Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тройников из трубных заготовок. Известен способ изготовления тройников из трубных заготовок, включаюидий овализацию заготовки воздействием усилий на боковые ее поверхности с одновременным подпором в зоне формовки патрубка, обжим концов заготовки с предварительной ее формовкой, пробивку отверстия, его отбортовку и окончательную формовку патрубка 1. Недостатками данного способа являются довольно высокая трудоемкость процесса изготовления тройников,включающего двухкратный нагрев заготовок, штамповка на отдельных в двух различных совмещенных штампах (предварительная формовка и окончательная штамповка тройника с поперечным обжимом концевых частей заготовок), повышенная разностенность из-за .многократной штамповки в штампах с увеличенными зазорами между пуансонами и формовочной матрицей. Кроме того, при многократном нагреве заготовок снижаются прочностные характеристики металла счет выгорания углерода и других элементов до 5% и более. Для компенсации ука.чаияых потерь металла и прочностных харастеристик берут заготовку увеличенной толщины стенок, в результате чего коэффиииепт использования металла довольно низкий. Цель изобретения - повышение производительности и качества. Поставленная цель достигается тем, что согласно способу изготовления тройников из трубных заготовок, включающем овализацию заготовки воздействием усилий на боковые ее поверхности с одновременным подпором пуансон-оправкой заготовки в зоне формовки патрубка, обжим концов заготовки с предварительной ее формовкой, пробивку отверстия, его отбортовку и окончательную формовку патрубка, предварительную и окончательную формовку тройника производят вытяжкой патрубка с нагревом и утонением стенок на 2-5°/о от исходной толщины заготовки нри одновременной вырубке отверстия и его отбортовки. Нагретую заготовку перед формовкой дифференцированно охлаждают и смазывают ее боковые поверхности. На фиг. 1 показана заготовка в момент начала предварительной формовки патрубка (диференцированное охлаждение боксвых поверхностей в зоне разъема матриц, овализация, вытяжка колпачка, пробивка отверстия под отбортовку и поперечный обжим концевых частей заготовки); на фиг. 2то же, в момент окончания формовки патрубка. Обработка заготовки, нагретой до температуры штамповки, осуш.ествляется в штампе, содержащем нижнюю и верхнюю формовочные матрицы 1 и 2, опорный брус 3, консольно опирающийся на подвижную опору с установленным на нем формовочным пуансоном 4. Опорной брус 3 снабжен упором 5, установленным с возможностью возвратно-поступательного перемещения в горизонтальной плоскости. В верхней части ормовочной полости матрицы 1 установлен пробивной пуансон 6, а в формовочном пуаноне 4 выполнено ответное отверстие 7. Раочие радиусные кромки верхней полуматрицы снабжены системой .диференцированного охлаждения и смазывания боковых оверхностей заготовки в зоне разъема поуматриц (не показано). В штампе выполнен односторонний зазор между формовочным пуансоном 5 и формовочной полостью матрицы 1 меньше толщины стенок исходой заготовки на 2-5%. Способ осуществляется следующим образом. Заготовку 8 вводят на формовочный пуансон 4, установленный на опорном брусе 3. Ходом ползуна пресса вниз формовочная матрица 1 надвигается на висящую на формовочном пуансоне заготовку 8 большего, чем профиль матрицы диаметра. Изгибая стенки заготовки в направлении оси прохода, т.е. происходит овализация заготовки. Для повышения стойкости стенок от потери устойчивости их перед началом овализации (прикосновения рабочих кромок верхней полуматрицы с заготовкой) диференцированно охлаждают и смазывают боковые поверхности заготовки 8 в зоне разъема полуматриц. Далее производят предварительную формовку (вытяжку) колпачка с утонением стенок на 2-5% от исходной заготовки, т.е. штамп имеет зазор односторонний между пуансоном и матрицей меньше толщины стенок на 2-5%, что предотвращает появление местных утонений и позволяет увеличить высоту патрубка тройника. Одновременно с предварительной формовкой патрубка и поперечным обжимом концевых участков заготовки в конце хода ползуна пресса производят пробивку отверстия под отбортовку патрубка тройника. Затем ползуну пресса дают обратный ход до появления зазора, достаточного для размещения подвижного упора между опорными поверхностями формовочного пуансона и бруса, подводят подвижный упор под формовочный пуансон-матрицу и одновременно убирают вырубленный отход. При этом предварительно формованная заготовка располагается в рабочем ручье верхneji полуматрицы и удерживается за счет заклинивающих усилий формовочного пуансона с матрицей. Дают ползуну пресса рабочий ход до соприкосновения цолуматриц, при этом происходит окончательная формовка (отбортовка) патрубка тройника. Затем дают ползуну обратный ход, снимают формовочный пуансон и готовый тройник. Все эти операции осуществляют последовательно за один нагрев и установ заготовки в два хода ползуна пресса..
