Изобретение относится к сварочно му производству, в частности к флюсам для сварки преимущественно в ср де инертных газов неплавяющимся эле тродом магниевых сплавов, содержащих иттрий. Известно применение для сварки магниевых сплавов флюсов на основе фторидов Ьтелочных и щелочноземельны металлов Щ . В указанном источнике предлагает ся для сварки магниевых сплавов использовать флюс, содержащий, мас.% 5-15 Фторид кальция 31-35 Фторид, стронция 18-19 Фторид лития 24-26 Фторид магния Фторид алюминия Титан Однако этот флюс не позволяет п лучать качественные сварные соедин ния магний-иттриевых сплавов. Свар .ной шов содержит окисные включения поры и имеет неудовлетВЪрительное формирование. Известен флюс для сварки магний дитиевых сплавов 2 , принятый в. качестве прототипа и базового объекта, содержащий,мае.%: Фторид лития26-29 Фторид магния26-29 Фторид кальция 21-24 Фторид алюминия . 11-14 Фторид редкоземельного элемента4-6 Титан Остальное Этот флюс также н.е обеспечивает требуемого качества сварных соедине ний из магний-иттриевнх сплавов. Так как в металле сварного шва содержатся окисные .включения и также наблюдается неудовлетворительное формирование проплава. Цель изобретения - повышение качества сварных соединений при сварке магний-иттриевых сплавов. Поставленная цель достигается тем, что флюс для сварки магниевых сплавов неплавящимся электродом в среде инертных газов, содержащий фторид лития, фторид магния, фторид алюминия, и фторид редкоземельного металла, дополнительно содержит фторид бария, фторид никеля и оксид ниобия при следующем соотношении компонентов,мае.%: Фторид магния8,3-9,4 Фторид бария19,8-22,0 Фторид алюминия8,8-9,9 Фторид РЗМ5,8-6,5 Фторид никеля3,0-5 ,0 Оксид ниобия1,5-3,0 Фторид литияОстальное Выбор компонентов предлагаемого флюса.производился на основании существующей cxeivEj действия очищающих флюсов. Работоспособность таких флюсов достигается при обеспечении следующих физико-химических свойств метапло-оксидно-солевых систем. Флюс должен содержать химически инертную по отношению к свариваемому металлу легкоплавкую составлякяцую, которая представляет собой среду для прохождения необходимых реакций должен содержать компоненты, взаимодействующие с оксидной пленкой на поверхности металла; должен хорошо смачивать поверхность металла и оксидной пленки. Кроме того, флюс и продукты его взаимодействия не должны снижать коррозионной стойкости сварных .соединений. Наиболее полно этим требованиям удовлетворяют фторидно-оксидные системы. Поскольку инертная .составляющая флюсов должна иметь температуру плавления не выше температуры плавления свариваемого металла, индивидуальные фториды имеют температуру плавления, как правило, выше 1000°С, а температуры плавления большинства магниевых сплавов находятся в пределах 550-650с, в качестве инертной составляющей флюса использовались многокомпонентные композиции, в которых можно получить достаточно низкую температуру плавления. На основании термодинамического анализа возможных обменных реакций металл-фторид (где металл - M,v)/ выбран РЯД фторидов, инертных к основным компонентам Mtf -Y сплавов. К ним относятся фториды щелочных, щелочноземельных, редкоземельных металлов, А1 и У.. Из щелочных фторидов приемлем в качестве компонента флюса лишь фторид лития. Фторид натрия повышает поверхностное натяжение фторидных расплавов, фториды К,Rb , Cs гигроскопичны и снижают коррозионную стойкость сварных соединений. Из щелочноземельных фторидов не ухудшают поверхностных свойств расплавов фторидаа Mg и На. Из фторидов. РЗМ наименее дефицитен CeFj, который, кроме того, способствует высокой раст- воримости У Oj (компонента оксидной пленки на поверхности Mg-У сплавов) во вторидных расплавах и повышает защиту корня сварного шва от окисления. Таким образом, основными компонентами флюса для сварки Mg-y сплавов избраны фториды Li , На, Mg, Al и Се; Именно в этой системе и производился поиск легкоплавкой составляющей ОФ. . Фторид никеля является химически активным по отношению