Изобретение относится к холодной обработке металлов давлением и может быть использовано для пробивки радиальных отверстий в стенках полых деталей и деформирования участков, прилежащих к отверстиям.
Известно устройство для пробивки отверстий в стенках полых деталей и деформирования прилежащих к ним участков, содержащее основание, на котором размещеы попарно взаимодействующие неподвижные инструменты и инструменты, установленные с возможностью возвратно-поступательного перемещения, служащие для пробивКи отверстий и отбортовки и связанные с приводами 1.
Недостатками известного устройства являются невозможность отбортовки отверстий в направлении, противоположном оси детали, относительная сложность и высокая стоимость, вызванные снабжением каждой пары взаимодействующих инструментов самостоятельным приводом в виде силового цилиндра, и невозможность одновременной обработки нескольких деталей.
Наиболее близким к предлагаемому является устройство для пробивки отверстий в стенках полых деталей, содержащее плиту на которой вокруг оси устройства размещены несколько пар попарно взаимодействующих неподвижных инструментов и инструментов, установленных в ползушках со скосами, и под которой размещен двигатель, сообщающий перемещение ползущкам и связанный с ними клиньями, взаимодействующими со скосами ползущек, и стержнями, соединяющими клинья с двигателями 2.
Недостатком этого устройства является то, что оно не позволяет производить одновременную пробивку нескольких радиально расположенных отверстий в случае необходимости относительно близкого расположения отверстий, а также не позволяет отбортовывать часть отверстий в направлении оси детали, а другую часть - в противоположном, и при необходимости получения деталей с отверстиями и пазами отбортованных или отогнутыми в противоположных направлениях не позволяет произвести необходимую обработку за одну операцию, что вызывает снижение производительности труда при получении охарактеризованных деталей.
Цель изобретения - повышение производительности производства деталей с отверстиями, пазами и выступающими участками, часть которых выступает в направлении оси изделия и часть - в противоположном.
Поставленная цель достигается тем, что устройство для пробивки отверстий в стенках полых деталей, содержащее плиту, на которой вокруг его оси размещено, по меньшей мере, три пары попарно взаимодействующих неподвижных инструментов