Изобретение относится к конвейерному производству железобетонных изделий и .может быть использовано при изготовлении стоек для вино1 рад- ников.
Цель изобретения - изготовление изделий в многоместных формах и автоматизации процесса извлечения изделий из многоместньгх форм.
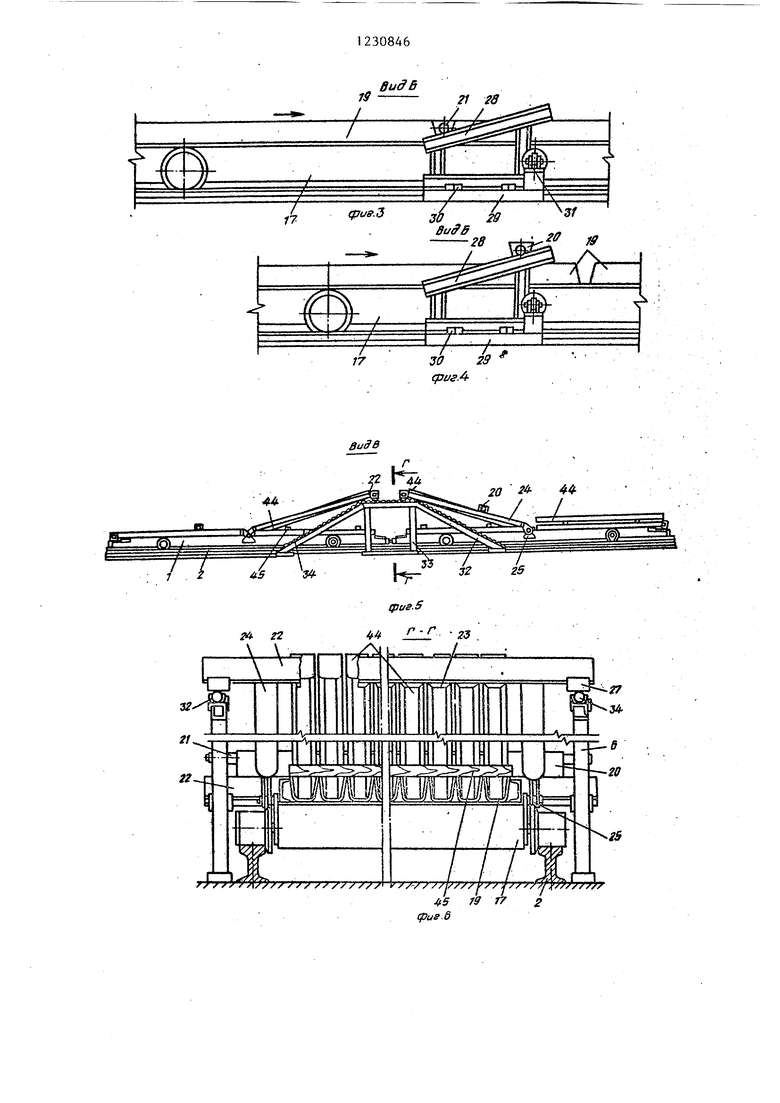
На фиг. 1 изображена конвейерная линия, вид сверху; на фиг. 2 - сечение А-Л на фиг. (пунктиром показан склиз в вертикальном положении); на фиг. 3 - вид Б на фиг. , начало извлечения вкладыша; на фиг. 4 - то же, вкладьпп извлечен; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. 5; на фиг. 7 - сечение Д-Д на фиг. 1; на фиг. 8 - сечение Е-Е на фиг. 1; на фиг. 9 - многоместная форма-вагонетка, вид сбоку; на фиг. 10 - то же, вид сверху; на фиг. 1.1 - узел Т на фиг. 9; на фиг. 12 - сечение Ж-Ж на . 10; на фиг. 13 - сечение И-Н на фиг. 10; на фиг. 14 - установка для чистки и смазки форм-вагонеток, вид сверху.
