2. Устройство для осуществления способа по п. 1, включающее стол, на котором размещены подвижный и неподвижный самоцентрируемые захваты, а также прижимное устройство и портал с расположенными на нем сварочными головками, о т л аю «щ е с я тем, что, с целью осу1084178
ществленйя способа, прижимное устройство смонтировало на столе с возможностью перемещения вдоль него от привода и одновременно со сварочными головками, а последние установлены в направляющих портала с возможностью перемещения по ним одна относительно другой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| Устройство для автоматической сварки ребер жесткости с обшивкой | 1984 |
|
SU1260148A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |

1. Способ изготовления судового набора, по которому изготавливают полотнище, растягивают его вдоль линии установки ребер жесткости, устанавливают ребра жесткости, после чего выравнивают их, прижимают и приваривают, отличающи йс я тем, что, с целью повышения качества и снижения трудоемкости, выравнивание ребра жесткости и полотнища производят растяжением их одновременно и по всему их сечению. ..) t 1мГЕиТН 3 J3 .. I (.-,ы I iMbJli«OTii-:; : при этом напряжения растяжения не превышают половины предела текучести материала судового набора, прижатие полотнища к ребру жесткости производят локального в месте вьшолнено и в направлении сварки со стороны, противоположной последней, при этом приварку ребра жесткости к полотнищу производят двумя угловыми швами одновременно и располагают сварочные головки одну от другой вдоль сварного шва на расстоянии, которое определяется по формуле II §OY«L где 1 - расстояние вдоль сварного (О шва между осями сварочных С головок, Vcb - скорость сварки, 5 - толщина ребра жесткости.
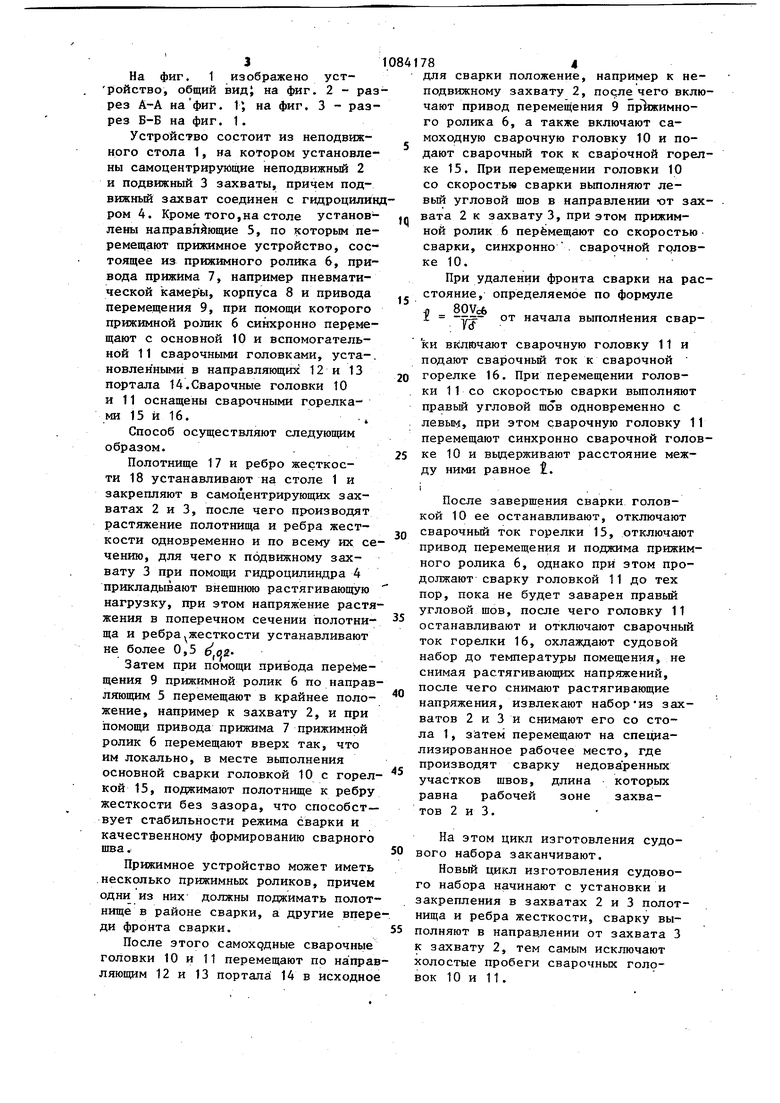
Изобретение относится к судостроению и может быть использовано дляизготовления судового набора, преимущественно балок таврового сечения из алюминиевых сплавов, а также может быть использовано в других отраслях промьгашенности. Известен способ изготовления судового набора, по которому изготавли вают полотнище, растягивают его вдол линии установки рёбер жесткости, ус танавливают ребра жесткости, после чего выравнивают их, прижимают и при варивают. Известно устройство для изготовле ння судового набора, включающее стол на котором размещены подвижный и неподвижньй самоцентрируемь1е захваты, прижимное устройство, портал с расположенными на нем сварочными головнами. Недостатком известного способа изготовления судового набора и устройства для его осуществления являются низкое качество сварного шва, а также нестабильность режима сварки неплотного (беззазорного) прилегания ребер жесткости к полотнищу, что приводит к остаточным сварочным деформациям, на исправление которых затрачиваются дополнительные технологические процессы. Все это приводит к увеличению трудоемкости изгото ления судового набора из алюминиевых сплавов. Целью изобретения является повышение производительности труда путем улучшения качества сварочных работ, выравниваем .ребер жесткости, полотнища с одновременным их растяжением по всему сечению. Поставленная цель достигается тем, что согласно способу изготовления судового набора, по которому ; изготавливают полотнище, растягивают его вдоль линии установки ребер жесткости, устанавливают ребра жесткости после, чего вьфавнивают их, прижимают и приваривают, выравнивание ребер жесткости и полотнища производят растяжением их одновременно и по всему их сечению, при этом напряжения растяжения не превышают половины предела текучести материала судового набора, прижатие полотнища к ребру жесткости производят локально в месте выполнения и в направлении сварки со стороны, противоположной последней, при этом приварку ребра жесткости к полотнищу производят двумя угловыми швами одновременно и располагают сварочные головки одну от другой вдоль сварного шва на расстоянии, которое определяется по формуле л eOVtfe - W где - расстояние вдоль сварного сварного шва между осями . сварочных головокi Vcb - скорость сварки, tJ - толщина ребра жесткости. Устройство для осуществления предлагаемого способа, включающее стол, на котором размещены подвижный и неодвижный самоцентрируемые захваты, а