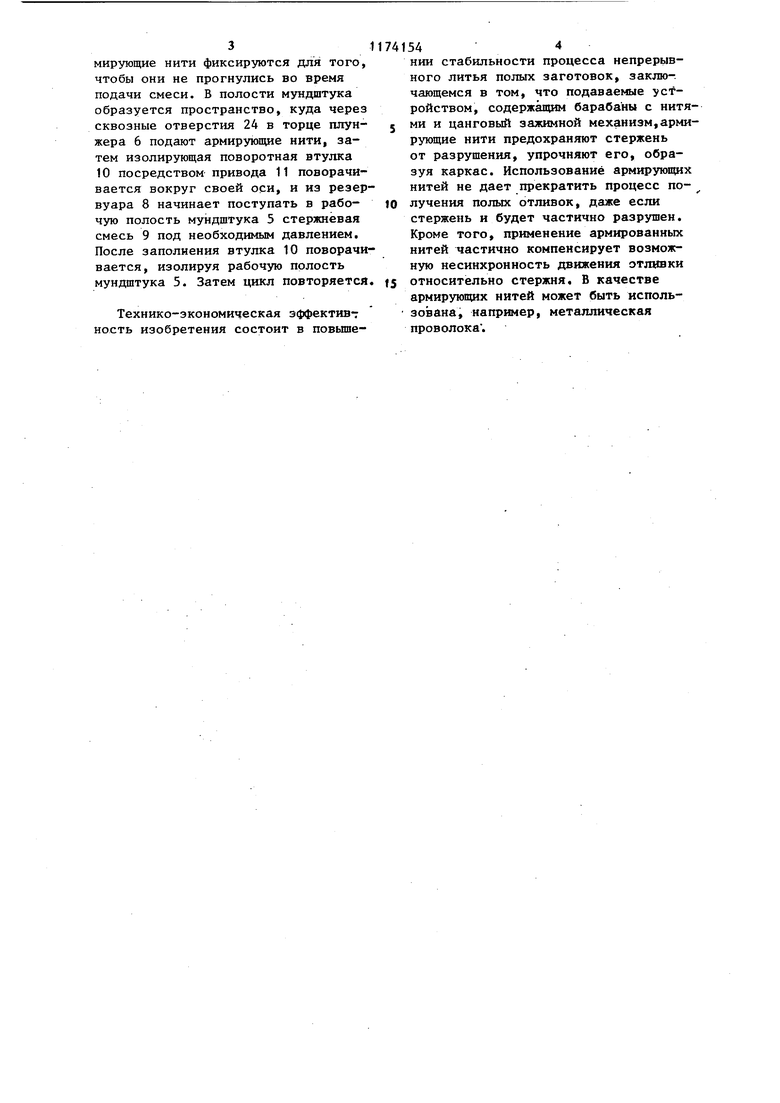
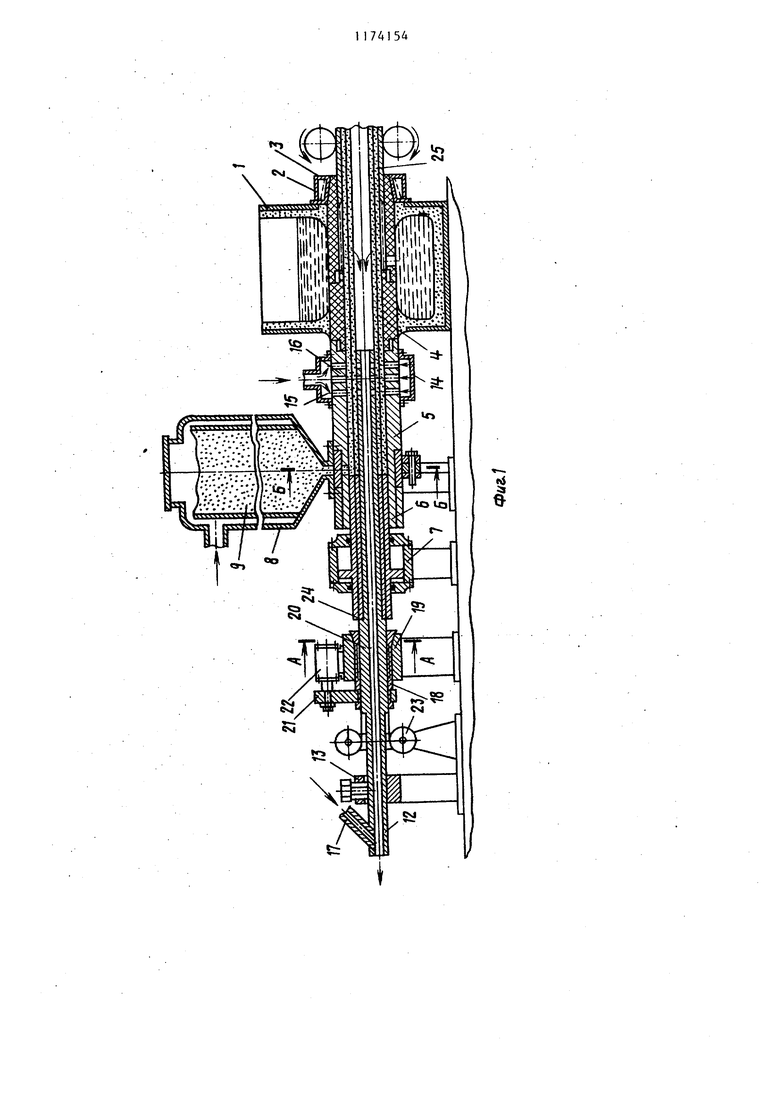
1 Изобретение относится к металлургии в литейном производстве, в частности к непрерывному литью полых заготовок на машинах горизонтального типа. Целью изобретения является повышение стабильности процесса литья, ,.,,,г..На ф г;--1- пбКайана установка не .(Ь 9ризонтального литья полых заготовок(в конце остановки .; началом ягивания отливки и |дачей стержня а1А4Ирующие нити за фиксировань 4 продольный разрез; на фиг.2.-. разрез А-А на фиг.1; на фиг.З - цанговый зажимной механизм (армирующие нити находятся в свободном состоянии на фиг,А - мундштук (положение рабочего плунжера в конце вытягивания, армирующие нити находят ся в свободном состоянии), продольный разрез;, на фиг,5 - мундштук (плунжер в исходном положении перед подачей смеси в рабочую полость мундштука, армирующие нити зафиксированы); на фиг.6 - сечение Б-Б на фиг.1 (подача стержневой смеси в рабочую полость мундштука). Установка непрерывного горизонтального литья полых заготовок содер жит металлоприемник 1, к которому крепится водоохлаждаёмый кожух 2, в внутреннюю коническую поверхность к торого вставляется наружная графито вая вставка 3, Во вставке 3 крепитс направляющая 4, продолжением которой является мундштук 5, В мундштуке 5 совершает возвратно-поступательное движение плунжер 6 посредством гидравлического привода 7. Над мундшту ком 5 располагается резервуар 8 со стержневой смесью 9, Между мундштуком 5 и резервуаром 8 расположена . изолирующая поворотная втулка 10, которая посредством привода 11 изолирует рабочую полость мундштука 5, В процессе работы плунжер 6 скользи по полой игле 12, жестко закрепленной в стойке 13. Между металлоприем никвм 1 и резервуаром В расположен герметичный кожух 14, которьш охваты вает наружную поверхность мундштука 5. На участках поверхности мундштук 5 и иглы 12, находящихся напротив кожуха 14, выполнены радиально расположенные отверстия соответственно 15 и 16 для продувки стержня, напри мер, из песчано-жидкостекольных смесей, газообразным катализатором 42 (СО -процесс). Выходящий за пределы тойки 13 конец полой иглы 12 снабжен атрубком 17 для подачи сжатого возуха. Устройство для подачи армируюих нитей внутрь песчаного стержня выполнено в виде цангового зажимного еханизма, состоящего