Конвейерная ли}шя для изготовления железобетонных изделий включает расположенные параллельно одна другой две ветки, снабженные многоместными формами-вагонетками 1, которые перемещаются по рельсовым путям 2. По торцам линии расположены передаточные тележки 3 и толкатели 4 с приводами.
На одной из ветвей линии в технологической последовательности на со- Ътветствующих постах расположено следующее оборудование: для- извлечения изделий, включающее устройство 5 для звлечения вкладыша формы-вагонетки, трапециевидные горки-копиры 6 для автоматического извлечения изделий, грузоподъемньп механизм 7 с захватом 8; установка 9 для чистки и смазки форм-вагонеток, пост 10 укладки вкладыша и армирования, путесни- жатель 11, расположенный на общем посту с виброплощадкой 12, бетоноукладчик 13 и бетоновозная тележка 1
На параллельной ветви линии размещена камера 15 термообработки изделий с системой 16 пароснабжения.
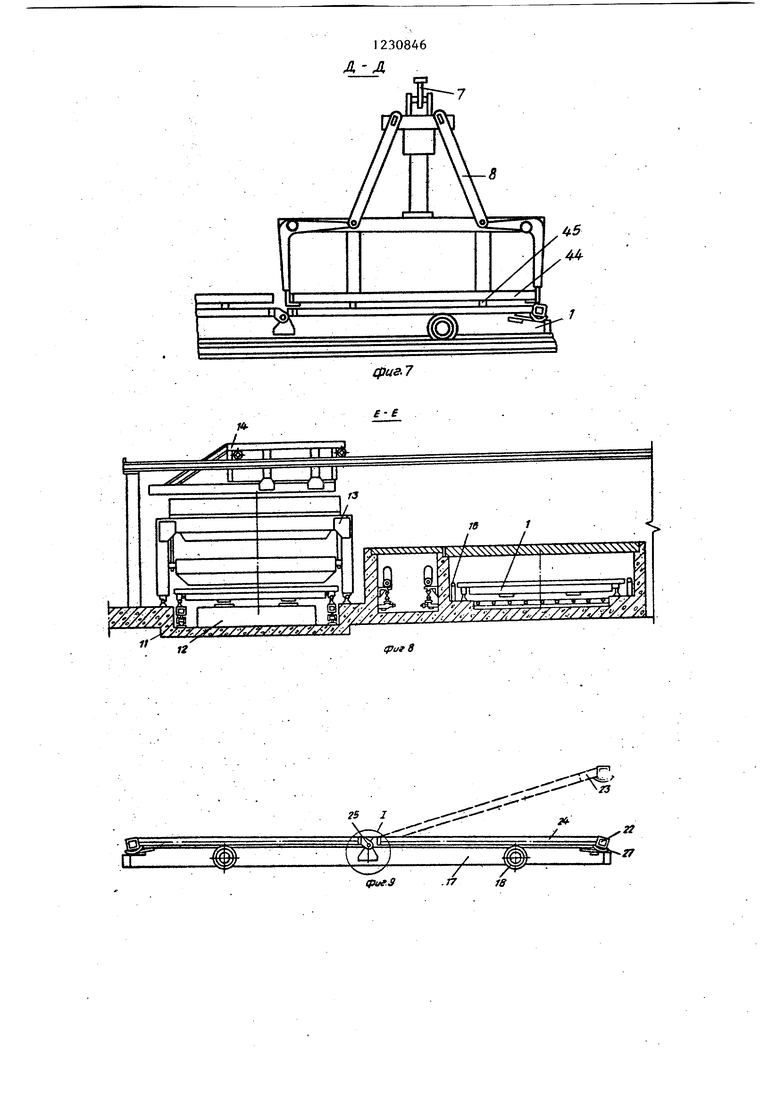
Многомесчгная форма-вагонетка 1 состоит из поддона 17, снабженного колесными парами I8 и двумя рядами по длине формы разрезных штампован30846
ньгх матриц 19 для изделий, которые в средней части формы разделены вкладапуем 20 с выступающими за пределы поддона на 150-200 мм консолями
5 21. Боковые грани вкладьшш, выполненные с технологическим уклоном, примыкают к концам матриц, обращен- . ным к средней части формы-вагонетки и имеющим аналогичньп уклон. С левой
o и правой сторон формы-вагонетки установлены торцовые борта 22, к которым жестко прикреплены части матриц 23 длиной 80-150 мм, вынолненные также с технологическим уклоном и
5 примыкающие к периферийным концам матриц 19.
