2. Штамп по п. 1, отличающийся тем, что формовочный пуансон и верхняя матрица установлены с зазором, величина которого в зоне предварительной формовки равна (О,95-0,97)5of а в зоне отбортовки патрубка (0,6-0,8)So.
3. Штамп попп. 1и2, отличающий ся тем, что на боковых рабочих кромках верхней матрицы расположена омаэочно-охлаждающая система, выполненная в виде отдельных вставок с каналами.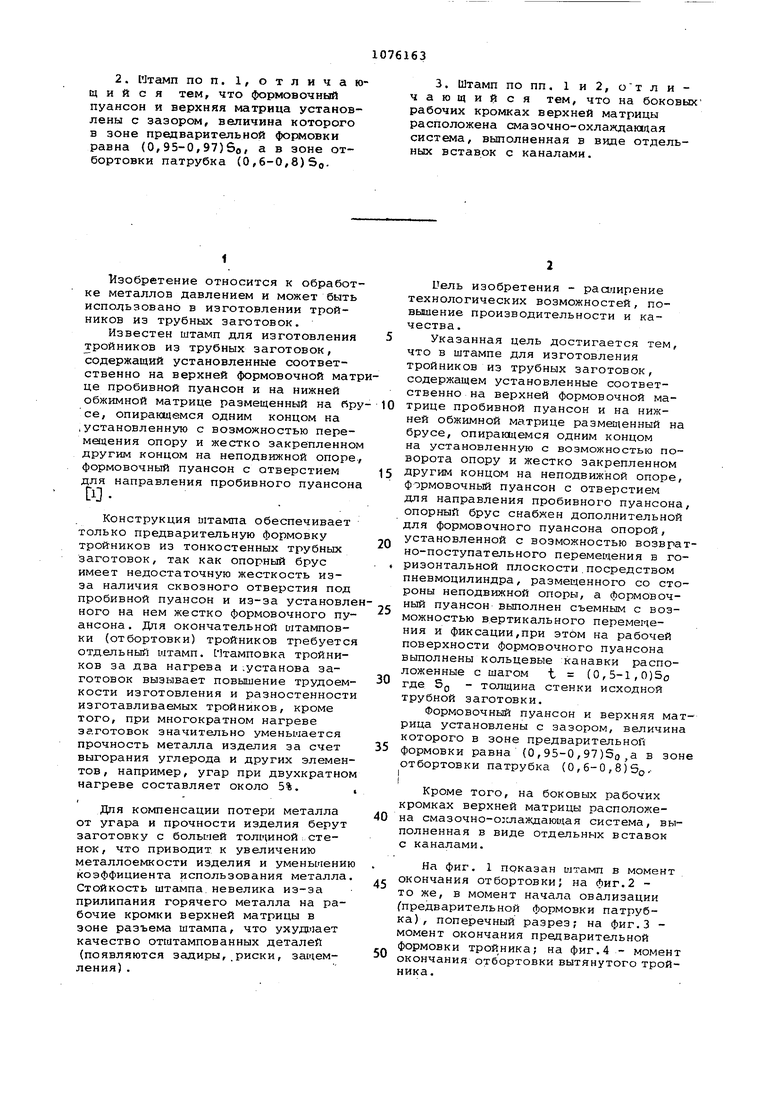
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХ ЗАГОТОВОК | 1968 |
|
SU206516A1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |

1. ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК, содержащий установленные соответственно на верхней формовочной матрице пробивной пуансон и на нижней обжимной матрице размещенный на брусе, опирагадемся одним концом на подвижно установленную с возможностью поворота от привода опору и жестко закрепленном другим концом на неподвижной опоре, формо-вочный пуансон с отверстием для направления пробивного пуЪнсона, отличающийся тем, что, с целью расширения технологических возможностей, повьшения производительности и качества, опорный брус снабжен дополнительной опорой для формовочного пуансона, установленной с возмоисностью возвратно-поступательного перемацения в горизонтальной плоскости посредством пневмоцилиндра, размещенного со стороны неподвижной опоры, а формовочный пуансон выполнен съемным с возможностью вертикального перемещения и фиксации, при этом на рабочей поверхности формовочного пуансона (Л выполнены кольцевые канавки, расположенные с шагом t 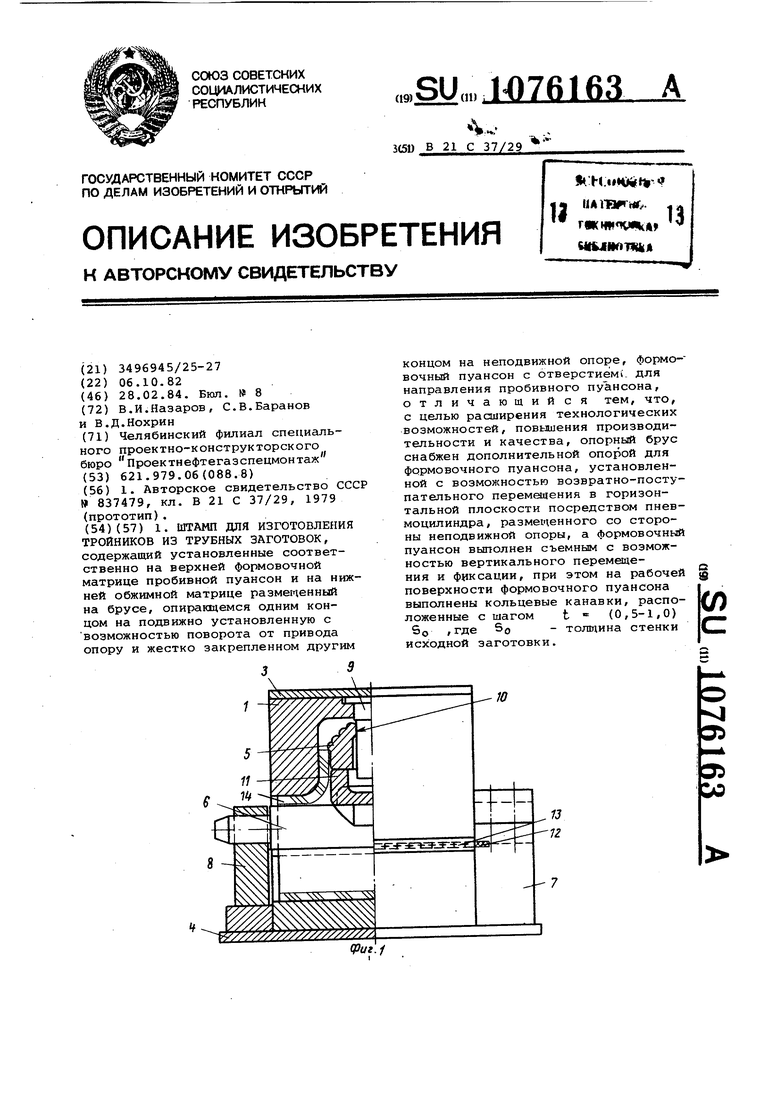
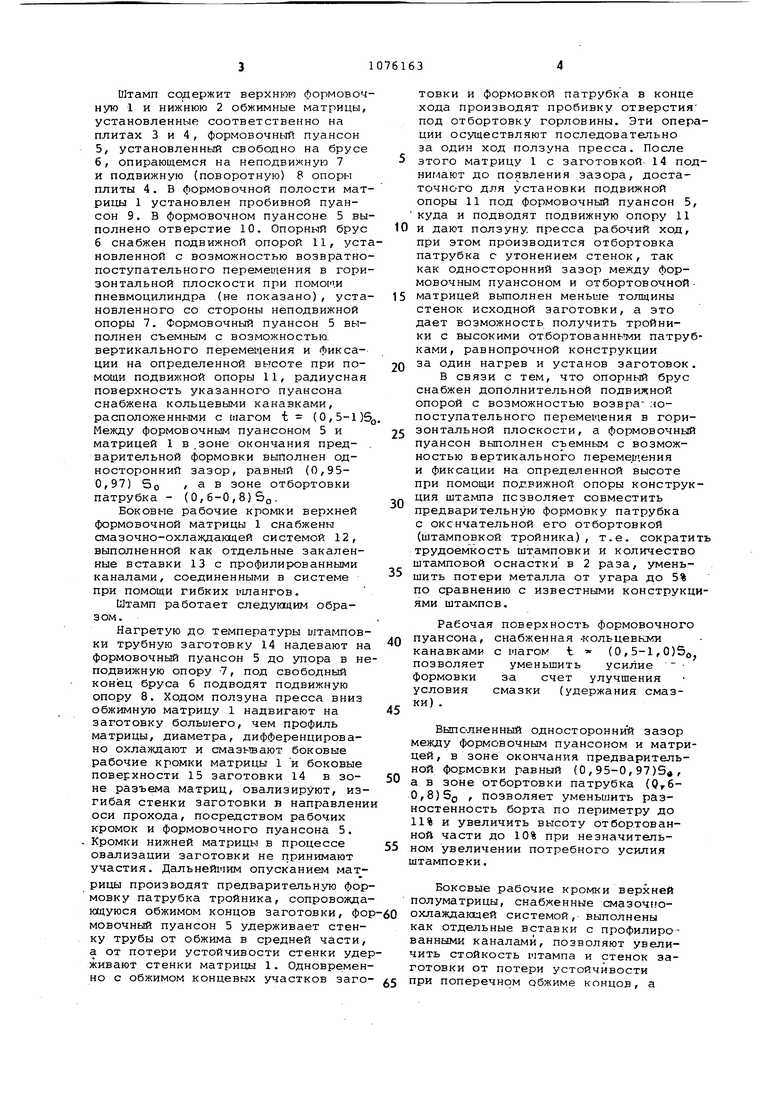
11зобретение относится к обработ ке металлов давлением и может быть использовано в изготовлении тройников из трубных заготовок. Известен штамп для изготовления тройников из трубных заготовок, содержащий установленные соответственно на верхней формовочной мат це пробивной пуансон и на нижней обжимной матрице размещенный на Rp се, опиракщемся одним концом на .установленного с возможностью перемещения опору и жестко закрепленно другим концом на неподвижной опоре формовочный пуансон с отверстием для направления пробивного пуансон Конструкция штампа обеспечивает только предварительную формовку тройников из тонкостенных трубных заготовок, так как опорный брус имеет недостаточную жесткость изза наличия сквозного отверстия под пробивной пуансон и из-за установле ного на нем жестко формовочного пуансона. Для окончательной штамповки (отбортовки) тройников требуетс отд.