из цанги 18, контактирующей с внешней обоймой 19 и внутренней зажимной трубой 20, причем цанга 18 соединена через рычаг 21 с силовым цилиндром 22, Армирующие нити, например проволока, распо-, ложены на барабанах 23, откуда они через зазор между внутренней зажимной трубой 20 и цангой 18, а также , через сквозные отверстия Z4 в торце плунжера 6, поступают в пространство, где происходит формирование песчаного стержня. Вытягиваемый полый слиток обозначен позицией 25. Установка непрерывного горизонтального литья полых слитков работает следующим образом. Из металлоприемника 1 жидкий металл поступает в рабочее пространство, образованное наружной графитовой вставкой 3 и перемещающимся стержнемдорном, где -и происходит формирование полого слитка 25, При горизонтальном непрерывном литье наиболее целесообразным является режим пульсирующего вытягивания, т,е, режим вытягивание - остановка, В конце остановки в отверстия 15 мундштука 5 и отверстия 16 иглы 12 подается газообразный катализатор для отверзадения стержня, при этом полость мундштука 5 изолирована от резервуара 8 посредством поворотной втулки 10, Через -патрубок. 1 подается сжатый воздух, этим -создается эжекция, путем которой происходит отсос газообразного катализатора и газов из зоны, формирования полого слитка 25. Перемещение стержня основным плунжером 6 начинается одновременно с вытягиванием полого слитка 25 и в тот же момент происходит подача армирующих нитей цанговым зажимным механизмом. В процессе непрерьгеного литья вытягиваемая отливка 25 и стержень тянут за собой армирующие нити. На время остановки полого слитка 25 плунжер 6 возвращается в исходное положение, скользя по армирующим нитям, которые остаются в освободившейся полости в исходном положении. В исходном положении плунжера 6 ар3
мирующие нити фиксируются для того, чтобы они не прогнулись во время подачи смеси. В полости мундштука образуется пространство, куда через сквозные отверстия 24 в торце плунжера 6 подают армирующие нити, затем изолирующая поворотная втулка 10 посредством привода 11 поворачивается вокруг своей оси, и из резервуара 8 начинает поступать в рабочую полость мундштука 5 стержневая смесь 9 под необходимым давлением. После заполнения втулка 10 поворачивается, изолируя рабочую полость мунддатука 5. Затем цикл повторяется.
