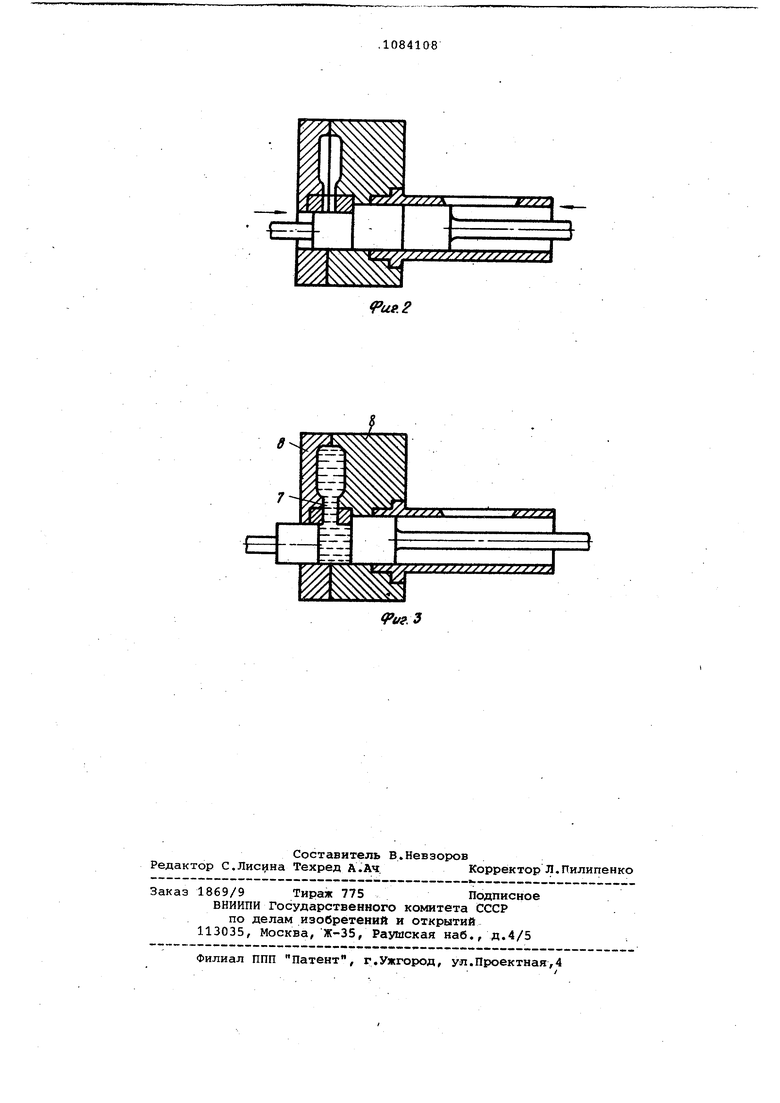
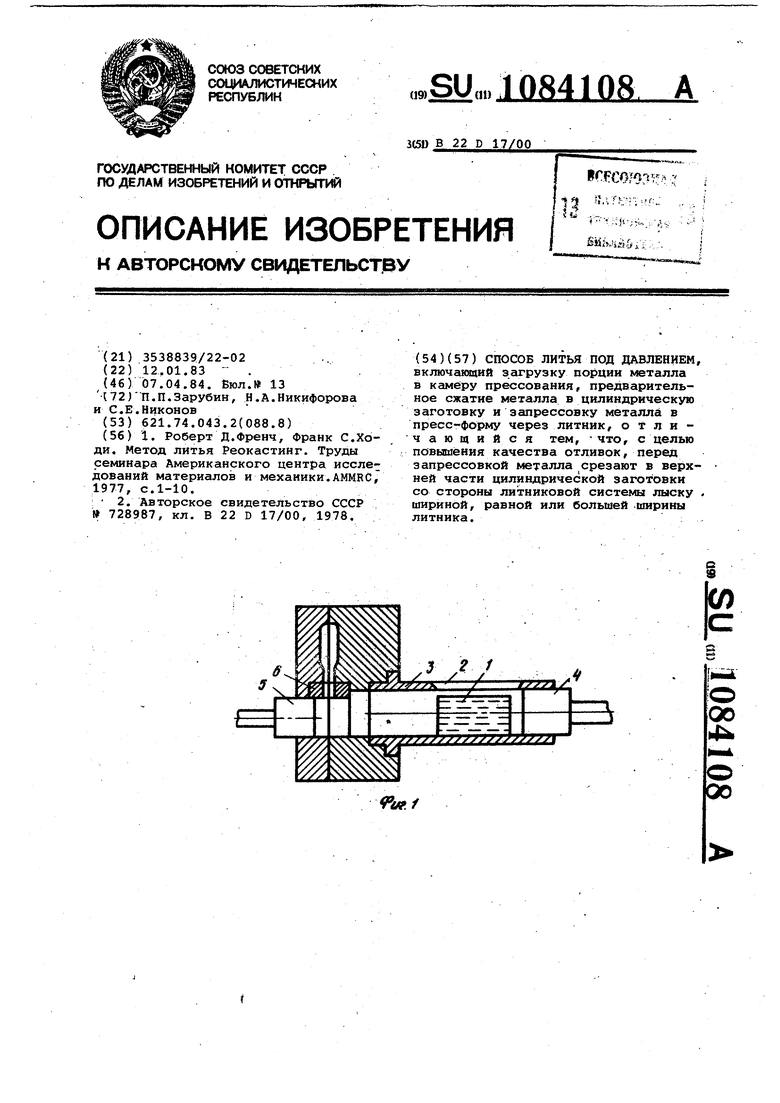
Лй/ Изобретение относится к литейном производству и может быть использовано для литья под давлением химичес} и активных металлов и сплавов, например легированных сталей, титан и его сплавов. Известен способ литья под давлением, включающий плавку порции мета ла в индукционной печи, охлаждение перемешивание металла в кристаллиза торе, где он переходит в твердожидкое состояние, загрузку порции металла в камеру прессования и запрес совку металла в пресс-форму (l , Недостатком этого способа являет ся то, «JTo при загрузке порции металла в камеру прессования происходит взаимодействие его поверхности атмосферой и продуктами смазки и об разование затвердевшей корочки. При запрессовке металла в пресс-форму затвердевшая корочка ломается и попадает в отливку, ухудшая ее качест во. Известен также способ литья под давлением, включающий загрузку порции металла в камеру прессования, сбор и предварительное сжатие этой порции в цилиндрическую заготовку, охлаждение и. запрюссовку металла в пресс7Форму 2 . Однако известный способ не предус матривает мероприятий для предотвращения попадания загрязненных и затвердевших поверхностных слоев метал ла в отливку, что снижает ее качество. Цель изобретения - повышение качества отливок.. Цель достигается тем, что согласно способу литья под давлением, вклю чающему загрузку порции металла в камеру прессования, предварительное сжатие металла в цилиндрическую заготовку и зёшрессовку металла в прес форму через литник, перед запрессовкой металла срезают в верхней части цилиндрической заготовки со стороны литниковой системы лыску шириной, равной или большей ширины литника. На фиг.