к У и Mtf, а кроме того, обладая ярко вырахгенной ковалентной связью, несовместим с вышеприведенной системой. Этоткомпонент обеспечивает активное разрушение оксидных пленок на поверхности Mrf-y сплавов. . Оксид ниобия снижает краевые угл смачивания ОФ на сплавах. При сварке магний-иттриевых сплавов фто рид бария показал значительно лучшие результаты по сравнению с фтори дом кальция. Это-, вероятно, связано с более высокой поверхностной актив ностью фторида бария, что в значительной мере определяет работоспосо ность флюсов при сварке химически:: активных металлов и их сплавов. Фто рид бария, имея объемные катионы, и обладая способностью образовывать комплексные группировки с фторидами и оксидами металлов, снижает поверх ностное натяжение фторидных расплавов . Система Li , М, Ва, А1, Ce//f исследовалась с использованием двух ступенчатого метода математического планирования экспериментов. Указанные выше соотношения компонентов отвечают локальному минимуму на диаграмме состояния с температурой ликвидус 590i . Изменение содержания компонентов системы на вел чины большие ведет к значительному вышению температуры плавления систе мы, что существенно .снижает эффекти ность действия флюса. Снижение эффе тивности выражается в снижении стабильности результатов сварочных экспериментов по содержанию окисных включений в металле сварного шва (при изменении содержания компонентов флюса на 1,5-2 мас.% 20-40% сва ных швов имеют дефекты формирования При большом (5-10 мас.%) изменеНИИ содержания компонентов флюса практически все сварные швы имеют дефекты формирования. Пятиокись ниобия является межфазн активным компонентом и обеспечивает растекание расплавленного флюса по п верхности сплава. Флюс имеет низкоплавкую () инертную составляющу фториды лития, магния,бария и алюминия, а также активную по отношению к оксидным пленкам на сплаве составляющую, состоящую из фторида церия (активный по отношению к пленке оксида магния по реакции Mg0+CeF,- MgF2 +СвОТ- . 14 ккал/моль . и фторида никеля (активного по отношению к оксиднойпленке иттрия), Y2.0; + NiFz- 2yor+HiO -uQsoo 27 ккал/моль . Y204+3NiP2. О -uQeod 10 ккал/моль Соединение СеОР (оксифторид церия) образуется при взаимодействии фторида церия с оксидами в условиях дефицита, кислорода. Кроме того, эго соединение может образовываться при соединении фторида церия с его оксидбм или при высокотемпературном окислении церия. В таблице АэТМ имеются рентгенографические характеристики этого соединейия. СеОГ образуется при растворении MgD во фторидных расплавах. Примеры выполнения изобретения и результаты испытаний представлены в таблице. Сварку проводили при скорости сварки 18 м/ч сварочным током 100- . 120 А. Толщина свариваемых пластин 2-3 мм, зазор 0,5-0,6 мм; металлпластин ВМД-10-1, I Заметный переход компонентов флюica и продуктов его взаимодействия с оксидными пленками в металл сва ного шва не наблюдается. Подтверждением этого являются результаты микрорентгеноспектрального анализа сварных швов и результаты коррозионных |испытаний сварных соединений. Отличий в механических, коррозионных ;свойствах сварных соединений и со- . |ставе металла сварных швов, получаемых с применением флюсов и без них, , He отмечено. Результаты испытаний (таблица) HOjвого флюса и флюса принятого в качест- ве базового объекта# свидетельствуют о большей эффективности предлагаемого флюса. Технические преимущества предлагаемого флюса определяли по качеству. металла сварного шва (% содержания оксидных пленок от длины шва) и качеству формирования проплава (по пятибалльной системе). Расчет производили следующим образом: , . Р 35 . ос . рЬ- о- 5/ где;Р - % содержания оксидных пленок от длины сварного шва базового объекта; Р, - содержания оксидных пленок от длины сварного шва предлагаемого флюса, ,2 - -It- - 4 - 2 1 - --т- - - л. де;Pi - качество формирования проплава предлагаемого 2 флюса; Pj - качество формирования проплава базового объекта. Технический уровень нового флюса выше, чем у известного, т.к. q 1 и q 1.
