Изобретение относится к литейному производству, в частности к литью металлов под давлением.
Известен способ «Аккурад-процесс», осуществляемый с помощью специальной системы прессования с телескопическим пресс-поршнем, в котором при остановке продвижения в пресс-камере основного пресс-поршня давление на расплав металла передается пресс-штоком, установленным внутри основного пресс-поршня и приводимым от штока гидроцилиндра прессования машины литья под давлением (Монография «Литье под давлением» под ред. А.К.Белопухова, Москва, «Машиностроение», 1975 г., стр.287, рис.221, 223, 224).
При использовании такого способа в связи со сложностью конструкции привода телескопического пресс-поршня приходится отказаться от охлаждения пресс-поршня, что провоцирует заклинивание последнего и приводит к увеличению цикла получения отливки. Для осуществления прессования телескопическим пресс-поршнем необходимо специальное исполнение узла прессования машины литья под давлением.
В совершенствование этого способ существует способ литья под давлением (Монография «Литье под давлением» под ред. А.К.Белопухова, Москва, «Машиностроение», 1975 г., стр.287, рис.222), в котором подпрессовку металла осуществляет приводимый гидроцилиндром пресс-шток, установленный в подвижной матрице соосно с камерой прессования. Ограниченность применяемости такого способа определяется сложностью установки устройства для его осуществления вследствие дефицита пространства для крепления гидроцилиндра с конечными выключателями, использованием толстых подвижных матриц и обойм для обеспечения функции направляющего отверстия, неудобствами в обслуживании и эксплуатации, а также коротким периодом воздействия давления подпрессовки, определяемым малой величиной хода пресс-штока.
Наиболее близким к заявляемому является «Способ изготовления отливок деталей газо- и пневмоарматуры» (патент RU 2172226, B22D 17/00). Это способ литья под давлением на машинах литья под давлением включает заливку порции металла в камеру прессования, запрессовку металла в пресс-форму, сжатие металла в камере прессования с выдержкой до образования корочки закристаллизовавшегося металла, внедрение пресс-штока в резервный объем жидкого металла для создания давления на закристаллизовывающийся металл.
Однако при использовании известного способа возникает ряд недостатков:
1. необходимо создавать значительный резервный объем металла внутри или за пределами отливки, размер которого в плоскости разъема значительно больше диаметра пресс-поршня;
2. необходимо создавать систему управления скоростью движения гидроцилиндра прессования машины литья под давлением;
3. усилие, необходимое для продавливания корочки закристаллизовавшегося металла пресс-поршнем машины литья под давлением, может быть больше усилия гидроцилиндра прессования.
Заявляемое техническое решение направлено на повышение качества литья под давлением при изготовлении толстостенных отливок простым и доступным способом.
Для этого в способе литья под давлением, включающем заливку порции металла в камеру прессования, запрессовку металла в пресс-форму, сжатие металла в камере прессования, выдержку до образования корочки закристаллизовавшегося металла, внедрение пресс-штока в резервный объем жидкого металла, в рассекателе подвижной обоймы пресс-формы выполняют полость для создания резервного объема металла, пресс-шток размещают в рассекателе, а внедрение его в резервный объем осуществляют под углом к разъему пресс-формы со стороны нижней части подвижной обоймы пресс-формы.