Г показана загрузка. порции металла в камеру прессования; на фиг.2 - конечная стадия сбора и пред варительного сжатия металла в цилиндрическую заготовку; на фиг.З - стадия срезки лыски и запрессовки металла в пресс-форму., Способ литья под давлением осуществляется следующим образом. Порцию металла в виде мерной шихтовой заготовки 1 нагревают до заданHo l температуры в индукционной печи и через окнр 2 загружают в камеру 3 прессования. Затем прессующий поршень 4 перемещает порцию твердожидкого металла до подвижного упора 5. В дальнейшем происходит предварительное сжатие металла в цилиндрическую заготовку диаметром, равным диаметру камеры прессования. После предварительного сжатия металла прессующий поршень ..продолжает перемещать цилиндрическую заголовку и подвижный упор. При этом с Пбмсяцью отсекателя 6 разового пользованияг происходит срезка лыски на заготовке. В момент открытия литникового канёша 7 начинается запрессовка металла в пресс-форму 8. При срезке твдски удаляется часть поверхностного загрязненного и затвердевшего слоя металла, что создает благоприятные условия для заполнения фор1«1 и получения качественных отливок . Пример. Мерная шихтовая заготовка из титанового сплава марки ВТ-6 массой 0,6 кг, диаметром 46 мм и длимой 80 мм после индукционного нагрева до твердожидкого состояния загружсются в камеру