ельный штамп. Нтамповка тройников за два нагрева и установа заготовок вызывает повышение трудоемкости изготовления и разностенност изготавливаемых тройников, кроме того, при многократном нагреве заготовок значительно уменьшается прочность металла изделия за счет выгорания углерода и других элемен тов, например, угар при двухкратно нагреве составляет около 5%. Дпя компенсации потери металла от угара и прочности изделия берут заготовку с большей толщиной;стенок, что приводит к увеличению металлоемкости изделия и уменьшени коэффициента использования металла Стойкость штампа невелика из-за прилипания горячего металла на рабочие кромки верхней матрицы в зоне разъема штампа, что ухуд1чает качество отштампованных деталей (появляются задиры,.риски, защемления) . иель изобретения - раа.аирение технологических возможностей, повышение производительности и качества. Указанная цель достигается тем, что в штампе для изготовления тройников из трубных заготовок, содержащем установленные соответственно на верхней формовочной матрице пробивной пуансон и на нижней обжимной матрице размещенный на брусе, опирамцемся одним концом на установленную с возможностью поворота опору и жестко закрепленном другим концом на неподвижной опоре, формовочный пуансон с отверстием для направления пробивного пуансона, опорный брус снабжен дополнительной для формовочного пуансона опорой, установленной с возможностью возвратно-поступательного перемещения в горизонтальной плоскости,посредством пневмоцилиндра, размещенного со стороны неподвижной опоры, а формовочный пуансон выполнен съемным с возможностью вертикального перемещения и фиксации,при этом на рабочей поверхности формовочного пуансона выполнены кольцевые канавки расположенные с шагом t (О,5-1,0)So где SQ - толщина стенки исходной трубной заготовки. Формовочный пуансон и верхняя матрица установлены с зазором, величина которого в зоне предварительной формовки равна (О,95-0,97)5о,а в зоне отбортовки патрубка (0,6-0, 8) 5оIКроме того, на боковых рабочих кромках верхней матрицы располохсена смазочно-о}слаждающая система, выполненная в виде отдельных вставок с каналами. На фиг. 1 показан штамп в момент окончания отбортовки; на фиг.2 то же, в момент начала овализации (предварительной формовки патрубка) , поперечный разрез; на фиг.