прижимное устройство и пор-, тал с расположенными на нем сварочными головками, прижимное устройство смонтировано на столе с возможностью перемещения вдоль него от привода и одновременно со сварочными головками, которые устайовлены в направляющих портала с возможностью перемещения по ним одна относительно другой 3 На фиг. 1 изображено устройство, общий вид; на фиг. 2 - раз рез А-А на фиг. 1, на фиг, 3 - разрез Б-Б на фиг. 1. Устройство состоит из неподвижного стола 1, на котором установлены самоцентрируйщие неподвижный 2 и подвижный 3 захваты, причем подвижный захват соединен с гидроцилйк ром 4. Кроме того,на столе установлены направляющие 5, по которым перемещают прижимное устройство, состоящее из прижимного ролика 6, привода прижима 7, например пневматической камеры, корпуса 8 и привода перемещения 9, при помощи которого прижимной ройик 6 синхронно перемещают с основной 10 и вспомогательной 11 сварочными головками, уста-, новленными в направляющих 12 и 13 портала 14.Сварочные головки 10 и 11 оснащены сварочными горелками 15 и 16.4 Способ осуществляют следующим образом. Полотнище 17 и ребро жесткости 18 устанавливают на столе 1 и закрепляют в самоцентрирующих захватах 2 и 3, после чего производят растяжение полотнища и ребра жесткости одновременно и по всему их се чению, для чего к подвижному захвату 3 при помощи гидроцилиндра 4 прикладывают внешнюю растягивающую нагрузку, при этом напряжение растя жения в поперечном сечении полотнища и ребра жесткости устанавливают не более 0,5 ог. Затем при помощи привода перемещения 9 прижимной ролик 6 по направ ляющим 5 перемещают в крайнее положение, например к захвату 2, и при помощи привода прижима 7 прижимной ролик 6 перемещают вверх так, что им локально, в месте вьшолнения основной сварки головкой 10 с горел кой 15, поджимают полотнище к ребру жесткости без зазора, что способствует стабильности режима сварки и качественному формированию сварного шва. Прижимное устройство может иметь .несколько прижимных роликов, причем одни из них должны поджимать полот нище в районе сварки, а другие впер ди фронта сварки. После этого самохддные сварочные головки 10 и 11 перемещают по напра ляющим 12 и 13 портала 14 в исходно 784 для сварки положение, например к неподвижному захвату 2, после чего включают привод перемещения 9 пр отимного ролика 6, а также включают самоходную сварочную головку 10 и подают сварочньш ток к сварочной горелке 15. При перемещении головки 10 со скоростью сварки вьшолняют левый угловой шов в направлении -от захвата 2 к захвату 3, при этом прижимной ролик .6 перемещают со скоростьюсварки, синхронно сварочной головке 10. При удалении фронта сварки на расстояние, определяемое по формуле 4) 80Vc6 1 от начала выполйения сварки включают сварочную головку 11 и подают сварочный ток к сварочной горелке 16. При перемещении головки 11 со скоростью сварки вьтолняют правьй угловой шов одновременно с левым, при этом сварочную головку 11 перемещают синхронно сварочной головке 10 и вьщерживают расстояние между ними равное . 1 , . После завершения сварки головкой 10 ее останавливают, отключают сварочньш ток горелки 15, отключают привод перемещения и поджима прижимного ролика 6, однако при этом продолжают сварку головкой 11 до тех пор, пока не будет заварен правый угловой шов, после чего головку 11 останавливают и отключают сварочный ток горелки 16, охлаждают судовой набор до температуры помещения, не снимая растягивающих напряжений, после чего снимают растягивающие напряжения, извлекают набор из захватов 2 и 3 и снимают его со стола 1, затем перемещают на специализированное рабочее место, где производят сварку недоваренных участков швов, длина которых равна рабочей зоне захватов 2 и 3. На этом цикл изготовления судового набора заканчивают. Новый цикл изготовления судового набора начинают с установки и закрепления в захватах 2 и 3 полотнища и ребра жесткости, сварку выполняют в направлении от захвата 3 к захвату 2, тем самым исключают холостые пробеги сварочных головок 10 и 11.
51084178 j
Использование изобре ения поэво- ки, ливидации остаточных деляет повысить производительность тру- формаций, исключения операции да за счет стабильности режимов свар- правки. / /f
А-А
13
//
Фа г. 2
