Изобретение относится к системам автоматического измерения и может быть использовано для измерения длины полосы или слитка в черной и цветной металлургии, в частности для измерения длины слитка на машинах непрерывного литья заготовок.
Цель изобретения - увеличение выхода годного металла за счет повышения точности измерения длины слитка.
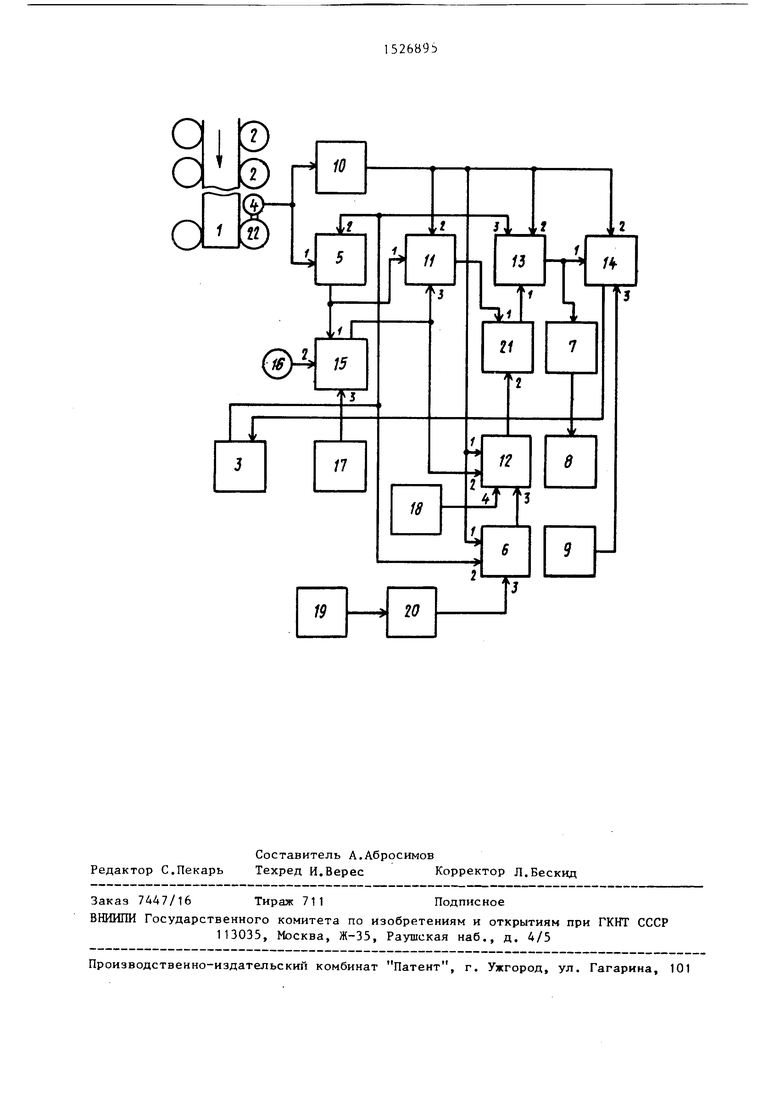
На чертеже приведена блок-схема устройства автоматического управления порезом слитка.
