Изобретение относится к способам объемной штамповки (вьадавливания ) и может быть применено в металлообраб тывающей промышленнрсти для .изготов ления деталей сложной конфигурации. Известен способ выдавливания полы изделий путем приложения к основанию заготовки деформирующего усилия при котором, с целью по тучения изделий с равномерной структурой и повьоиения пластичности материала, на боковую поверхность заготовки воздействуют силами, совпадающими по направлению с деформирующим усилием Cl. Heдocтaтkoм способа является его малая эффективность для управления пластическим течением металла при многоканальных схемах вьедавливания. Известен способ многоканального вьщавливания, заключающийся в деформировании заготовки путем вьадавливаНИН в многоканальной матрице С . Недостатком извecтJ oгo способа является невозможность получения деталей с заданным распределением механических свойств по объему изза возникновения резко выраженных зон сдвига, вызывающих неравномерность деформации и появления трещин в готовых изделиях. Целью изобретения является получение изделий с заданным распределением механических свойств по объему, в частности с более равномерным их распределением. Поставленная цель достигается тем, что согласно способу многоканального выдавливания, заключающемуся в деформировании заготовки путем выдавливания в многоканальной матрице, выдавливание осуществляют прнЭ воздействии усилия подпора на поверх ность металла заготовки в одном или нескольких выходных каналах матрицы. На фиг. 1 предста влен начальный момент деформирования; на фиг. 2 заключительный момент деформировани Способ осуществляют следующим образом. В матрицу 1 помещают заготовку 2 и при помощи пуансона 3 и контрпуан сона 4 начинают деформирование заго товки 2. Первоначально процесс вы давливания протекает по одноканальной схеме, так каК неподвижный направитепь 5 течения (v 0) предотвращает возможность двухстороннего течения металла заготовки. С некоторого определенного момента для данного процесса и с заданной скоростью (Уц VQ) начинают перемещать направитель 5 течения, создавая подпор и регулируя ем самым течение металла