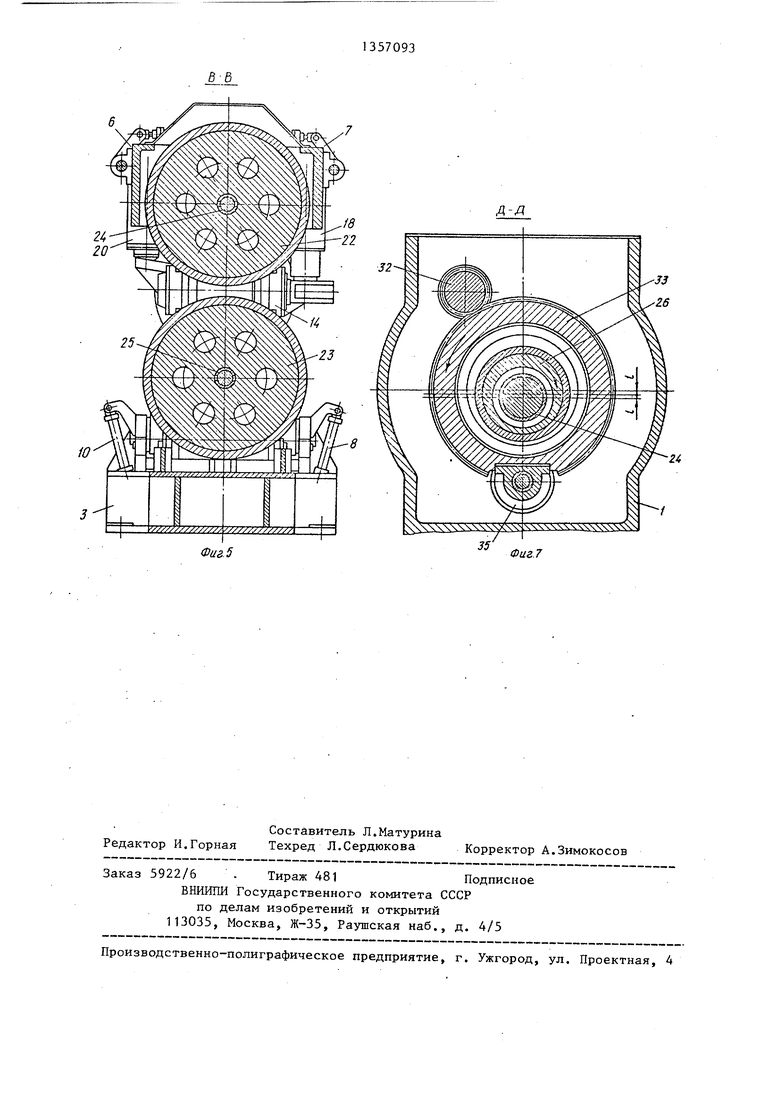
размещены во внутренних эксцентриковых втулках 26. Наружная эксцентриковая втулка 28 каждого диска размещена в расточках корпуса и через ведомое колесо 33 соединена с ведущей шестерней 32. В корпусе размещено .неподвижное зубчатое колесо 34. На ведомом колесе расположена ось сателлита 35, входящего в зацепление с неподвижным зубча тым колесом, и сателлита 36, входящего в зацепление с ведомым зубчатым колесом 37, соеди1
Изобретение относится к трубопрокатному производству, а именно к конструкции клети стана поперечно-винтовой прокатки, может быть использовано в прошивных станах с направляющими дисками, например приводными и неприводными, обеспечивая стабильность ,и точность настройки калибра стана за счет постоянства и прямолинейности траектории перемещения направляющих дисков, а также высокую жесткость калибра по направляющим дискам, и является усовершенствованием клети по авт. св. № 1315046. I ..
Цель изобретения - повьшаение точности настройки калибра.