З момент окончания предварительной формовки тройника; на фиг.4 - момент окончания отбортовки вытянутого тройника. Штамп содержит верхнюю формовоч ную 1 и нижнюю 2 обжимные матрицы, установленные соответственно на плитах 3 и 4, формовочный пуансон 5,установленный свободно на брусе 6,опирающемся на неподвижную 7 и подвижную (поворотную) 8 опоры плиты 4. В формовочной полости мат рицы 1 установлен пробивной пуансон 9. В формовочном пуансоне 5 вы полнено отверстие 10. Опорный брус 6 снабжен подвижной опорой 11, уст новленной с возможностью возвратно поступательного переметения в гори зонтальной плоскости при помогли пневмоцилиндра (не показано), уста новленного со стороны неподвижной опоры 7. Формовочный пуансон 5 выполнен съемным с возможностью, вертикального перемещения и Фиксации на определенной высоте при помощи подвижной опоры 11, радиусная поверхность указанного пуансона снабжена кольцевыми канавками, расположенными с шагом t (0,5-1)5 Между формовочным пуансоном 5 и матрицей 1 в .зоне окончания предварительной формовки выполнен односторонний зазор, равный (0,950,97) So , а в зоне отбортовки патрубка - (О,6-0,8) б. Воковне рабочие кромки верхней формовочной матрицы 1 снабжены смазочно-охлаждающей системой 12, выполненной как отдельные закаленные вставки 13 с профилированными каналами, соединенными в системе при помощи гибких 1шангов. Штамп работает следующим образом. Нагретую до температуры штамповки трубную заготовку 14 надевают на формовочный пуансон 5 до упора в не подвижную опору -7, под свободный конец бруса 6 подводят подвижную опору 8. Ходом ползуна пресса вниз обжимную матрицу 1 надвигают на заготовку большего, чем профиль матрицы, диаметра, дифференцировано охлаждают и смазывают боковые рабочие кромки матрицы 1 и боковые поверхности 15 заготовки 14 в зоне разъема матриц, овализируют, изгибая стенки заготовки в направлени оси прохода, посредством рабочих кромок и формовочного пуансона 5. Кромки нижней матрицы в процессе овализации заготовки не принимают участия. Дальнейшим опусканием матрицы производят предварительную фор мовку патрубка тройника, сопровожда ющуюся обжимом концов заготовки, фо мовочный пуансон 5 удерживает стенку трубы от обжима в средней части, а от потери устойчивости стенки уде живают стенки матрицы 1. Одновремен но с обжимом концевых участков заго товки и формовкой патрубка в конце хода производят пробивку отверстия под отбортовку горловины. Эти операции осуществляют