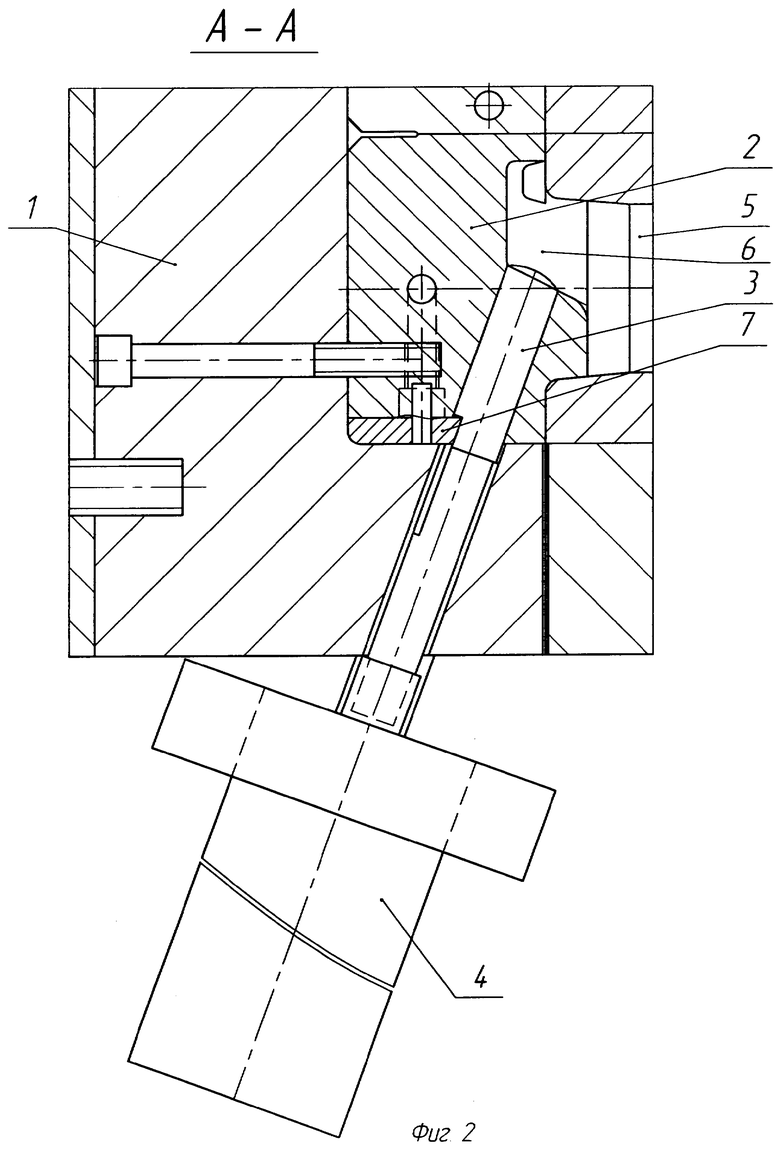
Изобретение поясняется фиг.1 и 2.
На фиг.1 показан общий вид на устройство для осуществления заявляемого способа литья;
на фиг.2 изображен разрез А-А на фиг.1.
Для осуществления заявляемого способа литья под давлением в пресс-форме со стороны нижней части подвижной обоймы 1 под углом к разъему в рассекателе 2 выполнено направляющее отверстие. В нем с возможностью осевого перемещения установлен пресс-шток 3, приводимый гидроцилиндром 4, закрепленным в нижней части подвижной обоймы соосно с пресс-штоком. Гидроцилиндр 4, приводящий пресс-шток 3, крепят в нижней части подвижной обоймы 1. В нижней части подвижной обоймы 1 выполнено отверстие для размещения штока гидроцилиндра 4. В рассекателе 2, на литниковом ходе, имеется полость 6, в которой к расплаву металла прикладывают давление подпрессовки, а также выполнен паз, в котором установлена фиксирующая шпонка 7, препятствующая провороту пресс-штока 3. Для предотвращения поднутрений при выталкивании пресс-остатка торцу пресс-штока 3 придают форму в зависимости от угла наклона пресс-штока 3. Гидроцилиндр 4 подключают к гидросистеме машины литья под давлением через мультипликатор давления с привязкой времени нарастания давления к фазе подпрессовки.
Способ литья под давлением осуществляют следующим образом.