Способ изготовления тройников трубных заготовок позволяет снизить трудоемкость изготовления указанных изделий в 2 раза, повысить коэффициент использования металла до 5% и значительно i овысить качество тройников.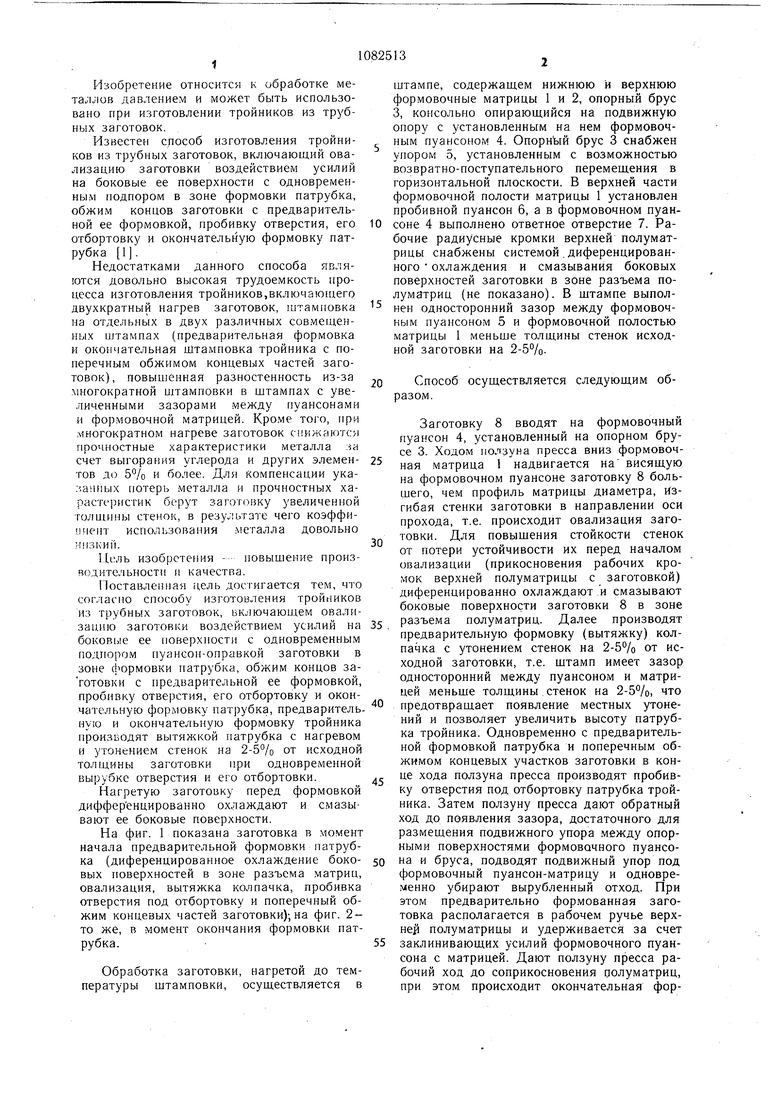
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
1СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК, включающий овализацию заготовки воздействием усилий на боковые ее поверхности с одновременным подпором в зоне формовки патрубка, обжим концов заготовки с предварительной ее формовкой, пробивку отверстия, его отбортовку и окончательную формовку патрубка, отличающийся тем, что, с целью повышения производительности и качества, предварительную и окончательную формовки тройника производят вытяжкой патрубка с нагревом и утонением стенок на 2-5% от исходной толщины заготовки при одновременной вырубке отверстия и его отбортовке. 2. Способ по п. 1, отличающийся тем, что нагретую заготовку перед формовкой дифференцированно охлаждают и смазывают ее боковые поверхности. (Л 00 ISD сл со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
