Изобретение относится к обработке металлов давлением и может быть использовано для производства периодических профилей, например, при изготовлении осей железнодорожного транспорта.
Целью изобретения является расширение технологических возможностей за счет обеспечения получения как полых, так и сплошных периодических профилей.
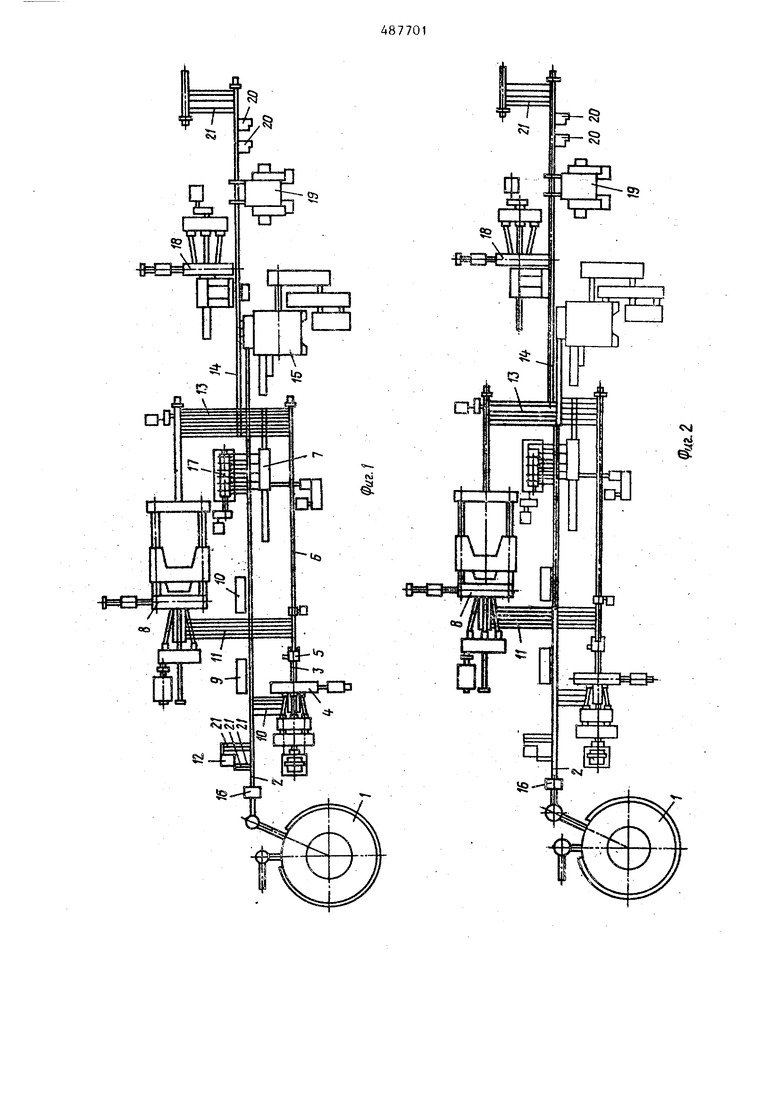
На фиг. 1 схематично изображена линия для производства периодических профилей.
На фиг. 2 показана технологичес- кая последовательность процесса прокатки сплошного периодического про- ; филя и оборудование, используемое при этом.