и инструментов, установленных в ползушках со скосами, и под которой размещен двигатель, сообщающий перемещение ползущкам и связанный с ними клиньями, взаимодействующими со скосами ползущек, и стержнями, соед1й няющими клинья с двигателем, снабжено тремя ложементами для установки трех полых деталей, закрепленными на плите вокруг оси устройства, каждая ползушка расположена с .возможностью перемещения вдоль прямой, проходящей через ось устройства, одна из ползущек размещена между одним из неподвижных инструментов и осью устройства, а две другие - между соответствующими ложементом и неподвиж5 ным инструментом.
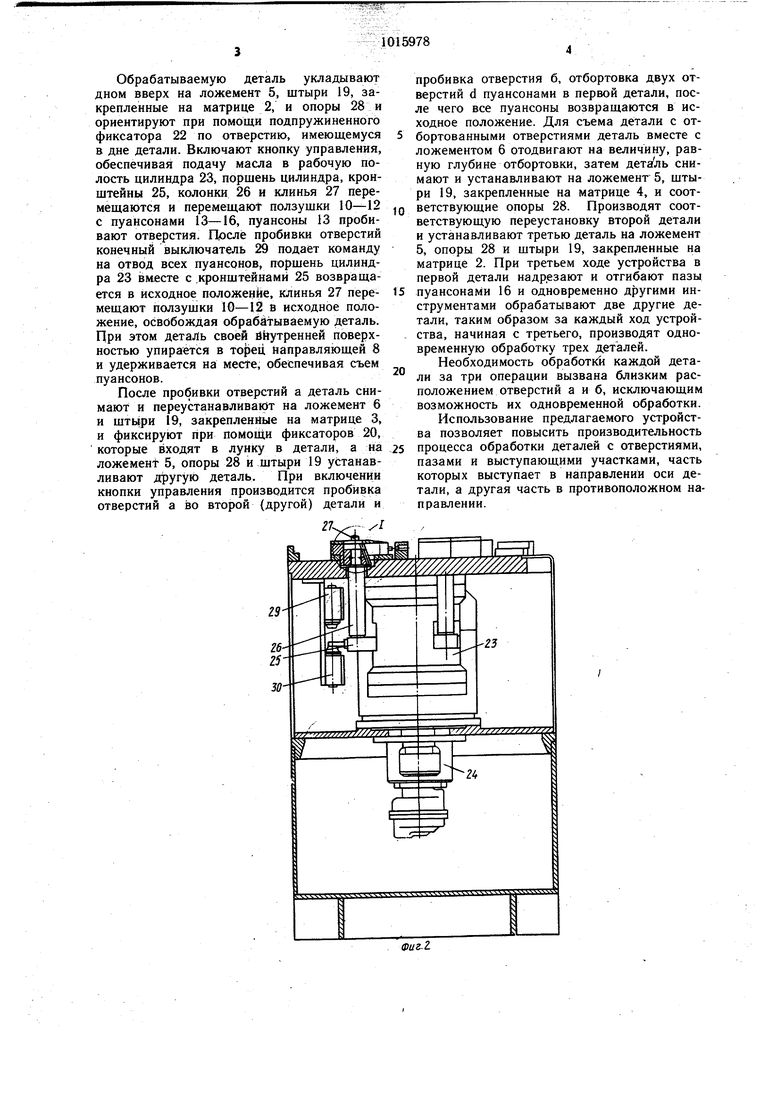
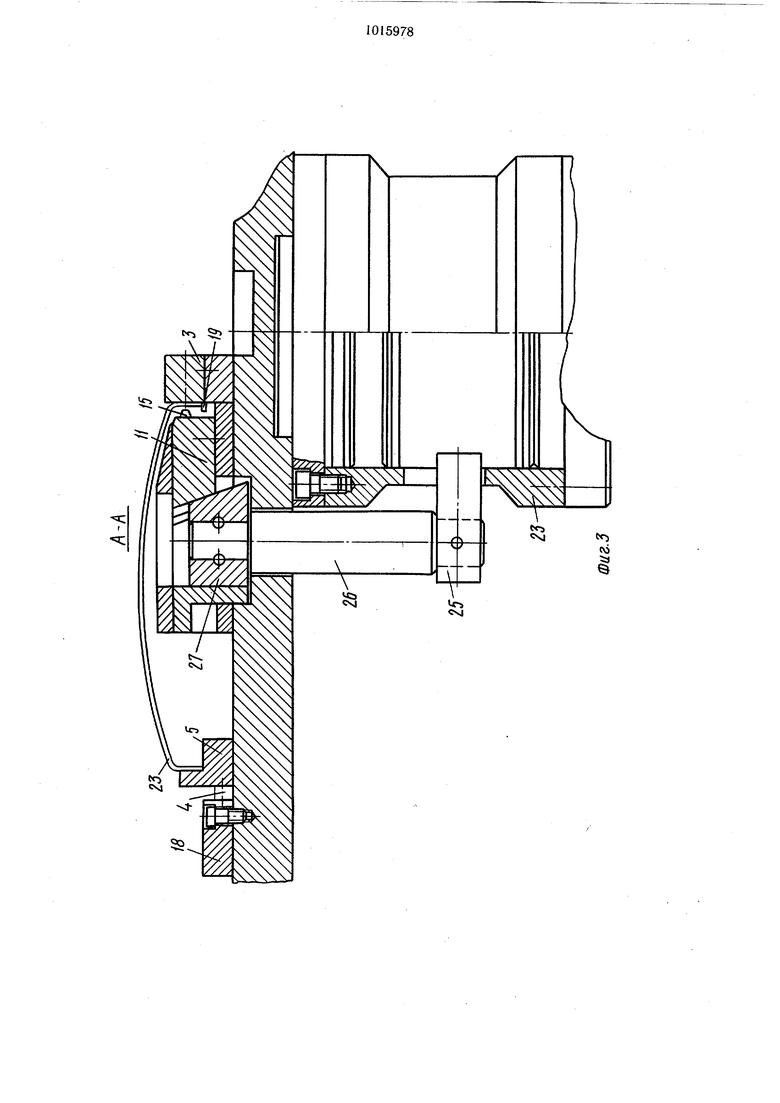
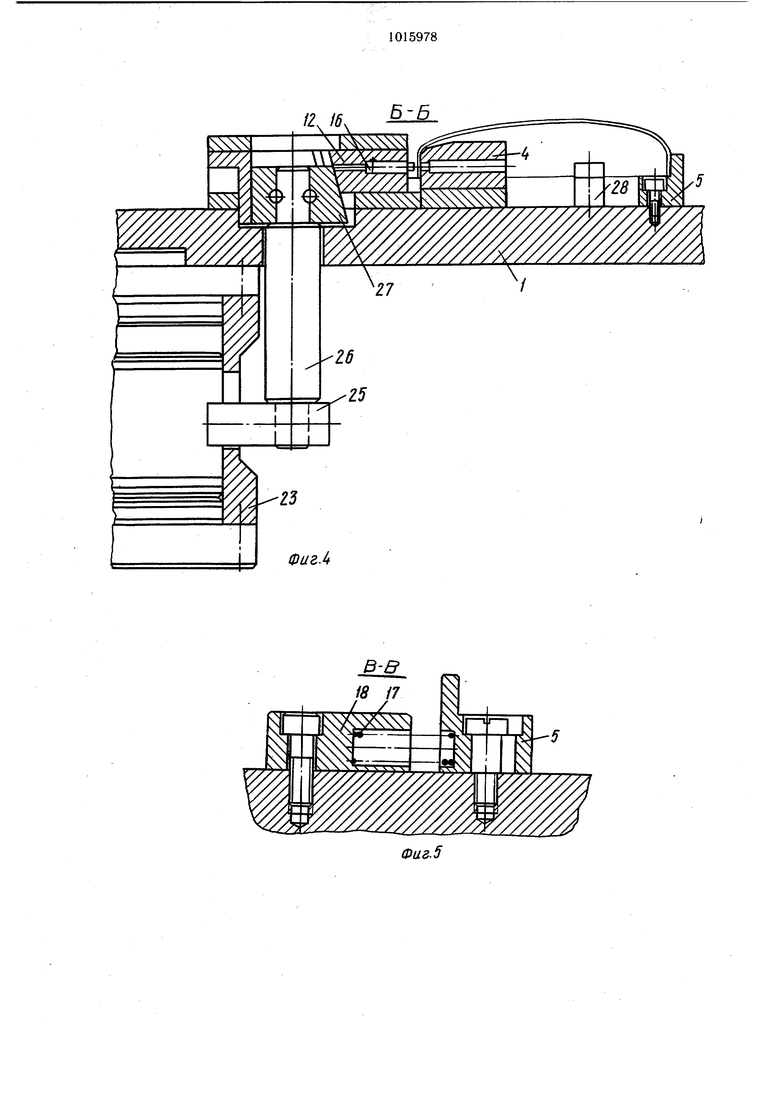
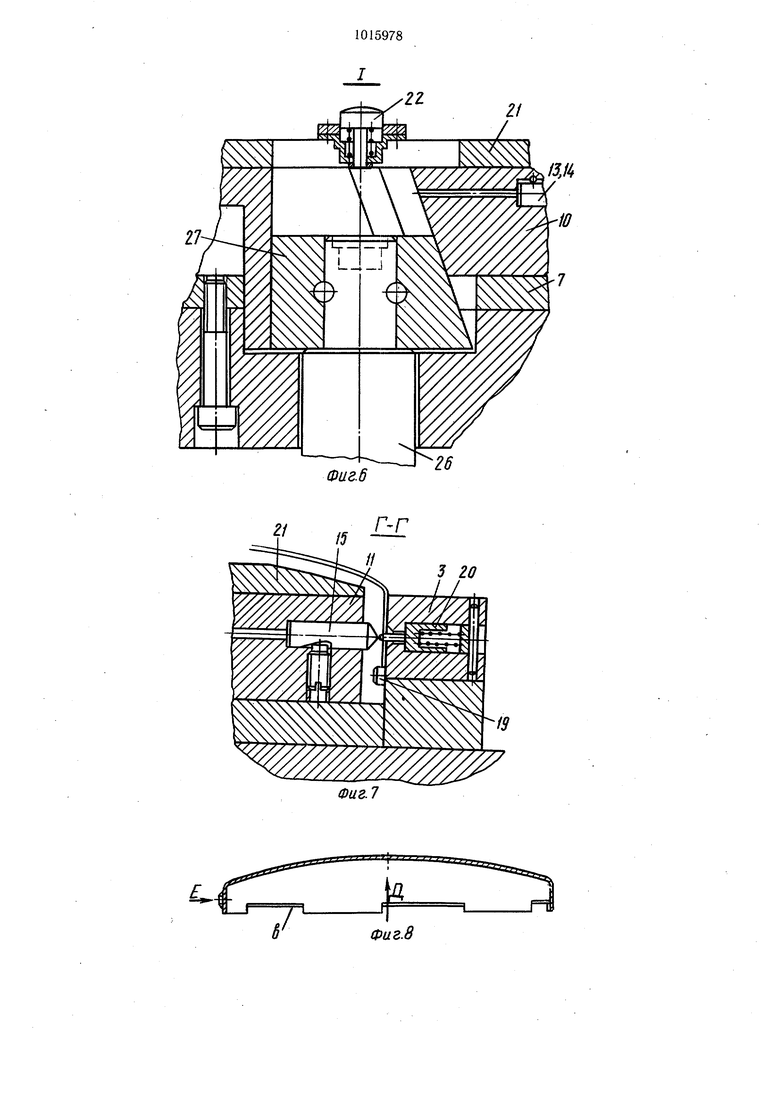
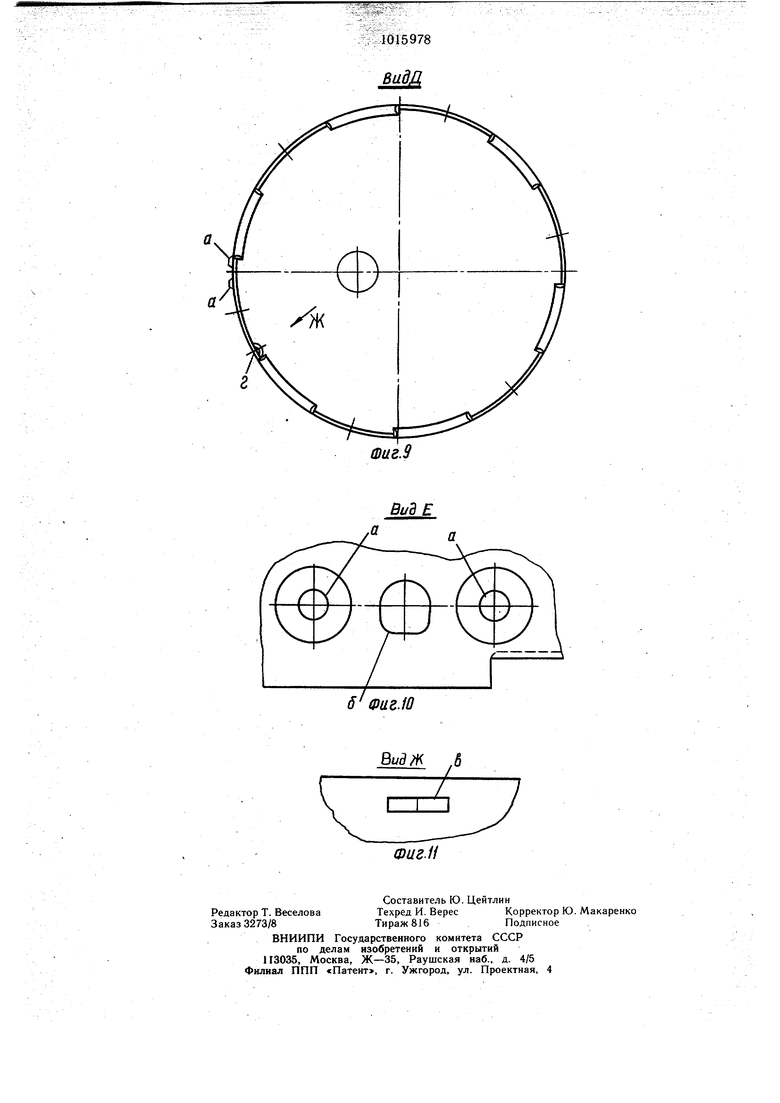
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - узел I на фиг. 2; на фиг. 7 - разрез Г-Г на фиг. I; на фиг. 8 - получаемая деталь; на фиг. 9 - вид Д на фиг. 8; на фиг. 10 - вид Е на фиг. 8; на фиг. 11 - вид Ж на фиг. 9.