Расплав порции металла заливают в камеру прессования и производят запрессовку металла в пресс-форму, при этом пресс-поршень 5 перемещает расплав в полость пресс-формы до ее заполнения. Объем залитого металла должен превышать объем полости пресс-формы для формирования резерва металла в полости рассекателя. После заполнения полости пресс-формы и резервной полости в рассекателе гидроцилиндр прессования машины литья под давлением, сохраняя давление на расплав, воздействует через пресс-поршень 5 на жидкую фазу металла в пресс-камере и обеспечивает движение пресс-поршня 5, продавливающего жидкую фазу металла из пресс-камеры в зоны кристаллизации отливки. Производят сжатие металла в камере прессования с последующей выдержкой до образования корочки закристаллизовавшегося металла. В связи с интенсивным охлаждением пресс-поршня и камеры прессования металл в камере прессования кристаллизуется по наружному диаметру и торцу со стороны пресс-поршня 5, препятствуя передаче давления гидроцилиндра 4 прессования на жидкую фазу металла в пресс-камере, полости пресс-формы и ходу пресс-поршня 5. В момент остановки пресс-поршня 5, приводимого гидроцилиндром прессования машины литья под давлением, производят внедрение пресс-штока в резервный объем жидкого металла, созданный в полости рассекателя. Для этого включают гидроцилиндр, который воздействует через пресс-шток 3 на резерв жидкого металла со стороны полости формы, где кристаллизация проходит менее интенсивно, а именно из рассекателя пресс-формы со стороны нижней части подвижной обоймы под углом к разъему. В связи с тем, что пресс-шток 3 расположен ближе к отливке, чем пресс-поршень, в зоне, где жидкая фаза сохраняется дольше, созданное им давление на расплав дольше сохраняет воздействие на жидкую фазу в полости пресс-формы.
После завершения кристаллизации отливки давление гидроцилиндра прессования машины литья под давлением на пресс-поршень 5 снимают, пресс-шток 3 выводят из полости рассекателя гидроцилиндром, пресс-форма раскрывается по разъему, происходит выталкивание отливки из пресс-формы, пресс-поршень выталкивает пресс-остаток из камеры прессования.
Использование предлагаемого способа литья под давлением позволяет получать толстостенные отливки высокого качества за счет обеспечения непрерывного воздействия давления вначале пресс-поршнем, а затем и пресс-штоком на жидкую фазу в полости формы, при этом сам способ является простым и доступным, поскольку не требуется специального исполнения механизма прессования машины литья под давлением, нужна лишь несложная доработка рассекателя и подвижной обоймы пресс-формы.
