Изобретение относится к литейному производству, а именно к литью под давлением с горизонтальной холодной камерой прессования.
Известен способ литья под давлением, по которому залитую в камеру прессования порцию расплава усилием поршня запрессовывают в полость пресс-формы для последующей кристаллизации.
Недостатком способа является то, что находящиеся в расплаве газы не успевают полностью выйти наружу и частично смешиваются с расплавом. Отливки из такого сплава нельзя термически обрабатывать, т.к. при их нагреве появляются вздутия.
Известен также способ литья под давлением, по которому залитую в камеру прессо- вания порцию расплава перед запрессовкой в пресс-форму предварительно снимают и выдерживают до образования корочки закристаллизовавшегося металла.
Недостатком известного способа является то, что при выдержке сплава в камере прессования удаления находящихся в нем газов затруднено и после образования корочки и запрессовки сплава в пресс-форму газ остается в отливке, что ухудшает ее качество и зачастую приводит к браку. Кроме того, образовавшаяся корочка при запрессовке в пресс-форму может препятствовать заполнению формы расплавом ввиду понижения температуры и снижению жидкотеку- чести, а структура затвердевшего сплава из-за образовавшихся кристаллов разной величины будет неоднородна.
Целью изобретения является повышение качества отливок за счет снижения газонасыщенности и измельчения структуры.
Указанная цель достигается тем, что в известном способе литья под давлением, включающем заливку порции расплава в камеру прессования, сбор ее между поршнем и контр-поршнем, выдержку и последующую запрессовку в пресс-форму, собранную порцию расплава перемещают в зону заливочного окна и во время выдержки осуществляют обработку ультразвуком в течение времени охлаждения расплава до температуры ликвидуса. .
(Л
С
х|
00
VI о
VI
4
Использование предлагаемого решения позволит снизить газонасыщенность сплава и получить однородную мелкозернистую структуру отливок,
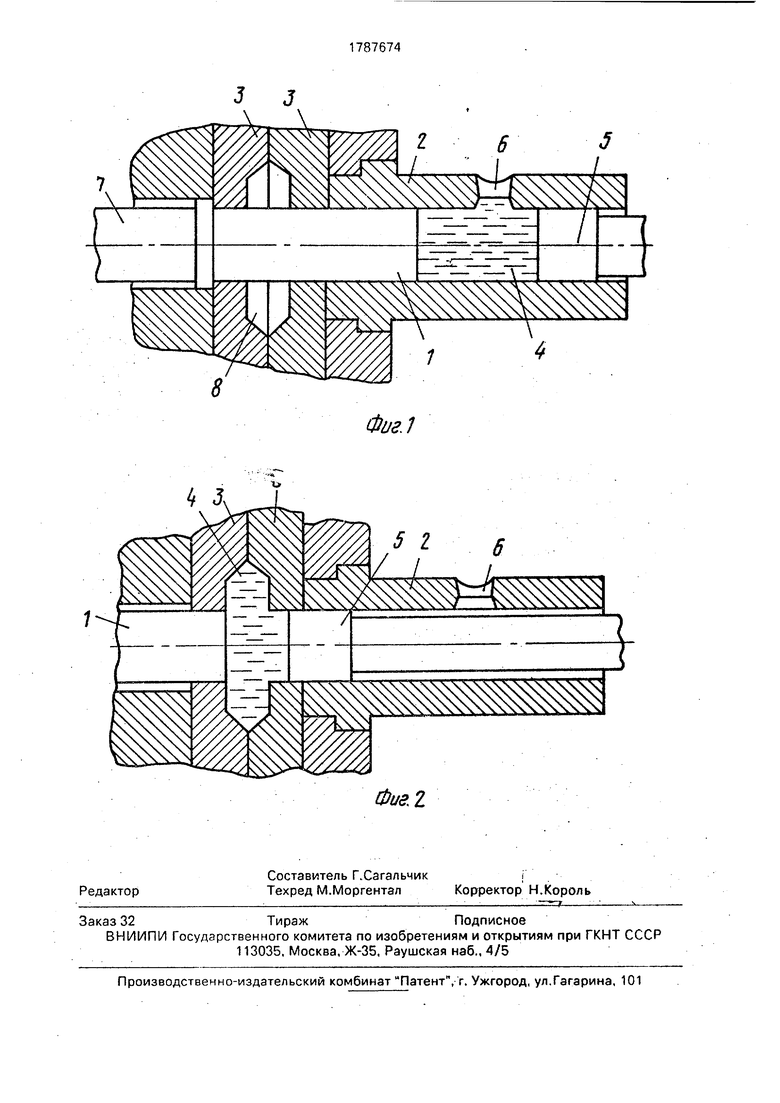
На фиг, 1 представлено схематически положение залитой в камеру прессования порции расплава, собранной в зоне зали- вочногр окна во время выдержки и обработки ул ьтразв Ь м; на фиг. 2 - этап запрес сЬвш |За сгтлаЬ в пресс-форму.