На чертеже представлены слиток 1, направляющие валки 2, система 3 пореза слитка, датчик 4 текущей длины, блоки 5 и 6 счетчиков, дешифратор 7, блок 8 цифровых индикаторов, задат- чик 9 длины слитка, формирователь 10 тактов, блоки 11 и 12 умножения, оперативный регистр 13, анализатор 14 кода, блок 13 деления, датчик 16 контрольной длины, задатчик 17 контрольной длины, задатчик 18 коэффициента температурного расширения, датчик 19 температуры слитка, управляемьй генератор 20, блок 21 вычитания, мерительный валок 22, причем выход датчика А текущей длины соединен с входом формирователя 10 тактов и с первым входом блока 5 счетчиков, выход которого соединен с первым входом блока 15 деления и с первым входом блока 11 умножения, выход которого соединен с первым входом блока 21 вычитания, выход которого соединен с первым входом оперативного регистра 13, выход которого соединен с первым входом анализатора 14 кода, выход которого подключен к входу системы 3 пореза слитка, выход формирователя 10 такта соединен с вторыми входами блока 11 умножения, оперативного регистра 13, анализатора 14 кода и с первыми входами блока 6 счетчиков и блока 12 умножения, третий вход блока 11 умножения и второй вход блока 12 умножения соединены с выходом блока 15 деления, второй и входы которого соединены соответственно с выходами датчика 16 контрольной длины и задатчика 17 контрольной длины,выход системы 3 пореза слитка соединен с третьим входом оперативного регистра 13 и с вторыми входами блоков 5 и 6 счетчиков, выход датчика 19 Tej пературы слитка соединен с входом управляемого генератора 20, выход которого соединен с третьим входом блока 6 счетчиков, выход которого соединен с третьим входом блока 12 умножения, выход которого соединен с вторым входом блока 21 вычитания, выход задатчика 18 коэффициента температурного расширения соединен с четвертым входом блока 12 умножения, выход задатчика 9 длины слитка соединен с третьим входом анализатора 14 кода. Выход оперативного регистра 13 соединен с входом дешифратора 7, выход которого соединен с входом блока 8 цифровых индикаторов.
Устройство работает следующим образом.
Перед разливкой на задатчике 9 длины слитка выставляют величину необходимой длины заготовки, на задатчике 17 контрольной длины - значение расстояния от исходного положения системы 3 пореза слитка до датчика 16 контродь- ной длины, а на задатчике 18 - величину коэффициента линейного расщире- ния для разливаемой марки стали. После начала разливки слиток 1, двигаясь по направляющим валкам 2, приводит во вращение мерительный валок 22, на валу которого находится датчик 4 текущей длины, преобразующий линейную длину слитка в пропорциональное количество импульсов. Импульсы с датчика 4 текущей длины поступают на вход блока 5 счетчиков и на вход формирователя 10 тактов, который при поступлении каждого импульса с датчика 4 текущей длины формирует импульс фиксированной длительности. При отрезании головной части слитка с системы 3 пореза .слитка выдается команда на сброс блоков 5 и 6 счетчиков и оперативного регистра 13 в нулевое состояние.
Датчик 16 контрольной длины при подходе к нему переднего торца слитка выдает сигнал в блок 16 деления, в котором производится вычисление масштабирующего коэффициента
35
К
п
0
5
0
5
L. п , где К, - масштабирующий коэффициент; расстояние от исходного положения системы 3 пореза слитка до датчика 16 контрольной длины;
количество импульсов, накопленное в блоке 7 счетчиков, запоминается его значение и выдается на вход блока 11 умножения.
На другой вход блока 11 умножения поступает информация с блока 5 счетчиков . По тактовому импульсу с формирователя 10 тактов в блоке 11 умножения производится вычисление значения текущей длины горячего слитка
L К, . п, где L - значение длины горячего
слиткаV
- количество импульсов, накопленное в блоке 7 Счетчиков.
п
Сигнал с датчика 19 температуры слитка поступает на управляемьй генератор 20, частота которого пропорциональна температуре, например
f Т Ю Гц,
где Т - температура поверхности слитка
f - частота управляемого генератора 20.
Тогда, при длительности импульсов, поступающих с выхода формирователя 10 тактов, равной, например , количество импульсов, поступающих с выход управляемого генератора 20 на вход блока 6 счетчиков за счет длительности импульса формирователя 10 тактов, будет численно равно температуре поверхности слитка в точке движущегося слитка, на которую в данный момент времени свизирован датчик 19 температуры слитка. Импульсы с выхода формирователя 10 тактов поступают на вход разрешения счетчика блока 6 счетчиков причем количество импульсов равно количеству импульсов, поступивших с датчика 4 текущей длины. В этом случае за время поступления в датчик 4 текущей длины п импульсов в блоке 6 счетчиков накопится значение, равное п Т, которое поступает на вход блока 12 умножения,на другие входы которого поступает информация с блока 15 деления и с задатчика 18 коэффициента температурного расщирения.По тактовому импульсу с формирователя 10 тактов в блоке 12 умножения рассчитывается величина температурной усадки слитка при остывании
L,, n-K,.,
где L,, - величина температурной усадки слитка;
а - коэффициент линейного расширения для разливаемой марки стали, .