Преимуществом заявляемого способа литья на машинах литья под давлением в сравнении с ранее известными техническими решениями является возможность его использования как для литья под давлением, так и для литья с кристаллизацией под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕГО И ХОЛОДНОГО ПРЕССОВАНИЯ И ШТАМПОВКИ | 1996 |
|
RU2111085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ГАЗО- И ПНЕВМОАРМАТУРЫ | 1998 |
|
RU2172226C2 |
| Способ литья под давлением | 1977 |
|
SU728986A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1666270A1 |
| ЛИТНИКОВОЕ УСТРОЙСТВО ДЛЯ ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1995 |
|
RU2110359C1 |
| Форма литья под давлением | 1983 |
|
SU1097445A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| Способ литья под давлением | 1990 |
|
SU1787674A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
Способ относится к литейному производству. В камеру прессования машины литья под давлением заливают порцию металла. Осуществляют запрессовку металла в пресс-форму. Производят сжатие металла в камере прессования и выдержку до образования корочки закристаллизовавшегося металла. В полости рассекателя создают резервный объем металла, в который со стороны нижней части подвижной обоймы под углом к разъему пресс-формы внедряют пресс-шток. Достигается возможность получения толстостенных отливок высокого качества без специального исполнения механизма прессования машины литья под давлением. 2 ил.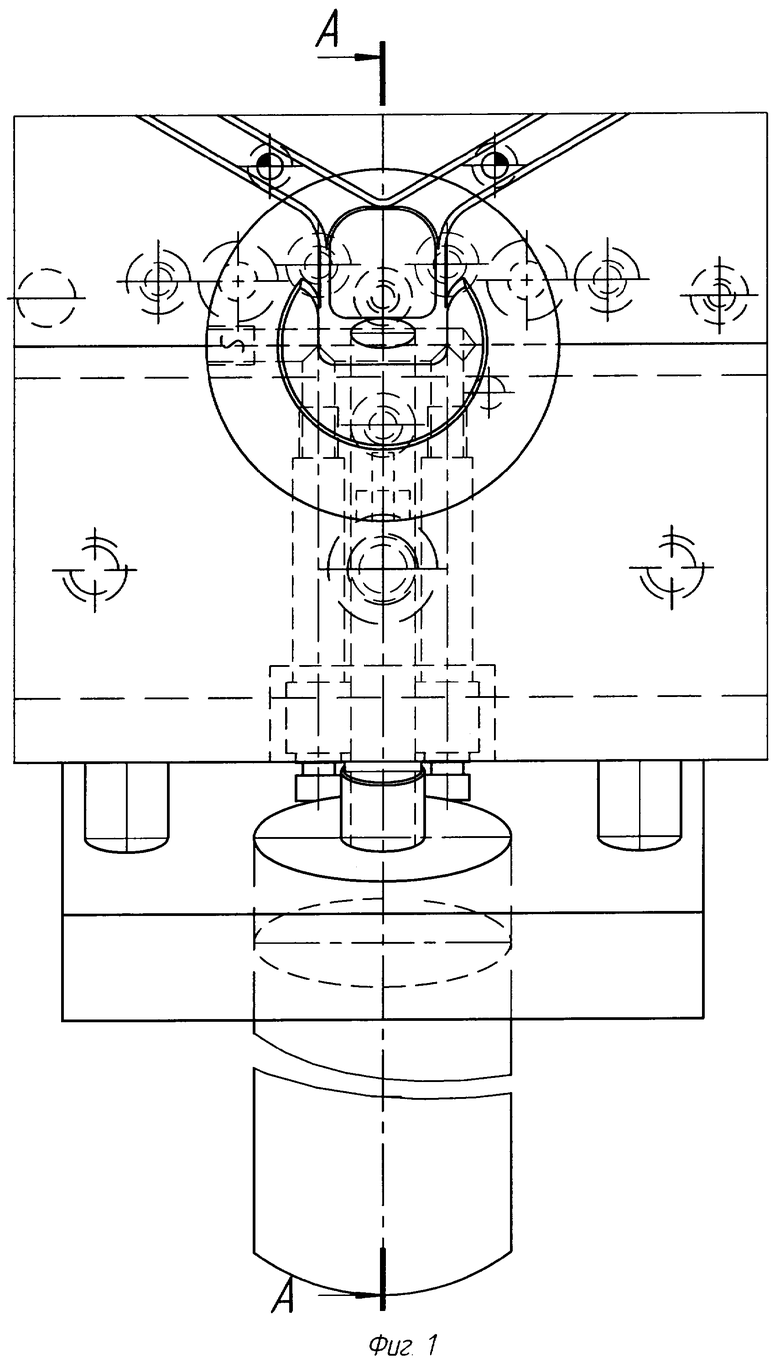
Способ литья под давлением, включающий заливку порции металла в камеру прессования, запрессовку металла в пресс-форму, сжатие металла в камере прессования, выдержку до образования корочки закристаллизовавшегося металла, внедрение пресс-штока в резервный объем жидкого металла, отличающийся тем, что в рассекателе подвижной обоймы пресс-формы выполняют полость для создания резервного объема металла, пресс-шток размещают в рассекателе, а внедрение его в резервный объем осуществляют под углом к разъему пресс-формы со стороны нижней части подвижной обоймы пресс-формы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ГАЗО- И ПНЕВМОАРМАТУРЫ | 1998 |
|
RU2172226C2 |
| БЕЛОПУХОВ А.К | |||
| Литье под давлением | |||
| - М.: Машиностроение, 1975, с.288, рис.222 | |||
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| JP 2000312958 А, 14.11.2000. | |||