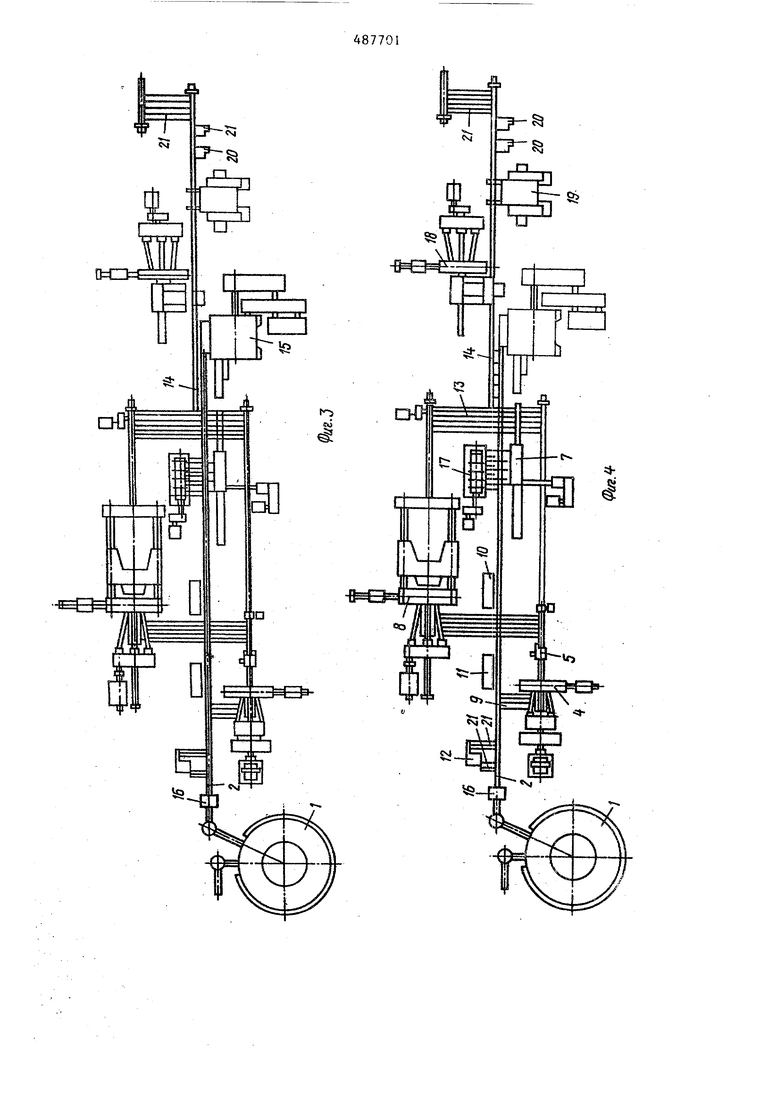
На фиг. 3 - другой вариант про катки сплошного периодического профиля.
На фиг. 4 показана технологическая последовательность процесса прокатки полого периодического профиля с малой толщиной стенки.и оборудование, используемое при этом. На фиг. 5 - другой вариант прокатки полого периодического профиля На фиг, 6 - технологическая последовательность процесса прокатки полого периодического профиля с увеличенной толщиной стенки и оборудование, используемое при этом и прокатка поло го периодического профиля с увеличенной толщиной стенки. Линия содержит нагревательную печь I. По одну сторону рольганга 2 расположена линия трехвалкового стана 3, имещегопозади;, ра;бочей клети 4 упорно-регулировочный механизм 5 осевой вьщачи прокатных изделий, отводящий рольганг 6 и извлекатель оправок 7, По другую сторону рольганга 2 расположена линия стана поперечно-винтовой прокатки. 8. Линия трехвалкового стана 3 с роль гангом 2 в зоне механизма зарядки оправок 9 соединена средством поперечной передачи 10, В зоне другого механизма зарядки 10 оправок линия трех валкового стана 3 тоже соединена сред ством поперечной передачи 11 с рольгангом 2 и- одновременно с линией ста на поперечно-винтовой прокатки 8 , За нагревательной печью смонтирован прошивкой пресс 12, Позади упорно регули ровочного механизма 5 и извлекателя оправок 7 посредством поперечной пер дачи 13 линия трехвалкового стана 3 и линия стана поперечно-винтовой про катки 8 средством поперечной передачи 13 соединены с извлекателем оправок 7, с.рольгангом 2 и с транспортером 14. Рольгангом 2 стан поперечной прокатки 15 связан с нагревательной печью 1, а с помощью средства поперечной передачи 13 и транспортера 14 с трехвалковым станом 3 и станом поп речно-винтовой прокатки В, Линия содержит устройство для гид росйива окалины 16, ванну для охлажд ния оправок 17, стан для закатки кон цевых участков проката 18, пилу горя чей резки 19, установку для клеймени 20 и холодильник 21. Работа линии осуществляется по технологическим схемам следунздим образом, АО Прокатка сплошного периодического прокатав 1, Заготовки, подлежащие прокату, выдаются поштучно из нагревательной печи 1 (фиг. 2), проходят гидросбив окалины в установке 16 и с помощью рольганга 2 и средства поперечной передачи 11 подаются к стану периодической прокатки В, где прокатьшаются в периодический профиль. Прокатанный периодический профиль средством поперечной передачи 13 передается на транспортер 14, которым передается к пилам 19 для обрезки концов и далее к одной из двух установкам для клеймения 20. После клеймения периодический прокат подается на холодильник 21 для охлаждения. В целях повышения производительности линии при прокатке профилей типа сплошных вагонных осей прокатка может осуществляться в двух станах последовательно, а в стане периодической прокатки 8 - прокатка средней части и в стане 18 - закатка концевых участков осей. 2.Заготовки, подлежащие прокатке, выдаются поштучно из нагревательной печи 1 (фиг. 3), проходят гидросбив окалины в установке 16 и с помощью рольганга 2 передаются к стану поперечной прокатки 15, где осуществляется прокатка периодического проката с помощью валков, снабженных кли новыми калибрами и обрезка концов проката. Прокатанный периодический профиль транспортером 14 передается на клеймение в установках 20 и далее на холодильник 21 для охлаждения. Б. Прокатка полого периодического профиля. 