Таким (Увразом, предлагаемый флюс обеспечивает повышение качества сварных соединений магний-иттриевых сплавов и производительности процесса их изготовления за счет снижения брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Флюс для сварки легких сплавов | 1989 |
|
SU1648701A1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для защиты корня шва при дуговой сварке | 1984 |
|
SU1192932A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1989 |
|
SU1692793A1 |
| Флюс для сварки | 1978 |
|
SU712222A1 |
| Флюс для дуговой сварки неплавящимся электродом | 1986 |
|
SU1445055A1 |
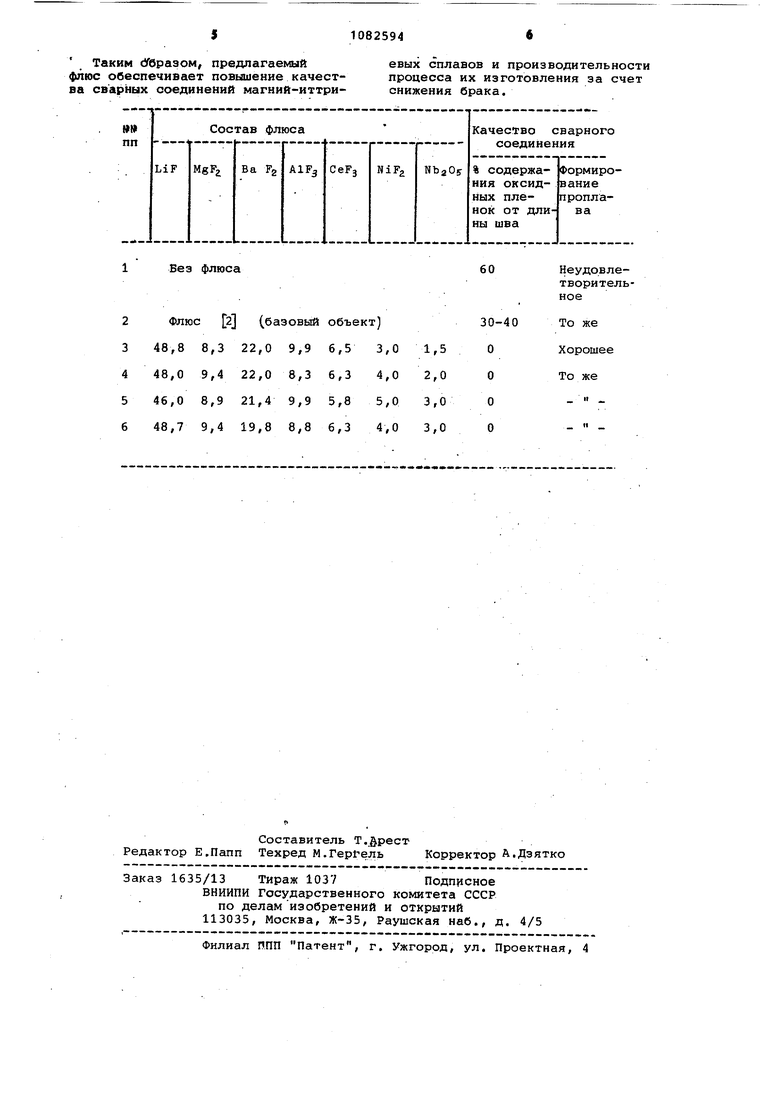
1. ФЛЮС ДЛЯ СВАРКИ МАГНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНЫХ ГАЗОВ, содержащий фторид лития, фторид магния, фторид алюминия и фторид редкоземельного металла, отличающийся тем. что, с целью повышения качества сварных соединений при сварке магний-иттриевых сплавов, флюс дополнительнр содержит фторид бария, фторид никеля и оксид ниобия при следующем соотнсяиении компонентов, мае. %: ,8,3-9 И Фторид магния 19,8-22,0 Фторид бария 8,8-9,9 Фторид алюминия Фторид редкоземель5,8-6,5 ного металла .Фторид никеля 3,0-5,0 1,5-3,0 Оксид ниобия Фторид лития Остальное 2. Флюс по П.1, отличающийся тем, что в качестве фториг .да редкоземельного металла он содер(Л :жит фторид церия.
Без флюса60
Флюс 2 (базовый объект)30-40
48,8 8,3 22,0 9,9 6,5 3,01,5 О
48,0 9,4 22,0 8,3 6,3 4,02,0 О
46,0 8,9 21,4 9,9 5,8 5,03,0 О
48,7 9,4 19,8 8,8 6,3 4,03,0 О
Неудовлетворительное
То же Хорошее То же
и II
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочный флюс | 1974 |
|
SU496139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Флюс для сварки | 1978 |
|
SU712222A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