запоминается это значение и выдается на вход блока 21 вычитания.
На другой вход блока 21 вычитания
5
0
оперативного регистра 13 поступает на вход анализатора 1А кода, где по тактовому импульсу с формирователя 10 тактов происходит сравнение кодов оперативного регистра 13 и задатчика 9 длины слитка. При значении кода оперативного регистра 13 Больше или Равно значению кода с задатчика 9 длины слитка анализатор 14 кода формирует дискретный сигнал, управляющий системой 3 пореза слитка.Система 3 пореза слитка начинает рез и выдает команду на сброс блоков 5 и 6 счетчиков и оперативного регистра 13 в нулевое состояние. Начинается новый цикл измерения.
Использование изобретения позволяет повысить точность измерения длины слитка за счет учета неравномерности распределения температуры вдоль слитка и снизить вероятность повышения допустимой погрешности отрезаемой длины слитка, вследствие чего по- 5 вышается выход годного металла.
Устройство может быть реализовано на следующих блоках. В качестве датчика 4 текущей длины может быть использован датчик ПДФ 3, Блоки 5 и 6
0 счетчиков, формирователь 10 тактов, оперативный регистр 13 и анализатор 14 кода могут быть выполнены на микросхемах серии К155. Дешифратор 7 может быть выполнен на микросхемах
c серии К514. Блок 8 цифровых индикаторов может быть выполнен на светодиодных матрицах АЛС 321. В качестве блоков 11 и 12 умножения, блока 15 деления, задатчиков 17 и 18 и блока 21
0 вычитания могут быть использованы со- ответствукяцие блоки модернизированного агрегатного комплекса электрических средств регулирования в микроэлектронном исполнении (АКЭСР-М), а имен5 но в качестве блоков 11 и 12 умножения, блока 15 деления и блока 21 вычитания - блок вычислительных операций типа БВО-П, а в качестве задатчиков 17 и 18 - ручной задатчик типа
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления порезом слитка | 1983 |
|
SU1082552A1 |
| Устройство автоматического управления порезом слитка на машине непрерывной разливки металла | 1987 |
|
SU1574353A1 |
| Анализатор для виброакустической диагностики вращающихся деталей | 1987 |
|
SU1483282A1 |
| Система автоматического контроля параметров процесса круглого шлифования на станке с программным управлением | 1989 |
|
SU1705049A1 |
| МНОГОМЕРНЫЙ СТАТИСТИЧЕСКИЙ АНАЛИЗАТОР УСРЕДНЕННОЙ МОЩНОСТИ НЕСТАЦИОНАРНОЙ НАГРУЗКИ | 1992 |
|
RU2060542C1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для регулирования массовых расходов смешиваемых продуктов | 1988 |
|
SU1695273A1 |
| Устройство для автоматического контроля графика операций | 1984 |
|
SU1295418A1 |
| Устройство кодирования и вычисления синдромов помехоустойчивых кодов для коррекции ошибок во внешней памяти ЭВМ | 1989 |
|
SU1656689A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
Изобретение относится к системам автоматического измерения и может быть использовано для измерения длины полосы или слитка в черной и цветной металлургии, в частности для измерения длины слитка на машинах непрерывного литья заготовок. Цель изобретения - увеличение выхода годного металла за счет повышения точности измерения длины слитка. Сущность устройства состоит в том, что оно содержит систему пореза слитка, датчик текущей длины, два блока счетчиков, дешифратор, блок цифровых индикаторов, задатчик длины слитка, формирователь тактов, два блока умножения, оперативный регистр, анализатор кода, блок деления, датчик контрольной длины, задатчик контрольной длины, задатчик коэффициента температурного расширения, датчик температуры слитка, управляемый генератор и блок вычитания. При этом производится измерение температуры слитка, сравнивается величина текущей и контрольной длины слитка и с учетом коэффициента температурного расширения определяется величина температурной усадки, вычитанием значения длины горячего слитка и величины температурной усадки вычисляется истинная длина слитка. Устройство позволяет учитывать неравномерность распределения температуры вдоль слитка и, соответственно, неравномерность его температурного расширения, что обеспечивает необходимую точность измерения длины слитка. 1 ил.