3.Прокатка полого периодического профиля с малой толщиной стенки осуществляется в следующей последовательности. Заготовки, поштучно вьщаваемые из нагревательной печи 1 (фиг. 4), проходят гидросбив окалины в установке 16 и с помощью рольганга 2 подаются к прошивному прессу 12, где сплощная заготовка прошивается в гильзу. Прошитая гильза с помощью рольганга 2 и средства поперечной передачи 10 подается в раскатной стан 4, где гильза раскатьшается по стенке и удлиняется. Прокатка в раскатном стане может осуществляться как на длинной плавающей оправке., так и на короткой оправке S, удерживаемой с помощью упорно-регулировочного механизма 5, При прокатке в раскатном стане на 54 длинной оправке последняя перед раскатным станом заряжается в гильзу с помощью механизма 9. После раскатки в клети 4, гильза с оправкой механизмом поперечной, передачи 1 1 передается к стану периодической прокатки 8, При прокатке в раскатном стане на короткой оправке раскатанная гильза с помощью средства поперечной передачи 11 подается на зарядку длинной оправки к механизму зарядки 10 и далее гильза с оправкой передается тем же средством поперечной передачи 11 к стану периодической прокатки 8. В стане периодической прокатки на длинной оправке может быть прокатан полностью полый периодический профиль когда внутреннее отверстие прокатываемого изделия требуется получить одинакового диаметра на всей длине проката. В случае, когда требуется получить полый профиль с внутренним отверстием, уменьшающимся на концах изделия, например, полые оси железнодорожного транспорта, то в стане пери одической прокатки прокатывается толь ко средняя часть изделия. Прокатанное изделие в стане периодической прокатки вместе с оправкой с помощью средства поперечной передачи 13 передается к извлекателю оправок 7. Извлеченная оправка передается в ванну 18 для охлаждения оправок, а прокатанное изделие, если на стане периодической прокатки выкатан весь профиль изделия (при постоянном диаметре внутреннего отверстия), передается с помощью средства поперечной передачи 13 и транспортера 14 к пиле горячей резки 19 для обрезки концов и далее на клеймение в установке 20 и на охлаждение на холодильник 21 . Если на стане периодической прокат ки прокатана средняя часть изделия (при требующемся переменном диаметре внутреннего отверстия), например, при прокатке оси железнодорожного транспорта, то оно после извлечения оправ ки с помощью средства поперечной пере- 50
дачи 13 и транспортера 14 передается к стану поперечной прокатки 18, где на оправке меньщего диаметра прокатываются концевые участки изделия и производится обрезка концов изделия. Далее прокатанное изделие с помощью транспортера 14 передается на клеймение к установке 20 и далее на охлаждение на холодильник 21.
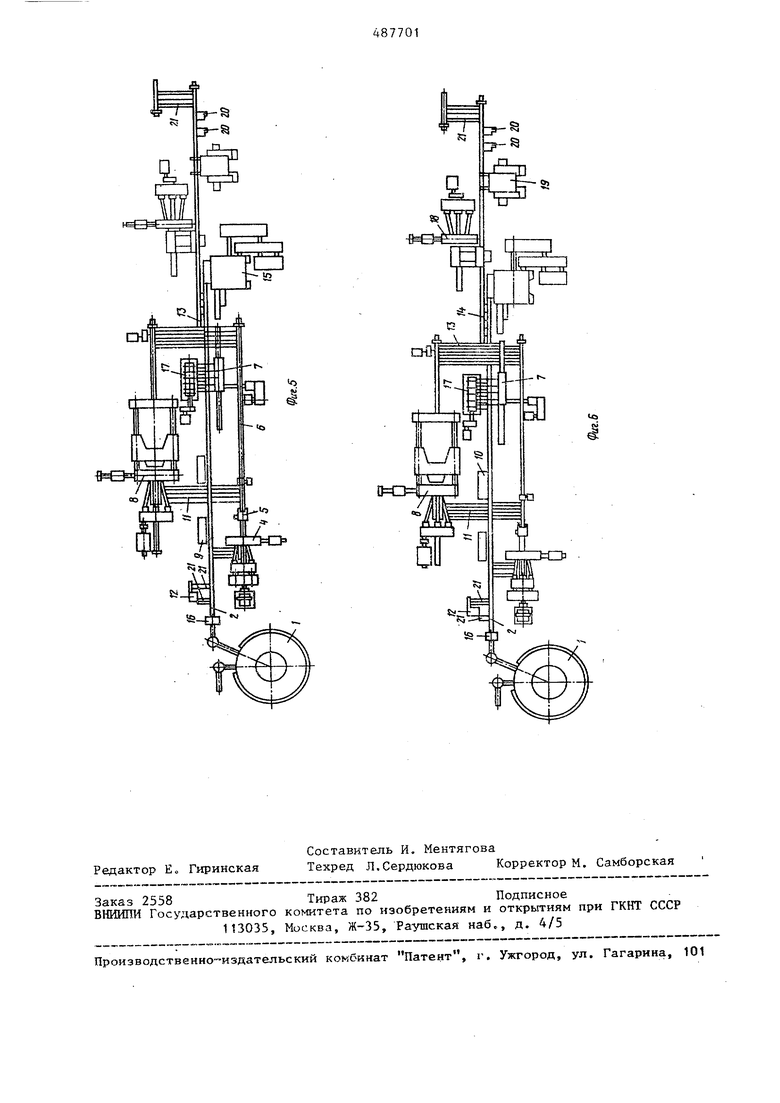