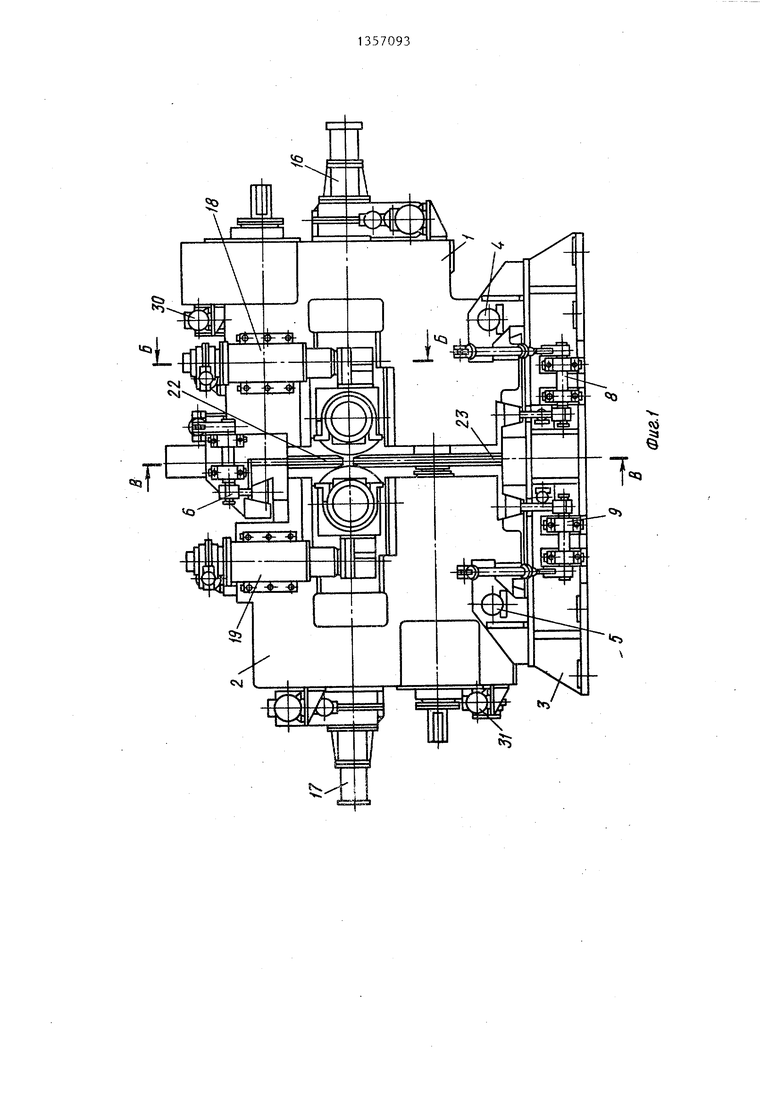
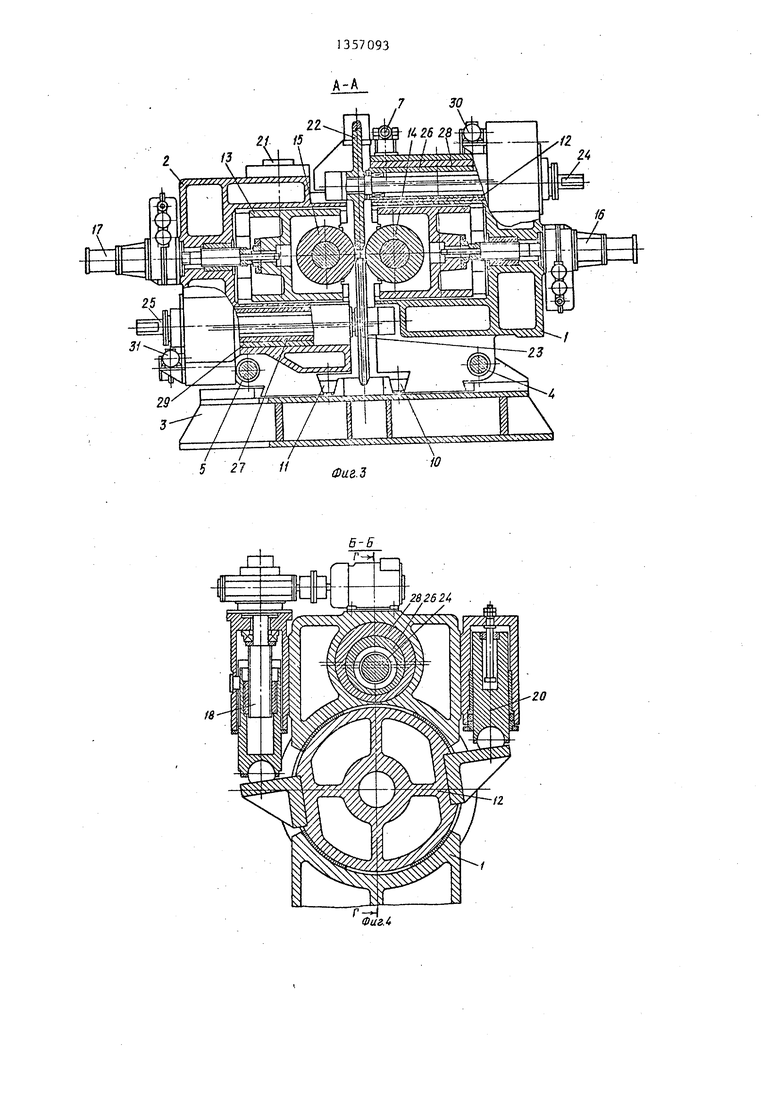
На фиг. 1 изображена клеть стана поперечно-винтовой прокатки с направляющими дисками, общий вид; на фиг.2 то же, вид сбокуi на фиг. 3 - разрез А-А на фиг. 2; на фиг.4-разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг. 1; на фиг.6 - разрез Г-Г на фиг.4i на фиг, 7 - разрез Д-Д на фиг. 6.
Клеть стана поперечно-винтовой прокатки содержит станину, состоящую из разъемных корпусов 1 и 2, прикрепленных к плитовине 3 осями 4 и 5 и соединенных между собой клиновыми- устройствами 6 и 7. Выбор зазоров в станине осуществляется клиновыми устройствами 8-11. В корпусах размещены барабаны 12 и 13 с рабочими валками 14 и 15. Установка технологических параметров клети осуществляется механизмами 16 и 17 перемещения барабанов винтовыми упорами 18 и 19 и гидненным с внутренней эксцентриковой втулкой. Эксцентриковые втулки имеют одинаковые по величине эксцентриситеты. Передаточные отношения между неподвижным зубчатым колесом 34 и сателлитом 35 в два раза больше передаточного отношения между ведомым зубчатым колесом 37 и сателлитом 36. Разворот эксцентриковых втулок на одинаковые углы в разные стороны позволяет быстро и точно настроить их на калибр. 7 ил.
роцилиндрами 20 и 21. Направляющие диски 22 и 23 установлены на валах 24 и 25, подшипниковые опоры которых размещены во внутренних эксцентриковых втулках 26 и 27. Наружные эксцентриковые втулки 28 и 29 размещены в расточках корпусов, в которьпс установлены также механизмы 30 и 31 ус0 тановки направляюш их дисков, каждый из которых содержит ведущую шестерню 32, ведомое колесо 33, соединенное с наружной эксцентриковой втулкой и неподвижное зубчатое колесо 34, раз5 мещенное на корпусе. На ведомом колесе 33 размещена ось сателлита 35, входящего в зацепление с неподвижным зубчатым колесом, и сателлита 36,входящего в зацепление с ведомым зубча0 тым колесом 37, соединенным с внутренней эксцентриковой втулкой. Эксцентриковые втулки имеют одинаковые по величине эксцентриситеты, а передаточное отношение между неподвижным
5 зуЗчатым колесом 34 и первым сателлитом 35 равно удвоенному передаточному отношению между зубчатым колесом 37, соединенным с внутренней эксцентриковой втулкой 26 и вторым сател0 литом 36.