К торцовым бортам 22 жестко прикреплены одними концами, рычаги 24, другие концы которых с помощью шар20 пира 25 соединены с поддоном под консолями 2 вкладыша 20. Рычаги расположены с наружной стороны матриц, а торцовые борта форм-вагонеток с каждой стороны снабжены консоля25 ми 26 с цилиндрической опорной поверхностью 27.
Устройство 5 для извлечения вкла- дьпиа 20 выполнено в виде откидывающихся склизов 28, шарнирно.прикреп30 ленных в нижней части к основанию 29 с помощью шарнира 30. Откидывание склизов осуществляется посредством пневмоцилиндра 31. При вертикальном расположении склизов их
5 наклонные по1зерхности могут контактировать с консолями 21 вкладьша 20.
Горки-копиры 6 - это трапециевидные рамы 32, жестко закрепленные на Q основании 33. выполнены в виде шарикоопор 34, контактирующих с цилиндрической опорной поверхностью 27 консолей торцовых бортов. Сторо- ны трапециевидной рамы 32 выполнены
45
под углом 5-75
Установка 9 дл:я чистки и смазки форм-вагонеток содержит цилиндрическую щетку 35 с .приводом-36 вращения и щарнирной подвеской 37 щетки, форсунку 38 для распыления смазки, закрепленную на рычаге 39 с возможностью возвратно-поступательного перемещения в горизонтальной плоскости по дуге относительно шарнира 40
с помощью кривощипно-шатунного механизма 41 от-привода 42. Узлы установки для чистки и смазки форм-вагонеток размещены на раме 43.
31
Конвейерная линия работает следующим образом,
- После прохождения камеры 15 термообработки с помощью передаточной тележки 3 и толкателя 4 форма-вагонетка 1 подается на пост, где расположено устройство 5 для извлечения вкладыша 20, Во время прохождения торцового борта 22 мимо склизов 28 последние откинуты в сторону от рельса (см.фиг. 2), после чего они (склизы) устанавливаются с помощью пневмоцклиндров 31 в вертикальное положение. При дальнейшем движении формы-вагонетки консоли 21 вкладьша {сонтактируют и скользят по поверхности склиза, в результате чего вкла дыш выталкивается на верхнюю поверхность изделий, расположенных в натри цах 19 левой части формы. С завер- щением этой операции склиз 28 вновь откидывается в сторону от рельса.
На следующем посту осуществляется автоматическое извлечение изделий из матриц. При движении формы-вагонетки 1 консоли 26 торцового борта 22 цилиндрической опорной поверхностью 27 перемещаются по шарикоопо- рам 34, в результате чего борт поднимается на верхнее основание трапециевидной рамы 32. В это время проис ходит извлечение изделий 44 из матриц 19. При этом одни концы изделий находятся в частях матриц 23, а противоположные - остаются в матри30846-
цах 19. Таким обра:шм, изделия оказываются в наклонном положении. Во время останова формы-вагонетки I на матрицы 19 под изделиями укладывают: ся подкладки 45. При дальнейшем движении формы-вагонетки 1 торцовьш борт 22 опускается на поддон 17, а изделия 44 ложатся на подкладки 45. В таком положении изделия поступают
10 на следующий пост, на котором с помощью захвата 8, установленного на грузоподъемном механизме 7, снима- ются с правой и левой частей формы и транспортируются на склад готовой
15 продукции. Перед захватом изделий левой части формы вкладыш 20, находящийся на изделиях, переносится и устанавливается между рядами матриц. При поступлении формы-вагонетки
20 1 на пост чистки и смазки вращением щетки 35 матрицы очищаются от остатков бетона, а форсунка 38 наносит смазку на их поверхности.