прессования вакуумной машины (литье под давлением) модели ВМЛС-25/350. Диаметр камеры прессования 50 ьо1. После перемещения и деформации металла в цилиндрическую заготовку в камере прессования и срезки лыски производится запрессовка металла в пресс-форму. Скорость прессующего поряня 0,4 м/с. Остаточное разрежение 0,03 торр. Время плавки 270 с. Процесс заканчивается извлечением готовой детали из пресс-форффмК , Способ позволяет снизить брак отливок по пористости, поверхностным и внутренним трещинам, а также по несличинам. Экономический эффект от внедрения способа, литья под давлением составляет 22,8 тыс.руб. в год.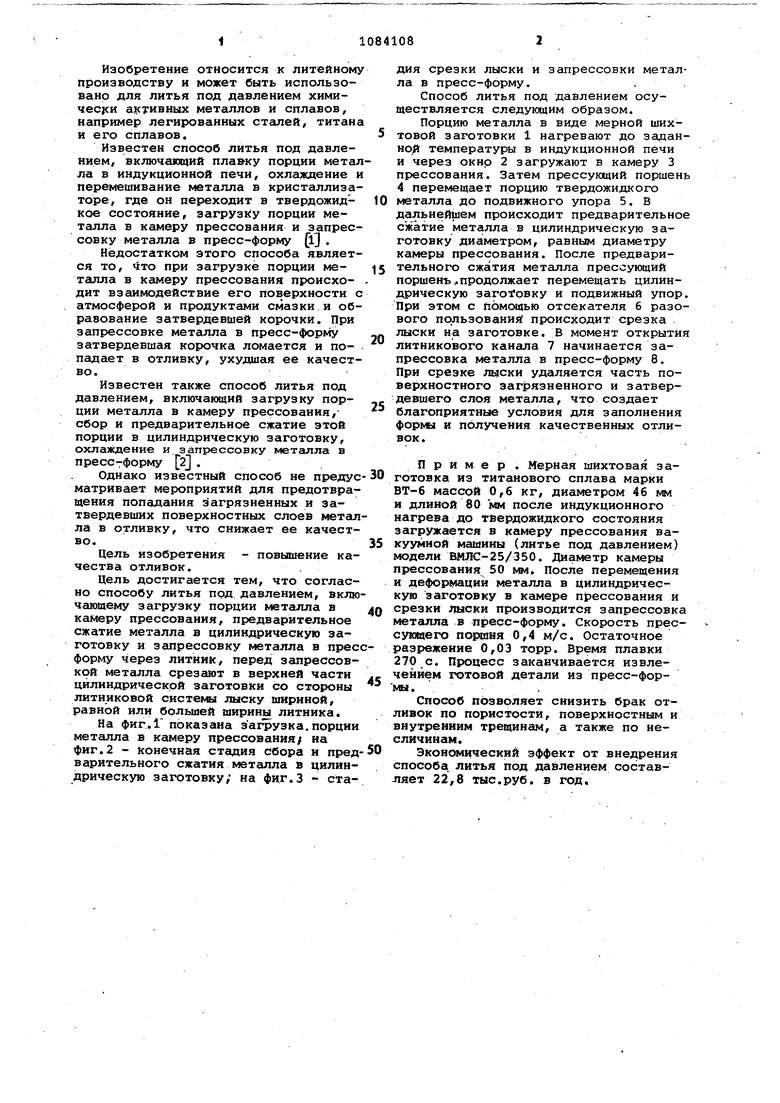
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под давлением | 1977 |
|
SU728986A1 |
| Способ литья под давлением | 1990 |
|
SU1787674A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2338624C2 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Форма литья под давлением | 1983 |
|
SU1097445A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1972 |
|
SU479560A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1997 |
|
RU2137571C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
8
Qu Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Роберт Д.Френч, Франк С.Ходи | |||
| Метод литья Реокастинг | |||
| Труды семинара Американского центра исследований материалов и механики.AMMRС, 1977, с.1-10 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ литья под давлением | 1978 |
|
SU728987A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
