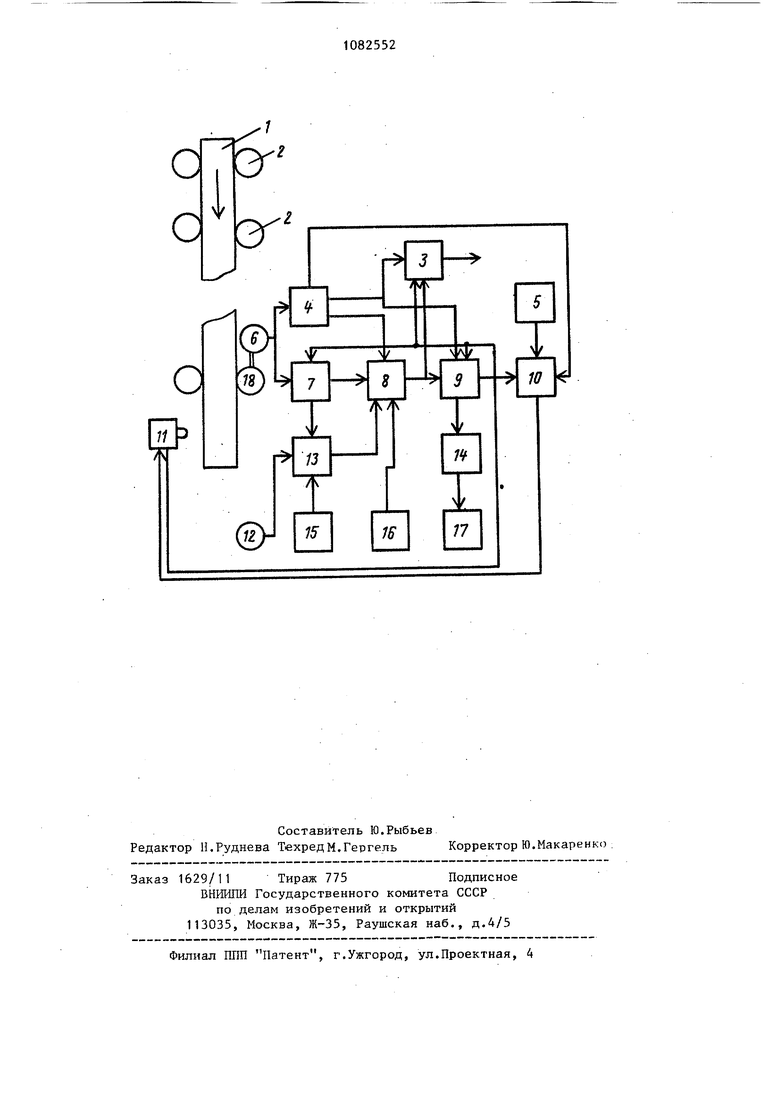
Изобретение относится к системам автоматического измерения и может быть использовано для измерения длины полосы или слитка в черной и цветной металлургии, в частности для измерения длины слитка на машинах непрерывного литья. Известно устройство для получения мерных заготовок на машинах непрерьшного литья, состоящее из фотореле которое фиксирует каждую мерную длину заготовки, и механизма для пореза слитка 1, Наиболее близким по технической сущности к изобретению является устройство автоматического управления порезом слитка на машинах непрерывного литья, содержащее датчик текущей длины слитка, прибор для измерения текущей длины слитка, на первый вход которого подключен выход датчика, задатчик мерной длины заготовки, подключенный на второй вход прибора для измерения текущей длины слитка, механизм газовой резкиа на вход которого подключен выход прибора для измерения текущей длины слитка 2 . Однако при использовании известны устройств для измерения длины слитка не достигается необходимая точность измерения в связи с изменением диаме ра мерительного валка в результате его износа и-температурного расширения слитка. Цель изобретения - повьшение точности измерения длины слитка, увеличение выхода годного металла. Указанная цель достигается тем, что в устройство автоматического управления порезом слитка, содержаще систему пореза слитка, датчик текуще длины слитка, задатчик длины и прибор для измерения текущей, длины слит ка, в состав которого входит блок счетчиков, дешифратор -и блок цифровых индикаторов, введены формирователь тактов, буферный регистр, блок умножения, оперативный регистр, анализатор кода, блок деления,датчик контрольной длины, задатчик контроль ной длины и задатчик температурного расширения, причем выход датчика текущей длины соединен с входом формирователя тактов и входом блока счетчиков, другой вход которого соединен с системой пореза слитка, а его выход соединен с блоком деления, два других входа которого соединены с датчиком контрольной длины и эадатчиком контрольной длины, а выход соединен, с блоком счетчиков, формирователем тактов и задатчиком температурного расширения, а выход соединен с входом буферного регистра, другие входы которого соединены с выходом формирователя тактов и системой пореза слитка, а также с входом оперативного регистра, два других входа которого соединены с формирователем тактов и системой пореза слитка, а его . выход соединен с входом анализатора кода, два других входа которого соединены с выходом задатчика длины и формирователя тактов, а выход соединен с входом системы пореза, слитка, кроме того выход оперативного регистра соединен с входом дешифратора, выход которого соединен с входом блока цифровых индикаторов. На чертеже представлена блок-схема устройства измерения длины слитка. На схеме представлены слиток 1, направляющие валки 2, буферный регистр 3, формирователь 4 тактов, задатчик 5 длины слитка, датчик 6 текущей Длины, блок 7 счетчиков, блок 8 умножения, оперативный регистр 9, анализатор 10 кода, система 11 пореза слитка, датчик 12 контрольной длины, блок 13 деления, дешифратор 14, задатчик 15 контрольной длины, задатчик 16 температурного расширения, блок 17 цифровых индикаторов, мерительный валок 18. Устройство работает следующим образом.. I Перед разливкой на задатчике 15 контрольной длины выставляют значение расстояния от исходного положения системы 11 пореза слитка до датчика 12 контрольной длины, а на задатчике 16 - величину, обратную температуре слитка и коэффициенту линейного расширения для разливаемой марки стали. После начала разливки слиток 1, двигаясь по направляющим валкам 2, приводит во вращение мерительный валок 18, на валу которого находится датчик 6 текущей длины, преобразующий линейную длину слитка в пропорциональное количество импульсов. Импульсы с датчика 6 текущей длины поступают на вход блока 7 счетчиков и на вход формирователя 4 тактов. При отрезании головной части
слитка с системы 11 пореза слитка выдается команда на сброс блока 7 счетчиков, оперативного регистра 9 и буферного регистра 3 в нулевое состояние.