Устройство содержит плиту I, на которой закреплены неподвижные инструменты (матрицы) 2-4, ложементы 5 и 6 для установки обрабатываемых деталей, направляющие 7-9 для перемещения соответственно ползущек 10-12, каждая из которых выполнена со скосом. В ползушке 10 установлены с возможностью съема пуансоны 13 для пробивки отверстий а в детали, в ползущке 11 - пуансоны 14 для пробивки отверстия б и пуансоны 15 для отбортовки отверстия d, на ползущке 12 - пуансон 16 для надрезки и отгибки паза в. Ложемент 6 установлен на плите 1 с возможностью перемещения, выполнен с пазом
„ и снабжен пружинами 17, опирающимися на опору 18. На матрицах 2-4 закреплены щтыри 19, на которые на соответствующи.х операциях опираются обрабатываемые детали, и установлены подпружиненные фиксаторы 20, выступающие за контур матрицы, на направляющих 7 и 8, установлена съемная плита 21, а на ней закреплен подпружиненный фиксатор 22. Под плитой 1 размещен цилиндр 23, полости которого связаны с полостями гидравлического цилиндра 24, служащего приводам. На корпусе цилиндра 23 установлены кронштейны 25 с закрепленными на них колонками 26, которые проходят через отверстия, выполненные в плите I, и несут клинья 27, взаимодействующие со скосами ползушек 10-12. На плите закреплены опоры 28. Работой цилиндров 23 и 24 управляют конечные выключатели. 29 и 30.