Установка заданных параметров калибра осуществляется механизмами 16 и 17 перемещения барабанов. Установка углов подачи осуществляется 5 совместным перемещением винтовых упоров и гидроцилиндров попарно (18 и 20 или 19 и 21) известными способами. При перевалке клети корпуса 1 и 2
разворачиваются на 90° вокруг осей 4 и 5. Смена барабанов 12 и 13 с рабочими валками 14 и 15 и направляющих дисков 22 и 23 осуществляется при откинутых корпусах 1 и 2 известными способами. Настройка на заданный калибр направляющих дисков осуществляется разворотом внутренней эксцентриковой втулки 26 и наружной эксцентриковой втулки 28 на одинаковые углы в противоположных направлениях относительно корпуса станины с помощью электромеханического механизма. При этом осуществляется строго прямолинейное перемещение направляющего диска в вертикальной плоскости.
Механизм установки направляющего диска работает следующим образом.
Ведущая шестерня 32 разворачивает
наружную эксцентриковую втулку 28 че-20 леса 37 и соединенной с ним внутрен- рез соединенное с ней ведомое колесо 33 на заданный угол разворота. Сателлит 35, размещенный на ведомом колесе 33, обкатывается по неподвижному зубчатому колесу 34, вращая сателлит 5 36. Последний поворачивает внутреннюю эксцентриковую втулку 26 через соединенное с ней ведомое колесо 37 на угол, равный по величине и противоней эксцентриковой втулки 26 относительно корпуса станины составляет
4, (f, -Cf if, - 2q, -c,.
Предлагаемая рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет обеспечить высокую стабильность и точность настройки калибра за счет строго пряположный по направлению углу разворо-30 молинейного перемещения направляющих
та наружного эксцентрикового вала. Равенство углов разворота эксцентриковых втулок относительно корпуса станины обеспечивается соблюдением условия
и, 2 и,, где и - передаточное отношение между неподвижным зубчатым ко- .
лесом 34 и первым сателли 40 Формула изобретения том 35;
и. - передаточное отношение между зубчатым колесом 37, соединенным с внутренней эксцентриковой втулкой, и. вторым сателлитом 36.
Клеть стана поперечно-винтовой прокатки по авт. св. № 1315046, о
т45
целью повьшения точности настройки калибра, она снабжена парой зубчатых колес, соединенных с наружной и внутренней эксцентриковыми втулками, неподвижным зубчатым колесом и двумя
Пример, Из силового расчета механизма разворота эксцентриковых втулок получают следующие параметры зубчатых зацеплений: зубчатое колесо 34 - Z,. 160, сателлит 35 - Z,f 40, зубчатое колесо 37 - Z,7 160.
Таким образом, передаточное отГУ
и 4. Исходя из усношениеловия и
2
Jj, получают
и Я1.
Uj 2
что дает параметры сателлита Z,T
36
и.
80.
Поворачивая зубчатое колесо, соединенное с наружной эксцентриковой втулкой 28 на некоторый заданный угол qij относительно корпуса станины производят обкатку сателлита 35 по неподвижному зубчатому- колесу 34. При этом сателлит 35 разворачивается на угол Ц) и,- Ч 1 разворачивает на такой же угол сателлит 36. В свою очередь последний разворачивает зубчатое колесо 37 и соединенную с ним внутреннюю эксцентриковую
со - - i и 2 2 Cf, относительно зубчатого колеса. При этом угол разворота зубчатого ковтулку 26 на угол
леса 37 и соединенной с ним внутрен-
ней эксцентриковой втулки 26 относительно корпуса станины составляет
4, (f, -Cf if, - 2q, -c,.
Предлагаемая рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет обеспечить высокую стабильность и точность настройки калибра за счет строго пря
дисков в плоскости пережима рабочих валков, а также упростить конструкцию рабочей клети за счет исключения сложных систем синхронизации индивидуальных приводов разворота эксцентриковых втулок и обеспечить повышение качества изделий и снижение брака на 0,1%.