СпЪсоВ оСуш.ёЪтЪляе-1ся Следующим образом:- ---- ..-. -;-
С помощью контр-поршня 1 перекрывают камеру прессования 2 со стороны пресс- формы 3. Заливают порцию расплава 4 в камеру прессования 2. Пресс-поршень 5 передвигают в сторону контр-поршня 1 таким образом, чтобы часть расплава 4 попала в заливочное окно 6. Затем фиксируют положение пресс-поршня 5 и контр-поршня 1 и выдерживают порцию расплава 4 с одновременной обработкой его ультразвуком, который вводят через контр-поршень 1, являющийся одновременно волноводбм, соединенным с излучателем ультразвука 7.
После достижения расплавом 4 температуры ликвидуса, обработку его ультразвуком прекращают, контр-поршень 1 и пресс-поршень 5 расфиксируют, контр-поршень 1 отводят в исходное положение и одновременно производят запрессовку расплава 4 пресс-поршнем 5 в пресс-форму 3. После окончания кристаллизации расплава 4 производят разборку пресс-формы 3 и удаление отливки. Затем цикл повторяется.
Пример. Изготавливают диск алюминиевый газ из сплава АК7. Заливают порцию металла с температурой 640°С и массой 1,2 кг в камеру прессования, предварительно перекрыв контр-поршнем-волноводом возможность попадания расплава в пресс- форму. Затем пресс-поршнем и контр-поршнем производят сбор металла в зоне заливочного окна. При заполнении заливочного окна на высоту 10 мм фиксируют положение пресс-поршня и контр-поршня и дают вы.держку, во время которой производят интенсивное воздействие на расплав ультразвуком с амплитудой колебаний 10 мкм и интенсивностью 80 Вт/см2. При достижении расплавом температуры 610°С
ультразвуковую обработку прекращают, контр-поршень отводят в исходное положение, а пресс-поршнем запрессовывают порцию расплава в полость пресс-формы.
Благодаря дегазации и диспергированию расплава с помощью ультразвука предотвращается появление в. готовых изделиях дефектов газового происхождения, измельчается структура, улучшаются механические свойства отливок.