Устройство работает следующим образом. Обрабатываемую деталь укладывают дном вверх на ложемент 5, штыри 19, закрепленные на матрице 2, и опоры 28 и ориентируют при помощи подпружиненного фиксатора 22 по отверстию, имеющемуся в дне детали. Включают кнопку управления, обеспечивая подачу масла в рабочую полость цилиндра 23, поршень цилиндра, кронштейны 25, колонки 26 и клинья 27 перемещаются и перемещают ползущки 10--12 с пуансонами 13-16, пуансоны 13 пробивают отверстия. После пробивки отверстий конечный выключатель 29 подает команду на отвод всех пуансонов, порщень цилиндра 23 вместе с .кронштейнами 25 возвращается в исходное положение, клинья 27 перемещают ползущки 10-12 в исходное положение, освобождая обрабатываемую деталь. При этом деталь своей йиутренней поверхностью упирается в торец направляющей 8 и удерживается на месте, обеспечивая съем пуансонов. После пробивки отверстий а деталь снимают и переустанавливают на ложемент 6 и штЦри 19, закрепленные на матрице 3, и фиксируют при помощи фиксаторов 20, которые входят в лунку в детали, а на лoжeмeнt 5, опоры 28 и штыри 19 устанавливают другую деталь. При включении кнопки управления производится пробивка отверстий а во второй (другой) детали и пробивка отверстия б, отбортовка двух отверстий d пуансонами в первой детали, после чего все пуансоны возвращаются в исходное положение. Для съема детали с отбортованными отверстиями деталь вместе с ложементом 6 отодвигают на величину, равную глубине отбортовки, затем дета1пь снимают и устанавливают на ложемент 5, штыри 19, закрепленные на матрице 4, и соответствующие опоры 28. Производят соответствующую переустановку второй детали и устанавливают третью деталь на ложемент 5, опоры 28 и штыри 19, закрепленные на матрице 2. При третьем ходе устройства в первой детали надрезают и отгибают пазы пуансонами 16 и одновременно другими инструментами обрабатывают две другие детали, таким образом за каждый ход устройства, начиная с третьего, производят одновременную обработку трех деталей. Необходимость обработки каждой детали за три операции вызвана близким расположением отверстий а и б, исключающим возможность их одновременной обработки. Использование предлагаемого устройства позволяет повысить производительность процесса обработки деталей с отверстиями, пазами и выступающими участками, часть которых выступает в направлении оси детали, а другая часть в противоположном направлении.
r
ч:
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки радиальных отверстий | 1982 |
|
SU1063509A2 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Устройство для пробивки радиальных отверстий | 1979 |
|
SU858983A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для пробивки отверстий вСТЕНКАХ пОлыХ дЕТАлЕй | 1979 |
|
SU841724A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Устройство для пробивки отверстий в стенках полых изделий | 1984 |
|
SU1204300A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ДЕТАЛЕЙ, содержащее плиту, на которой вокруг оси устройства размещены три пары попарно взаимодействующих неподвижных инструментов и инструментов, установленных в ползущкаХ со скосами, и под которой размещен двигатель, сообщающий перемещение ползушкам и связанный с ними клиньями, взаимодействующими со скосами ползушек, и стержнями, соединяющими клинья с двигателем, отличающееся тем, что, с целью повышения производительности производства деталей с отверстиями, пазами и выступающими участками, часть которых выступает в направлении ,оси изделия и часть - в противоположном, оно снабжено тремя ложементами для установки трех полых деталей, закрепленными на плите вокруг оси устройства, каждая ползущка расположена с возможностью перемещения вдоль прямой, проходящей через ось устройства, одна из ползушек размещена между одним из неподвижных инструментов к осью устройства, а две другие - между соответствующими ложементами и неподвижным инструментом.
В-В
Фиг.5
П
Фиг.6
21
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для пробивки отверстий и деформирования прилежащих к ним участков | 1970 |
|
SU455786A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3709082, кл | |||
| Пуговица | 0 |
|
SU83A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