поступает информация с блока 11 умно- 50 РЗД-12. В качестве задатчика 9 может
жения. В блоке 21 вычитания вычисляется истинная длина слитка
L«c. L ,, - K,-h - К,.п-о(Т
L у К,-п - К и вычисленное значение записывается в оперативный регистр 13, с выхода которого информация поступает через деншфратор 7 на блок 8 цифровых индикаторов. Кроме того, информация с
быть использован программный переключатель типа ПП10, В качестве датчика 16 контрольной длины может быть использован бесконтактный конечный вы- 55 ключатель типа КВД-25. В качестве датчика 19 температуры слитка может быть использован пирометр спектрального отношения Спектропир 10. В качестве управляемого генератора 20 мсЯгет
использоваться блок преобразования напряжения постоянного тока в частотный сигнал типа Ф5205 (БППС4) из комплекса аналоговых технических средств управления с переменной структурой (СУТТС) .
Формула изобретения
Устройство автоматического управления порезом слитка, содержащее систему пореза слепка, датчик текущей длины, блок счетчиков, дешифратор,блок цифровых индикаторов, задатчик длины слитка, формирователь тактов, блок умножения, оперативный регистр, анализатор кода, блок деления, датчик контрольной длины, задатчик контрольной длины и задатчик коэффициента тем пературного расширения, отличающееся -тем, что, с целью увеличения выхода годного металла за счет повышения точности измерения длины слитка, оно снабжено вторым блоком счетчиков, вторым блоком умножения, датчиком температуры слитка, управляемым генератором и блоком вычитания, причем выход датчика текущей длины соединен с входом формирователя такто и с первым входом первого блока счетчиков, выход которого соединен с йервым входом блока деления и с первым входом первого блока умножения, выход которого соединен с первым входом блока вычитания, выход которого соединен с первым входом оперативно
0
п 5 JQ
35
го регистра, выход которого соединен с первым входом анализатора кода,выход которого подсоединен к входу системы пореза слитка, выход формирователя тактов соединен с вторыми входами первого блока умножения, оперативного регистра, анализатора кода и с первыми входами второго блока счетчиков и второго блока умножения, третий вход первого блока умножения и второй вход второго блока умножения соединены с выходом блока деления, второй и третий входы которого соединены соответственно с выходами датчика контрольной длины и за- датчика контрольной длины, выход системы пореза слитка соединен с третьим входом оперативного регистра и вторыми входами первого и второго блоков счетчиков, выход датчика температуры слитка соединен с входом управляемо- то генератора, выход которого соединен с третьим входом второго блока счетчиков, выход которого соединен с третьим входом второго блока -умножения, выход которого соединен с вторым входом блока вычитания, выход задатчи- ка коэффициента температурного расширения соединен с четвертым входом второго блока умножения, выход задат- чика длины слитка соединен с третьим входом анализатора кода, кроме того, выход оперативного регистра соединен с входом дешифратора,выход которого соединен с входом блока цифровых индикаторов.
| Марголин Ш.М., Карлик В.А | |||
| Электрооборудование и автоматизация установок непрерывной разливки стали | |||
| М., 1969, с.165-167 | |||
| Авторское свидетельство СССР ,№ , кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