заготовки в нужном направлении. Закон движения направителя течения определяют -при этом исходя из условия получения желаемого распределения механических свойств в отштампованном изделии. Пример. Двухканальное выдавливание детсши типа ступенчатой втулки (фИг. 1 и 2/. Материал - алюминий АД1 ГОСТ 478474. Внутренний диаметр 12 мм, наружный диаметр верхней части 14 мм, нижней 13,1 мм, глубина верхней части 8,9 мм, нижней 2 мм. Общая высота детали 11,6 мм, толщина дна 0,7 мм. Известными способами вьздавливания такую деталь получить не удалось: нижний- кольцевой выступ, образовавшийся на первой стадии процесса, отделялся от основной части детсШИ. Это объясняется тем, что во время второй стадии выдавливания, металл из-под торца пуансона интенсивно течет по границе донышка с выступом, металл которого образует застойную зону. При осуществлении процесса по предлагаемому способу удалось исключить возникновение застойной зоны и тем самым ликвидировать опасность больших сдвиговых деформаций на границе этой зоны. Использование предлагаемого способа по сравнению с известным позволит значительно улучшить качество отштампованных изделий, и появляются возможности получения за один формоизменяющий переход детали сложной конфигурации, которые невозможно изготовить существукндими методами выдавливания.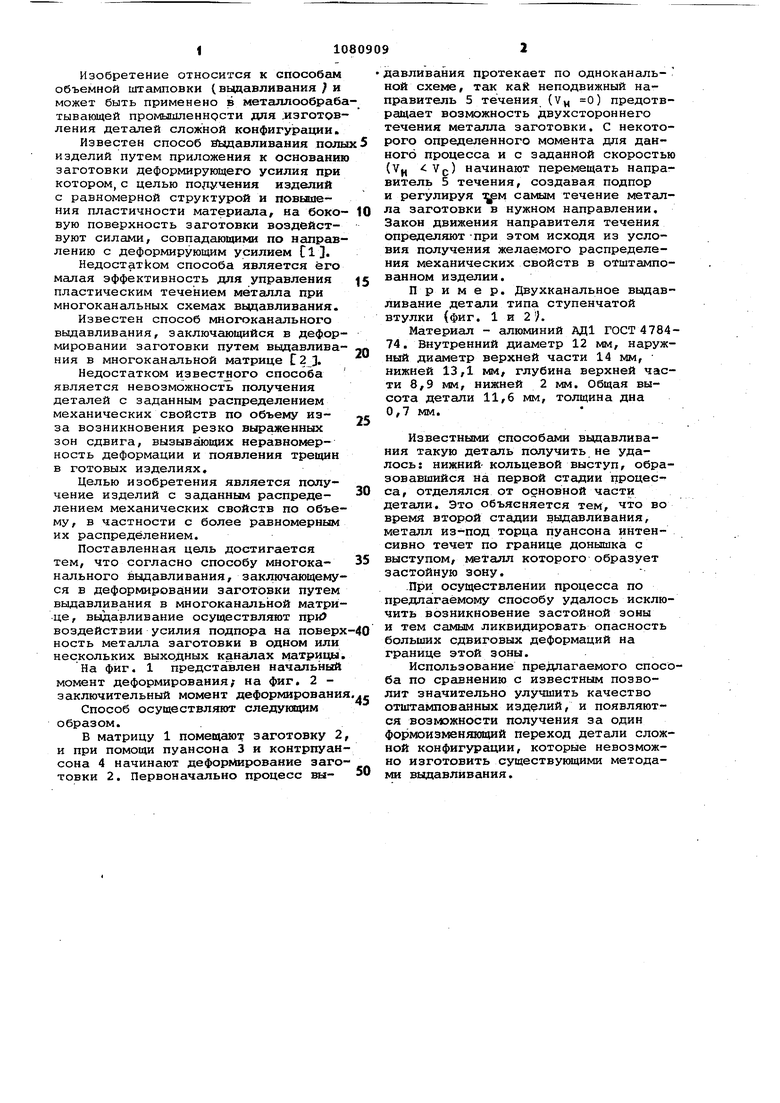
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
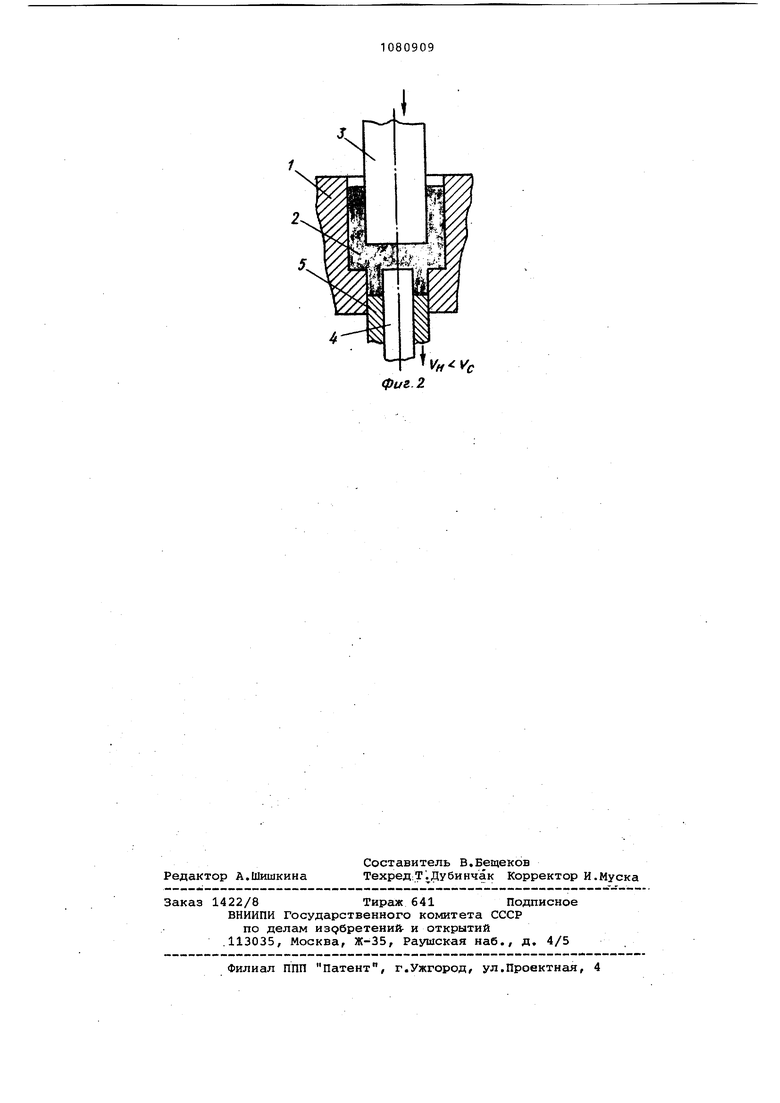
СПОСОБ МНОГОКАНАЛЬНОГО ВЫДАВЛИВАНИЯ, заключающийся в деформировании заготовки путем выдавливания в многоканальной матрице, о тличающийся тем, что, с целью получения изделий с заданным распределением механических свойств по объему, выдавливание осуществляют при воздействии усилия подпора на поверхность металла заготовки в одном или нескольких выходных каналах матрицы. (Л 00 о :о о со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU326997A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИОНИЗИРУЮЩЕЙ ЧАСТИЦЫ В МНОГОКАНАЛЬНОМ ПОЛУПРОВОДНИКОВОМ ДАТЧИКЕ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2020 |
|
RU2743894C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