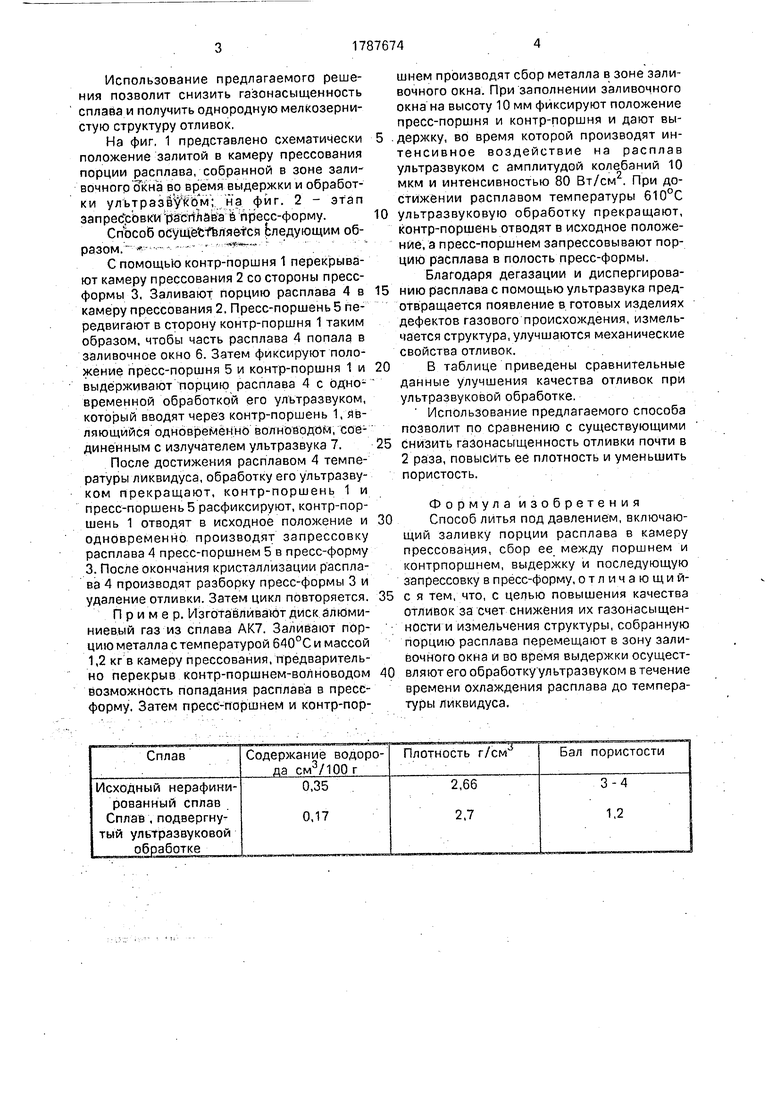
В таблице приведены сравнительные данные улучшения качества отливок при ультразвуковой обработке.
Использование предлагаемого способа позволит по сравнению с существующими
снизить газонасыщенность отливки почти в 2 раза, повысить ее плотность и уменьшить пористость.
Формула изобретения Способ литья под давлением, включающий заливку порции расплава в камеру прессован.ия, сбор ее между поршнем и контрпоршнем, выдержку и последующую запрессовку в пресс-форму, отлмчающий- с я тем, что, с целью повышения качества отливок за счет снижения их газонасыщен- ности и измельчения структуры, собранную порцию расплава перемещают в зону заливочного окна и во время выдержки осущест- вляют его обработку ультразвуком в течение времени охлаждения расплава до температуры ликвидуса.
Фиг Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕГО И ХОЛОДНОГО ПРЕССОВАНИЯ И ШТАМПОВКИ | 1996 |
|
RU2111085C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2338624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ГАЗО- И ПНЕВМОАРМАТУРЫ | 1998 |
|
RU2172226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| Способ литья под давлением на машине с вертикальной камерой прессования | 1979 |
|
SU1006054A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| Способ получения отливок на машине литья под давлением с вертикальной холодной камерой прессования | 1978 |
|
SU789231A1 |
| Устройство для управления пресс-поршнем машины литья под давлением | 1987 |
|
SU1468648A1 |
| Узел прессования машины литья под давлением | 1982 |
|
SU1026944A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
Использование: машиностроение, литье под давлением. Сущность изобретения: собранную порцию металла подвергают ультразвуковой обработке в зоне заливочного окна в течение времени охлаждения расплава до температуры ликвидуса. 2 ил. 1 табл.
| Беккер М | |||
| Б | |||
| Литье под давлением | |||
| М.: Высшая школа, 1985, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ литья под давлением | 1987 |
|
SU1496917A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