один из которых связан средствами поперечной передачи со станом-элангатором первой технологической линии, второй - со станом периодической поперечно-винтовой прокатки второй технологической линии, при этом транспортное устройство пропущено между первыми двумя линиями прокатки и по одну сторону от извлекателя оправок, а поза4.Прокатка полого периодического профиля с малой толщиной стенки может быть осуществлена, минуя стан поперечно-винтовой прокатки 8 (фиг. 5). В этом случае гильза, раскатанная в трехвалковом стане 4 на короткой оправке или на длинной плавающей оправке, после извлечения последней извлекателем 7 поступает в стан поперечной прокатки 15, где накатывается полностью периодический профиль. 5.Прокатка полого периодического профиля с увеличенной толщиной стенки осуществляется в той же последовательности и с использованием того же оборудования, что и при прокатке полого периодического профиля с малой толщиной станки с разницей в том, что прокатка в трехвалковом стане не предусматривается (фиг. 6). Формула изобретения Поточная линия для производства периодических профилей, содержащая нагревательную печь, устройство для гидросбива окалины, три технологических линии прокатных становj связанные с нагревательной печью транспортным устройством и средствами поперечной передачи и извлекателъ оправок, отличающаяся тем, что, с целью расщнрения технологических возможностей за счет обеспечения получения как полых, так и сплошных периодических профилей, она снабжена установленным в первой технологической линии трехвалковым раскатньш станом-элангатором, имеющим упорно-регулировочный механизм осевой выдачи проката, установленным во второй технологической линии станов периодической прокатки, установленным в третьей технологической линии станом поперечной прокатки, связанным с нагревательной печью транспортным устройством и двумя последовательно расположенными механизмами зарядки оправок в гильзу, смонтированными в транспортное устройство,
74877018
дк расположения упорно-регулировочно-линии прокатки с транспортным устройго механизма и извлекателя оправокством соответственно в местах распопредусмотрены устройства поперечнойложения второго механизма зарядки и
передачи, связьшающие первую и вторую .механизма извлечения оправок.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Стан продольной раскатки стаканообразных гильз | 1979 |
|
SU871953A1 |
| Способ винтовой раскатки труб на трехвалковом стане | 1980 |
|
SU865445A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для производства периодических профилей, например, при изго-товлении. осей железнодорожного транспорта. Цель - расширение технояоги- ческих возможностей за счет обеспечения получения как полых, так и сплошных периодических профилей. Линия содержит нагревательную печь 1. По одну сторону рольганга 2 расположена линия трехвалкового стана 3, имеющего позади рабочей клети 4 упорно-регулировочный механизм 5 осевой выдачи прокатных изделий, отводящий рольганг 6 и иэвлекатсль оправок 7. По другую сторону рольганга 2 расположена линия стана поперечно-винтовой прокатки 8, Линия содержит устройства для гидро- сбива окалины 16, стан для закалки участков проката 18, пилу горячей резки 19, холодильник 21. Работа устройства осуществляется в зависимости от технологической схемы изготовления того или иного профиля. 6 ил.i
| А.И | |||
| Целиков и В.В | |||
| Смирнов | |||
| "Прокатные станы", М., Металлургия, 1958 г., стр | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