Клеть стана поперечно-винтовой прокатки по авт. св. № 1315046, о
т
целью повьшения точности настройки калибра, она снабжена парой зубчатых колес, соединенных с наружной и внутренней эксцентриковыми втулками, неподвижным зубчатым колесом и двумя
сателлитами, размещенными на зубчатом колесе, соединенном с наружной эксцентриковой втулкойj при этом передаточное отношение между неподвижным зубчатым колесом и одним сателлитом равно удвоенной величине передаточного отношения между зубчатым колесом, соединенным с внутренней эксцентриковой втулкой и другим сателлитом.
So
«D
фиг. 2
Фи&.З
24

| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| Клеть редукционно-калибровочного стана | 1982 |
|
SU1065046A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| РЕДУКТОР С ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ | 1995 |
|
RU2123627C1 |

Изобретение относится к области трубопрокатного производства и касается клетей стана поперечно-винтовой прокатки, являясь усовершенствованием авт. св. № 1315046. Цель изобретения- повьшение точности настройки калибра. Предлагаемая клеть содержит станину, состоящую из разъемных корпусов 1 в которых размещены барабаны с рабочими валками. Направляющие диски опорами JJ Г-Г (Л 14)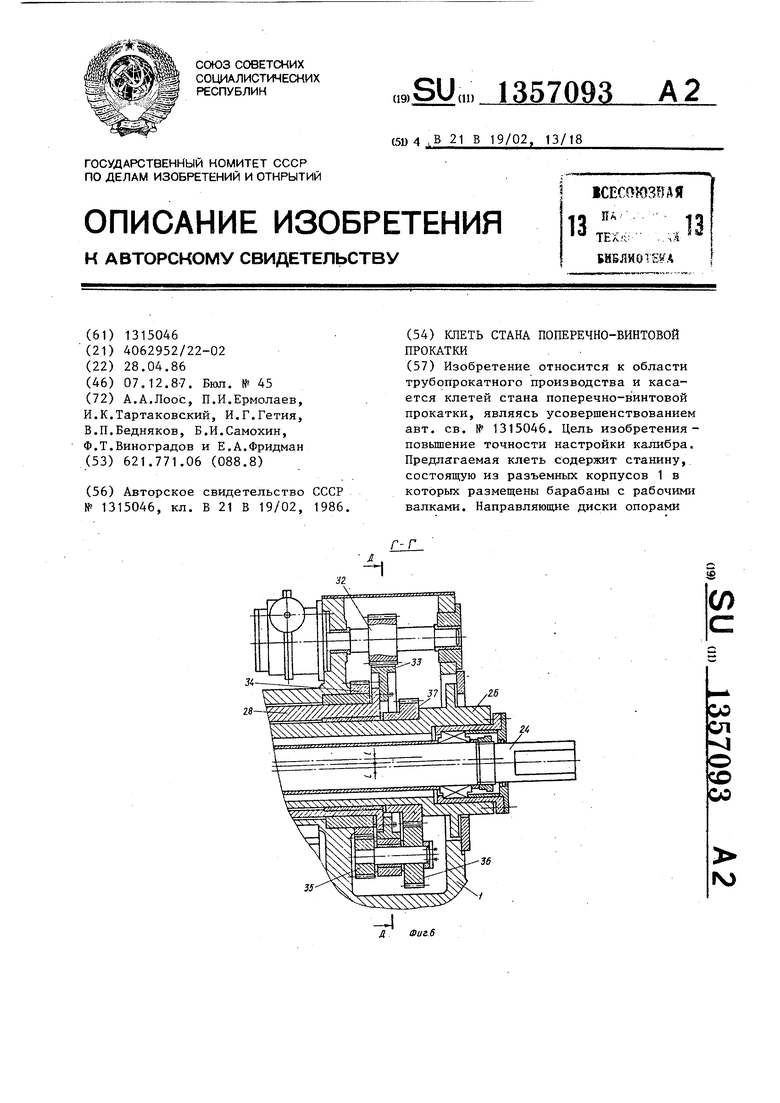
-20
ФигФаг.7
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
