Изобретение относится к обработке металлов давлением, в частности к способам формовки тройников из трубных заготовок, и может быть использовано в различных отраслях машиностроения при изготовлении цельноштампованных тройников трубопроводов.
Известен способ изготовления тройников из трубных заготовок, содержащий вырезку из листового металла прямоугольной заготовки для элемента тройника без патрубка и заготовку для элемента патрубка фасонного профиля с криволинейными участками переменной ширины в зоне патрубка, гибку заготовок в штампе, пробивку отверстия в зоне патрубка под отбортовку, штамповку заготовки, нагретой и дифференцированно охлажденной на криволинейных участках, обеспечивающих запас металла, перемещаемого в формируемый патрубок таким образом, что уменьшение температуры происходит в направлении к нажимной поверхности для обеспечения в этом направлении увеличения предела текучести материала заготовки, осадку в торец производят в конечный момент формовки патрубка и затем сваривают отштампованные элементы (см. АС СССР №300236 «Способ изготовления штампо-сварных изделий типа тройников» МПК В21С 37/29, заявл. 18.11.1969).
В рассматриваемом способе не указано, как именно и с помощью каких устройств осуществляют охлаждение криволинейных участков элемента с патрубком. Поэтому невозможно достоверно охарактеризовать все его достоинства и недостатки. Однако очевидным недостатком является трудоемкость известного способа изготовления тройников, т.к. в нем используется сварка отштампованных элементов, после чего требуется проверка качества сварного шва.
Известен способ изготовления тройников из трубных заготовок, включающий нагрев заготовки, диференцированное охлаждение и смазку боковых поверхностей в зоне разъема матриц, овализацию воздействием усилий на боковые ее поверхности с одновременным подпором пуансон-оправкой заготовки в зоне формовки патрубка, обжим концов заготовки с предварительной ее формовкой, вытяжку патрубка с нагревом и утонением стенок на 2-5% от исходной толщины заготовки при одновременной вырубке отверстия и его отбортовке (см. АС СССР №1082513 на изобретение «Способ изготовления тройников из трубных заготовок», МПК3: В21С 37/29, заявл. 18.08.1982). В рассматриваемом аналоге дано краткое пояснение, что охлаждение заготовки осуществляется через рабочие радиусные кромки верхней полуматрицы, которая снабжена системой дифференцированного охлаждения. Одним из недостатков способа является сложность технического осуществления такой дифференциации. Другим недостатком известного способа является то, что при обжиме металл смещается не только вверх, но и вниз, где не требуется лишний металл. Это происходит из-за того, что верхняя и нижняя части заготовки остаются более нагретыми, чем боковые части, т.е. более пластичными при формовке, и происходят большие перемещения металла в зону формируемого патрубка и в магистральную часть тройника, в результате чего существенно увеличивается толщина трубной заготовки, особенно в местах перехода участков, нагретых в охлажденные. Применение заготовок с исходной меньшей толщиной стенки приводит к уменьшению степени обжима из-за ограничений, связанных с потерей устойчивости, что влечет за собой уменьшение высоты и толщины патрубка, ухудшает качество тройников и увеличивает потерю металла. В этом заключаются недостатки известного изобретения.
Несмотря на указанные недостатки, способ изготовления тройников из трубных заготовок по авторскому свидетельству СССР №1082513 является наиболее близким по существенным признакам и достигаемому эффекту к заявляемому способу и выбран в качестве прототипа.
Задачей заявляемого способа изготовления тройников из трубных заготовок является повышение качества изделий и снижение их металлоемкости.
Техническим результатом, позволяющим решить поставленную задачу, является интенсивное вытеснение металла в зону патрубка, а не в толщину стенки магистрали.
Указанная задача достигается тем, что в известном способе изготовления тройников из трубных заготовок, включающем нагрев заготовки, ее дифференцированное охлаждение, поперечный обжим концов заготовки для предварительной формовки патрубка, выполнение отверстия, повторный нагрев заготовки и отбортовку патрубка, согласно изобретению, охлаждению подвергают часть заготовки, равную больше ее половины, расположенную диаметрально противоположно формируемому патрубку, которую охлаждают до температуры не менее чем в 1,5 раза ниже температуры нагретой части заготовки.
