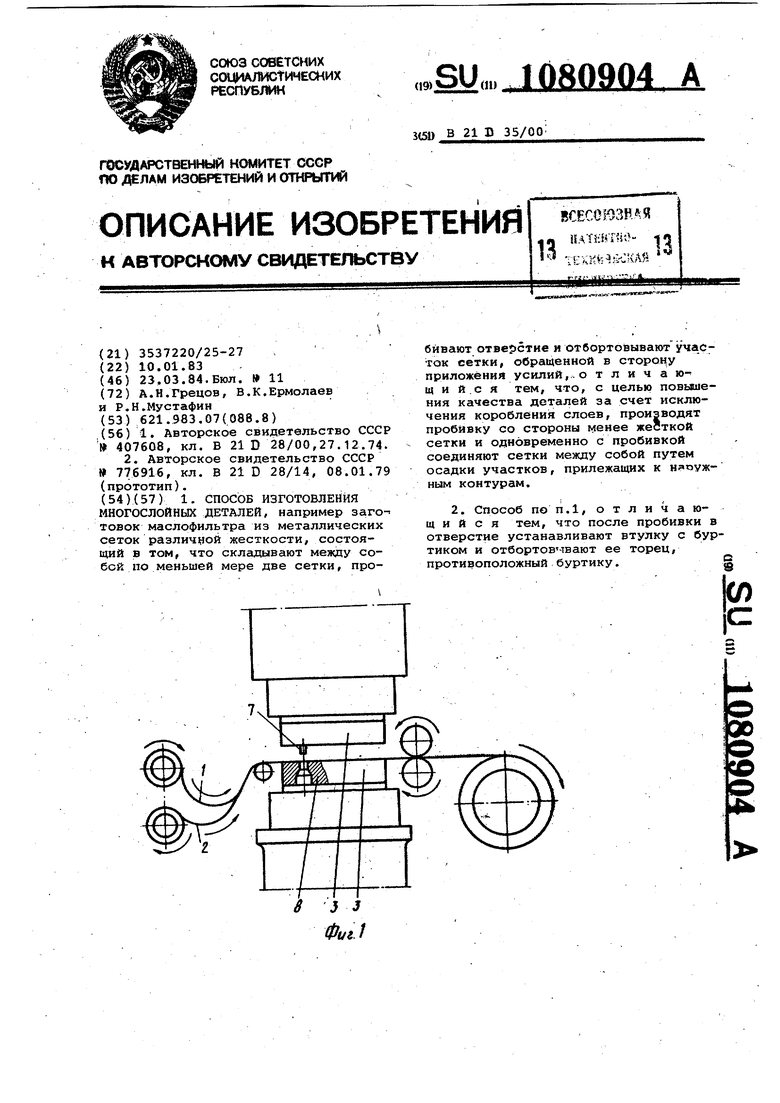
III
,10
г .V«4VvWV №,44V«,;:
5 ЧЛХ ЧХЧЧЧУ
ЙЙЙЙЙ 8Й8 1
Фиг.
/i
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ДВУХ ЛЕНТ | 0 |
|
SU407608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