На последующих постах в матрицы
25 укладываются арматурные каркасы.- Подготовленная форма-вагонетка 1 поступает на пост бетонирования, где с помощью путеснижателя I1 устанавливается на виброшгощадку 12, после
30 чего бетоноукладчик 13 укладывает бетонную смесь в матрицы. Форма-вагонетка 1 с отформованными изделиями направляется в,щелевую камеру 15. термообработки. Затем цикл повторяется.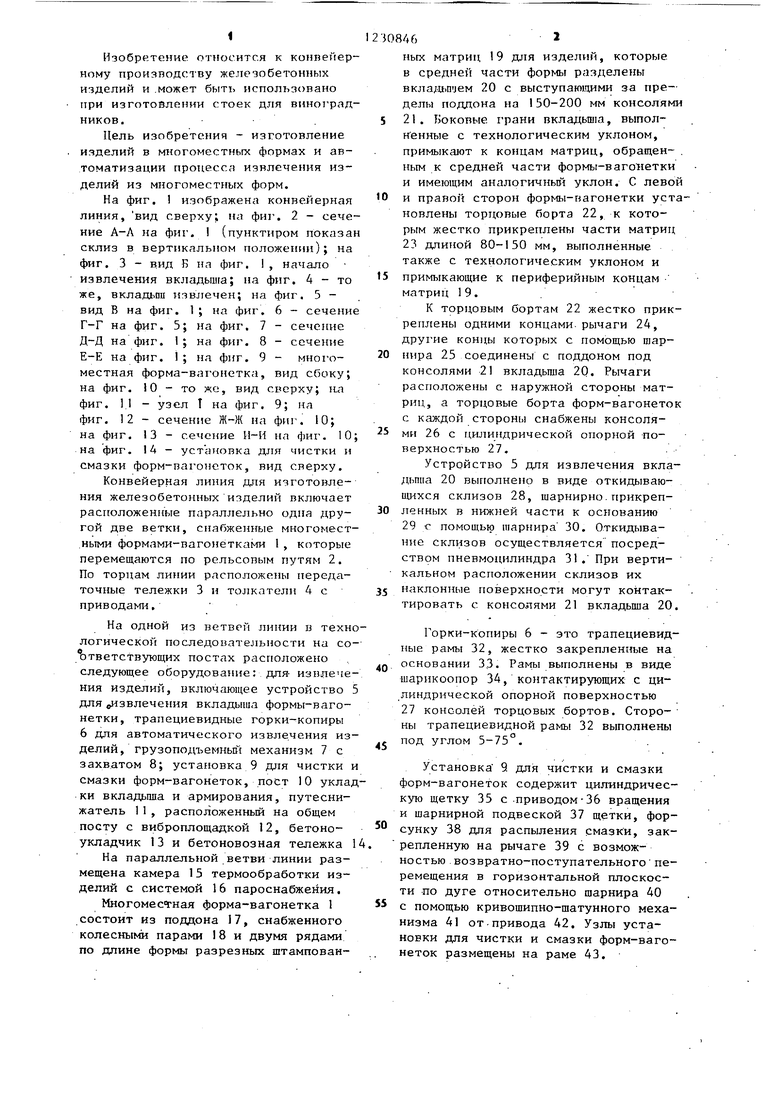

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |


Jff 77
Фuf.Z
ВидВ
30 23 (ризЛ
Г-Г 23
гв
1230846
А-Л
/
X
«5 44
7
tpufS
- а
2
,гг
-27
J
fS
21 25
II I / /
(pus. 11
фае. 12
J9 20
36 37
3S
Редактор Л. Веселовская
Составитель Е. Прочухан Техред М.Ходанич
Заказ 2484/19Тираж 555
ВНИИПИ Государственного комитета СССР
по делам изобретений -и открытий 113035, Москва, Ж-35, Раушская наб., д-. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фи$. /4.
Корректор М. Шароши
Подписное
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