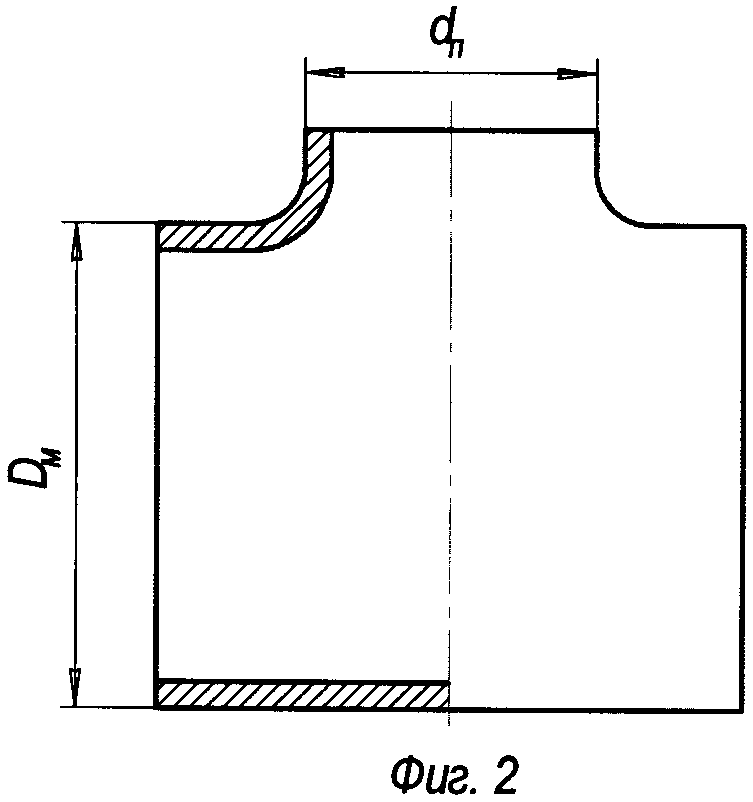
Длину дуги неохлажденной части заготовки по периметру поперечного сечения устанавливают в пределах от 1,1 до 2 dп, где dп - наружный диаметр патрубка тройника.
Охлаждение части заготовки, большей половины заготовки, расположенной диаметрально противоположно формируемому патрубку, осуществляют погружением в жидкую охлаждающую среду с температурой от +10°С до +95°С.
Время пребывания заготовки в охлаждающей среде определяют, исходя из условия достаточности 1 с на охлаждение 1 мм толщины стенки заготовки.
Отверстие выполняют до поперечного обжима концов заготовки или после него.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют о том, что предлагаемый способ изготовления тройников из трубных заготовок неизвестен и не следует явным образом из изученного уровня техники, а следовательно, соответствует критериям «новизна» и «изобретательский уровень».
Заявляемый способ изготовления тройников из трубных заготовок может быть изготовлен в условиях промышленного производства с использованием стандартного отечественного или импортного оборудования, известных материалов и технологий.
Таким образом, заявляемый способ изготовления тройников из трубных заготовок соответствует критерию «промышленная применимость».
Предлагаемая совокупность существенных признаков сообщает заявляемому способу изготовления тройников из трубных заготовок новые свойства, позволяющие решить поставленную задачу.
Охлаждение более половины заготовки (относительно ее поперечного сечения), диаметрально противолежащей патрубку, до температуры не менее чем в 1,5 раза ниже температуры нагретой части, повышает сопротивление деформации и препятствует смещению материала в толщину стенки магистрали. Неохлажденная часть поперечного сечения сохраняет, в свою очередь, низкий предел текучести, вследствие чего материал при обжиме заготовки будет интенсивно выдавливаться в зону патрубка. Надо отметить, что заявляемый способ обеспечивает получение более высокого патрубка с большей толщиной стенки и дает возможность применять исходные трубные заготовки с меньшей толщиной стенки.
Экспериментально было выявлено, что длина дуги неохлажденной части заготовки по периметру поперечного сечения может находиться в пределах от 1,1 dп до 2 dп, где dп - наружный диаметр патрубка тройника, в зависимости от соотношения диаметра патрубка и диаметра магистрали тройника.