Датчик 12 контрольной длины, при подходе к нему переднего торца слитка, вьщает сигнал в блок 13 деления, в котором производится вычисление масштабирующего коэффициента,
к,ь-.
где К| - масштабирующий коэффициент; L| - масштабирующий коэффициент j п - количество импульсов, накопленное в блоке 7 счетчиков, . запоминается его значение и видается на вход блока 8 умножения.
На другие входы блока 8 умножения поступает информация с задатчика 16 температурного расширения и с блока 7 счетчиков. По тактовому цмпульсу с формирователя А тактов в блоке 8 умножения производится вычисление истинного значения текущей длины слитК .у. -V
, где L. - истинное значение текущей
длины слитка,К„ - коэффициент, обратнопропорциональный температуре слитка и коэффициенту линейного расширения для данной марки стали,
п - текущее количество импульсов накопленное в блоке 7 счетчиков .
Рассчитанное значение длины слитка записывается в буферный 3 « оперативный 9 регистры по тактовому импульсу с формирователя4 тактов. С буферного регистра 3 информация поступает в АСУ верхнего уровня, а с выхода оперативного регистра 9 информация поступает .через дешифратор 14 на блок 17 цифровых индикаторов. С оперативного регистра 9 информация поступает на вход анализатора 10 кода, где по тактовому импульсу с формирователя 4 тактов происходит сравнение кодов оперативного регистра 9 и задатчика 5 дли17ы слитка. При значении кода оперативного регистра 9 Больше или Равно значение кода с задатчика 5 длины слитка анализатор 10 кода формирует дискретный сигнал, управляющий системой 11 :пореза слитка. Система 11 пореза слитка начинает рез и вьщает.. команду на сброс блока 7 счетчиков, оперативного 9 и буферного 3 регистров в нулевое состояние. Начинается новый 1ЩКЛ измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления порезом слитка на машине непрерывной разливки металла | 1987 |
|
SU1574353A1 |
| Устройство автоматического управления порезом слитка | 1988 |
|
SU1526895A1 |
| Устройство для обработки и передачи информации учета товарной нефти | 1975 |
|
SU590757A1 |
| Логический анализатор | 1984 |
|
SU1259267A1 |
| Устройство для обработки данных при формировании диаграммы направленности антенной решетки | 1987 |
|
SU1462351A1 |
| Устройство кодирования и вычисления синдромов помехоустойчивых кодов для коррекции ошибок во внешней памяти ЭВМ | 1989 |
|
SU1656689A1 |
| Устройство для сжатия информации | 1981 |
|
SU970421A1 |
| МНОГОКАНАЛЬНАЯ СИСТЕМА ДЛЯ РЕГИСТРАЦИИ ФИЗИЧЕСКИХ ВЕЛИЧИН | 1991 |
|
RU2037190C1 |
| Логический анализатор | 1985 |
|
SU1357958A1 |
| СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ ДОПУСТИМОГО СБЛИЖЕНИЯ ДВУХ ТРАНСПОРТНЫХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033359C1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОРЕЗОМ СЛИТКА, содержащее систему пореза слитка, датчик текущей длины слитка, блок счетчиков, дешифратор, блок цифровых индикаторов, задатчик длины, отличающееся тем, что, с целью повьшения точности измерения длины слитка и увеличения выхода годного металла, в него введены формирователь тактов, буферный регистр, блок умножения,оперативный регистр, анализатор кода, блок деления, датчик контрольной длины, задатчик контрольной длины и задатчлк температурного расширения. причем выход датчика текущей длины соединен с входом формирователя тактов и входом блока счетчиков, другой вход которого соединен с системой пореза слитка, а его выход соединен с блоком деления, два других входа которого соединены с датчиком контрольной длины и задатчиком контрольной длины, а выход соединен с блоком умножения, другие входы которого соединены с блоком счетчиков, формиро.вателем тактов и задатчиком температурного расширения, а выход соединен с входом буферного регистра, другие входы которого соединены с выходом формирователя тактов и системой поре- р ш (Л за слитка, а также с входом оперативного регистра, два других входа которого соединены с формирователем тактов и системой пореза слитка, а его выход соединен с входом анализатора кода, два других входа которого соединены с формирователем тактов и системой пореза слитка, а его выход соединен с входом анализатора кода, два других входа которого соединены с выходом задатчика длины и формирователя тактов, а выход соединен с входом системы пореза слитка, кроме того, выход оперативного регистра соединен с входом дешифратора, выход которого соединен с входом блока цифровых индиклторов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бойченко М.С | |||
| и др | |||
| Непрерывная разливка стали, М., Металлургия, 1961, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Марголин Ш.М., Карлик В.А | |||
| Электрооборудование и автоматизация установок непрерывной разливки стали | |||
| М., 1969, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