последовательно за один ход ползуна пресса. После этого матрицу 1 с заготовкой 14 подниглают до появления зазора, достаточного для установки подвижной опоры 11 под формовочный пуансон 5, куда и подводят подвижную опору 11 и дают ползуну, пресса рабочий ход, при этом производится отбортовка патрубка с утонением стенок, так как односторонний зазор между формовочным пуансоном и отбортовочной. матрицей выполнен меньше толщины стенок исходной заготовки, а это дает возможность получить тройники с высокими отбортованньтми патрубками, равнопрочной конструкции за один нагрев и установ заготовок. В связи с тем, что опорный брус снабжен дополнительной подвижной опорой с возможностью возвра- ,чопоступательного перемещения в горизонтальной плоскости, а формовочный пуансон выполнен съемным с возможностью вертикального переме.щения и фиксации на определенной высоте при помощи подвижной опоры конструкция штампа позволяет совместить предварительную формовку патрубка с окончательной его отбортовкой (штамповкой тройника), т.е. сократить трудоемкость штамповки и количество штамповой оснастки в 2 раза, уменьшить потери металла от угара до 5% по сравнению с известными конструкциями штампов. Рабочая поверхность формовочного пуансона, снабженная -кольцевкмн канавками с шагом t (О , 5-1,0)5, позволяет уменьшить усилие формовки за счет улучшения условия смазки (удержания смазки) . Выполненный односторонний зазор между формовочнЕл пуансоном и матрицей, в зоне окончания предварительной формовки равный (О,95-0,97)5, а в зоне отбортовки патрубка (0,60,8)5(3 позволяет уменьшить разностенность борта по периметру до 11% и увеличить высоту отбортованной части до 10% при незначительном увеличении потребного усилия тамповки. Воковые рабочие кромки верхней полуматрицы, снабженные смазоч оохлаждакгаей системой, выполнены как отдельные вставки с профилированными каналами, позволяют увеличить стойкость штампа и стенок заготовки от потери устойчивости при поперечном обжиме концов, а
также улучшают условия штамповки (устраняют задиры боковых поверхностей заготовки и прилипание металла на кромки матпииы.
Использование предлагаемого ютампа способствует рааиирению технологических возможностей, повылению производительности и качества.
,,-W////////7/ /7//// /////
(риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для давильной обработки | 1978 |
|
SU837479A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