Если длина дуги неохлажденной части заготовки по периметру поперечного сечения будет менее 1,1 dп, то объем нагретого металла будет недостаточным для формирования патрубка. Если длина дуги неохлажденной части будет более 2dп, то уменьшается интенсивность перемещения металла в патрубок, а значит металл идет в стенки магистральной части тройника.
Охлаждение части заготовки, равной больше половины заготовки (относительно ее поперечного сечения), расположенной диаметрально противоположно формируемому патрубку, может быть осуществлено погружением в жидкую охлаждающую среду с температурой от +10°С до +95°С. Этот предел температуры является обычным для хладагента, используемого также и при закалке. Температуры ниже +10°С и выше 95°С не оказывают значительного влияния на скорость охлаждения.
Экспериментально было определено, что время пребывания заготовки в охлаждающей среде зависит от толщины стенки заготовки таким образом, что 1 с достаточно, чтобы охладить 1 мм стенки. Если стенка заготовки равна 40 мм, то охлаждать следует около 40 секунд. При меньшем времени, чем 1 с/1 мм заготовка не успеет достаточно охладиться, и часть металла при деформации пойдет в магистраль. При увеличении времени свыше 1 с/1 мм улучшения качества изделия не происходит.
Следует также отметить, что выполнение отверстия для отбортовки может производиться как до поперечного обжима концов заготовки, так и после него.
По сравнению с прототипом, предлагаемый способ изготовления тройников из трубных заготовок позволяет получить изделие более высокого качества, т.е. заданной высоты тройника с заданной толщиной его стенок. Кроме того, значительно уменьшаются потери металла.
Заявляемый способ изготовления тройников из трубных заготовок поясняется чертежами, где представлено на:
фиг.1, а - поперечное сечение трубной заготовки с выделенными нагретой и охлажденной зонами;
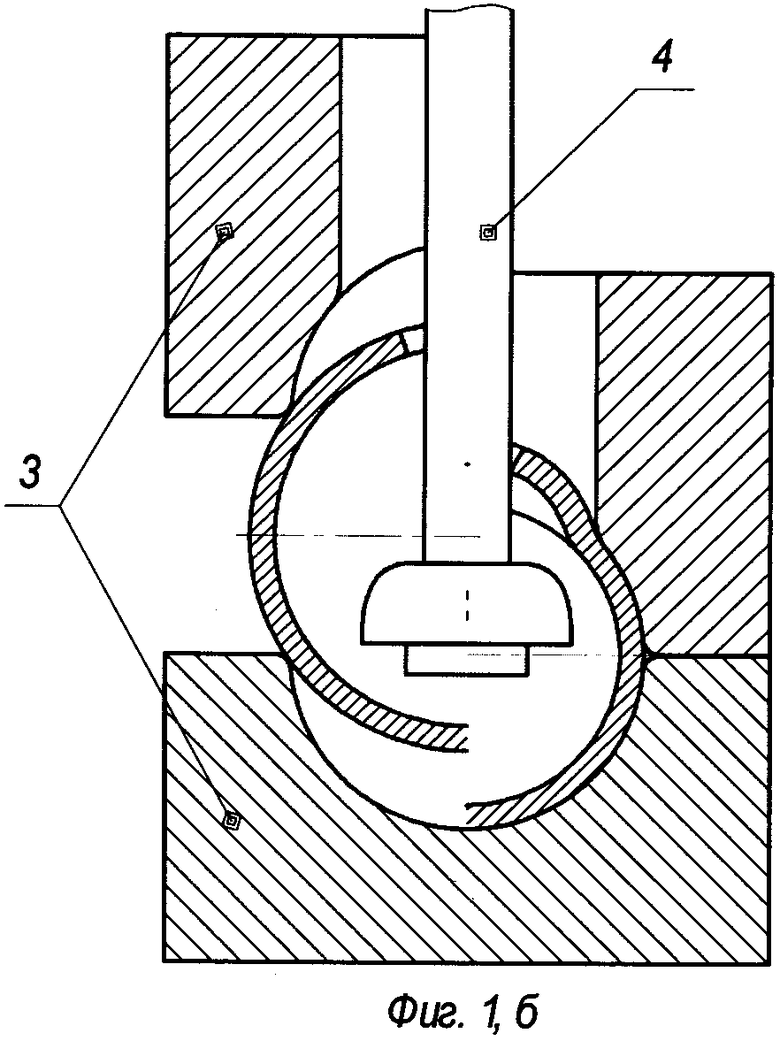
фиг.1, б - стадия поперечного обжима заготовки в разъемных матрицах;
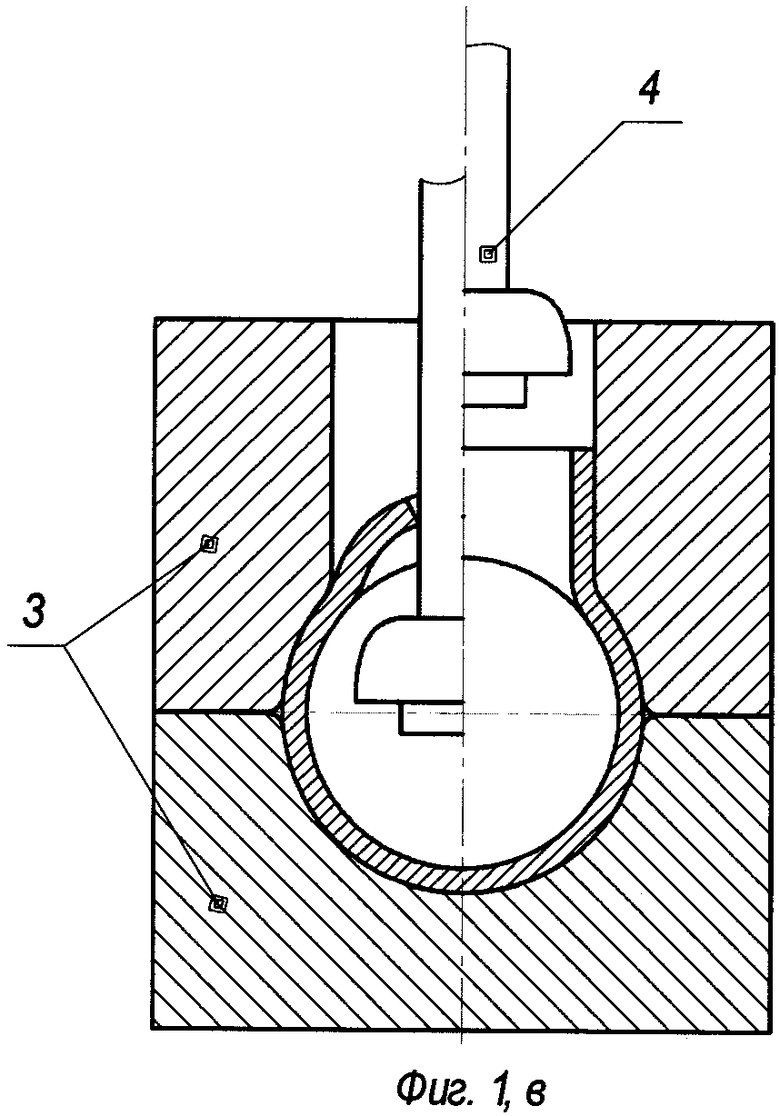
фиг.1, в - стадия окончательной отбортовки;
фиг.2 - часть продольного сечения тройника с патрубком.
Способ осуществляется следующим образом.
Нагретую до температуры 800-1200°С трубную заготовку (с предварительно полученным отверстием под отбортовку или без него) переносят на хоботе автопогрузчика или краном из печи к закалочному баку с температурой хладагента в пределах от +10°С до +95°С и погружают в него, подвергая дифференцированному охлаждению часть заготовки, равную больше ее половины и расположенную диаметрально противоположно формируемому патрубку. Над уровнем хладагента оставляют часть заготовки, относящейся к будущему патрубку, причем длину дуги неохлажденной части заготовки по периметру поперечного сечения устанавливают в пределах от 1,1 dп до 2 dп, где dп - наружный диаметр патрубка тройника, в зависимости от соотношения диаметра патрубка и диаметра магистрали тройника. Выдерживают трубную заготовку в хладагенте в течение времени, достаточного для охлаждения погруженной части до температуры не менее чем в 1,5 раза ниже температуры нагретой части. Время погружения определяют из расчета, что 1 с достаточно на охлаждение 1 мм стенки. После извлечения из бака с хладагентом автопогрузчик подвозит заготовку к разъемному штампу, в который ее устанавливают операторы. Затем осуществляют поперечный обжим концов заготовки для предварительной формовки патрубка. Повторно нагревают трубную заготовку и осуществляют отбортовку патрубка посредством пуансона.