Технико-экономическая эффективность изобретения состоит в повыше741544
НИИ стабильности процесса непрерывного литья полых заготовок, заклю-. чающемся в том, что подаваемые устройством, содержащим барабаны с нитями и цанговый зажимной механизм,армирующие нити предохраняют стержень от разрушения, упрочняют его, образуя каркас. Использование армирующих нитей не дает прекратить процесс получения полых отливок, даже если стержень и будет частично разрушен. Кроме того, применение армированных нитей частично компенсирует возможную несинхронность движения этливки
5 относительно стержня. В качестве
армирующих нитей может быть использована, например, металлическая проволока .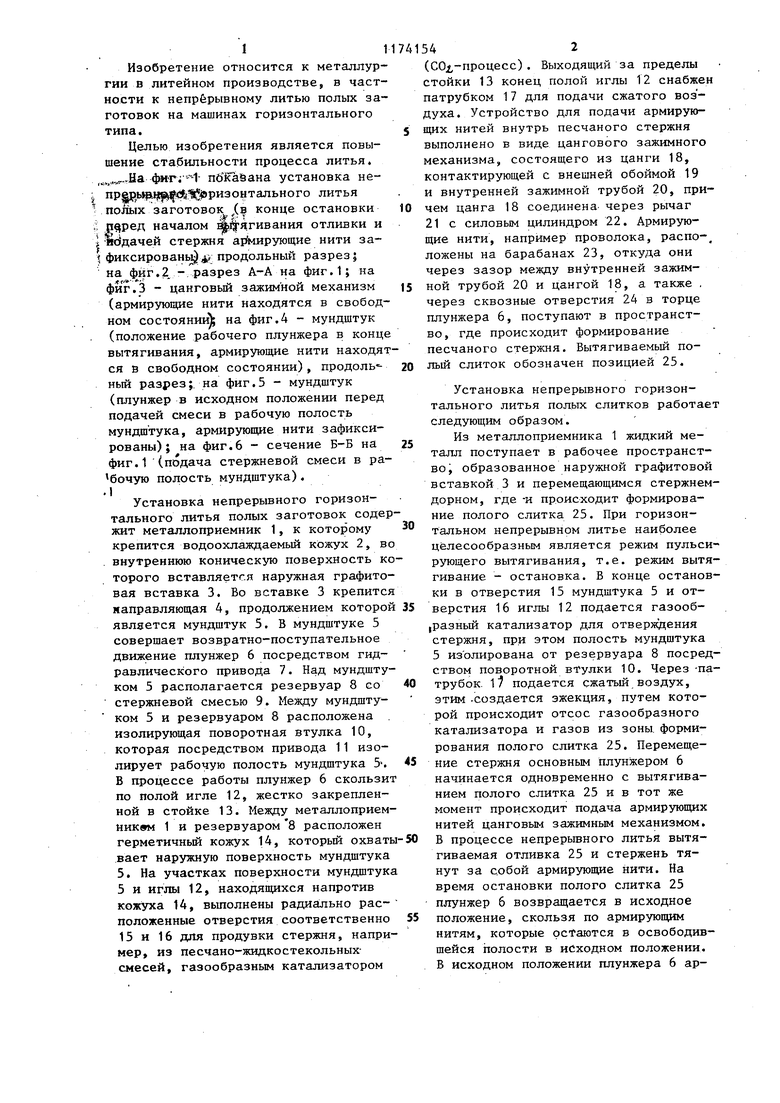
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ И УСТРОЙСТВО ПРОИЗВОДСТВА ПРУТКА И ТРУБНОЙ ЗАГОТОВКИ В ГОРИЗОНТАЛЬНОМ КРИСТАЛЛИЗАТОРЕ | 2015 |
|
RU2690255C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
УСТАНОВКА НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК, содержащая металлоприемник с расположенным в нем графитовым водоохлал1даемым кристаллизатором, в котором размещен песчаный стержень, и герметичный кожух, связанный с кристаллизатором, внутри которого размещены мундштук с плунжером и полая игла, отличающаяся тем, что, с целью повышения стабильности процесса литья, установка снабжена устройством для подачи армирушцих нитей внутрь песчаного стержня, содержащим барабаны с армирующими нитями и цанговый зажимной механизм, соединенный через рычаг с силовьм 5 цилиндром, при зтом в плунжере выполнены сквозные отверстия для прохода армирующих нитей.
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