Пример конкретного выполнения тройника диаметром магистрали Dм=720 мм и с патрубком dп=диаметром 530 мм из трубной заготовки толщиной стенки 20 мм на ОАО «ТРУБОДЕТАЛЬ».
Предварительно изготовленную на вальцах из листа толщиной 20 мм трубную заготовку диаметром 790 мм нагревали в печи до температуры 950°С. Затем транспортировали ее краном к закалочному баку с температурой хладагента +30°С, погружали в него, оставляя над уровнем хладагента часть 1 заготовки периметром 1100 мм, относящуюся к будущему патрубку. Выдерживали трубную заготовку в хладагенте в течение 20 секунд, получая охлажденную до 600°С зону 2 трубной заготовки. После чего краном транспортировали заготовку к разъемному штампу 3 и устанавливали в него. Осуществили поперечный обжим концов заготовки для предварительной формовки патрубка. После этого вырезалось отверстие для будущего патрубка. Снова транспортировали ее краном к печи, где произвели повторный нагрев заготовки до температуры 950°С. Затем установили заготовку в разъемный штамп и осуществили отбортовку патрубка посредством пуансона 4. Заявляемым способом был получен тройник 720×530 мм с высотой патрубка 120 мм и толщиной его стенки 16 мм.
Преимущества заявляемого способа по сравнению с прототипом:
- повышение качества тройников для трубных магистралей;
- снижение металлоемкости при их производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ формовки тройников | 1970 |
|
SU428641A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
Изобретение может быть использовано в различных отраслях машиностроения при изготовлении цельноштампованных тройников трубопроводов из трубных заготовок. Осуществляют нагрев заготовки, дифференцированное охлаждение части заготовки, равной больше ее половины, расположенной диаметрально противоположно формируемому патрубку, до температуры не менее чем в 1,5 раза ниже температуры нагретой части заготовки. Далее осуществляют поперечный обжим концов заготовки для предварительной формовки патрубка, выполняют отверстия, повторный нагрев заготовки и отбортовку патрубка. Повышается качество за счет интенсивного вытеснения металла в зону патрубка, а не в толщину стенки магистрали. 4 з.п. ф-лы, 2 ил.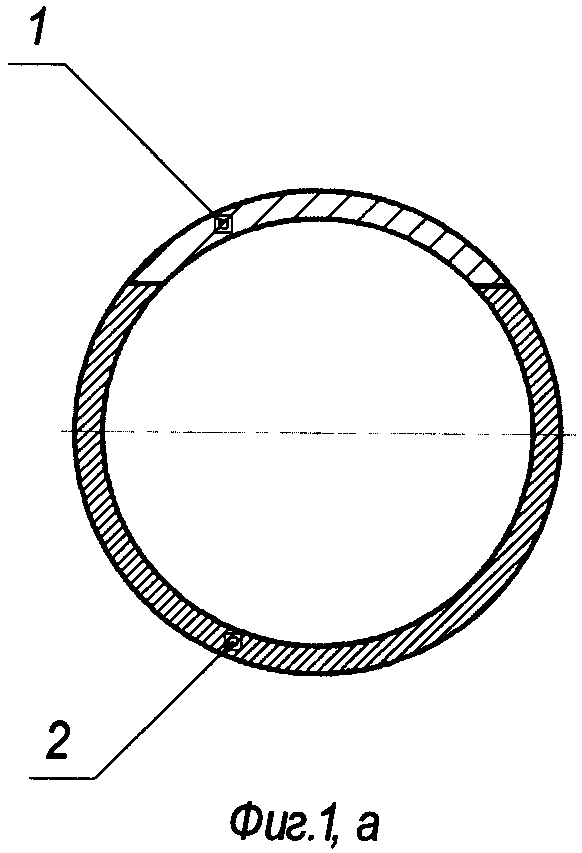
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| DE 3342091 A, 30.05.1984. | |||

