Изобретение относится к сварке,в частности к конструкции устройства для автоматической сварки ребер жесткости с обшивкой, и может быть использовано в судостроении, а также в различных отраслях машиностроения при изготовлении сварных листовых конструкций.
Цель изобретения - повышение производительности путем совмещения операций сварки и местной упругой деформации.
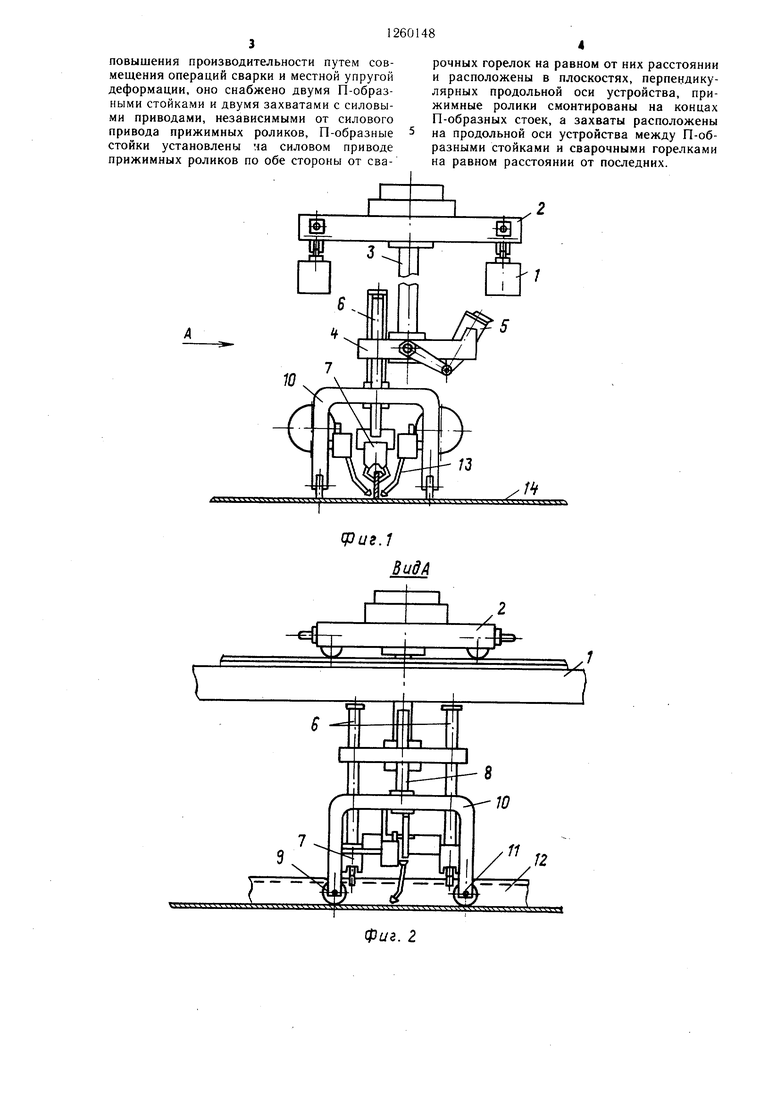
На фиг. 1 изображено устройство, обш.ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема местной упругой деформации обшивки в процессе сварки; на фиг. 4 - схема работы устройства при сварке ребер с криволинейной обшивкой.
Устройство включает в себя портал 1, на котором с возможностью перемещения установлена тележка 2 с механизмом 3 вертикального перемещения. На конце подвижного штока механизма 3 закреплен пово- рычаг 4 с гидроприводом 5. На рычаге 4 установлены два гидроцилиндра б силового привода захватов 7 и гидроцилиндр 8 силового привода прижимных роликов 9. На штоке гидроцилиндра 8 закреплены две П-образные стойки 10, на концах которых с помощью осей 11 смонтированы прижимные ролики 9. На П-образных стойках 10 симметрично относительно привариваемого ребра 12 установлены две сварочные горелки 13. П-образные стойки 10 расположены по обе стороны от сварочных горелок на равном расстоянии от них, в плоскостях, перпендикулярных плоскости ребра 12.
Устройство работает следующим образом.
Ребро 12 устанавливается на обшивку 14 и прихватывается к ней. Портал 1 с тележкой 2 размещают над обшивкой 14 таким образом, чтобы упоры 7 располагались над ребром 12, и с помощью тележки 2 подводят горелки 13 к началу шва (рычаг 4 с помощью механизма 3 вертикального перемещения поднят в верхнее положение. Затем рычаг 4 опускается до соприкосновения прижимных роликов 9 с обшивкой 14 в точках, расположенных на расстоянии / от ребра 12 по обе его стороны, и с помощью силового привода 8 прижимает ролики к обшивке 14.
Включением в работу гидроцилиндра 6 захваты 7 подводятся к ребру 12, зажимаются на нем и путем втягивания ребра 12 между П-образными стойками 10 производят упругую деформацию обшивки на величину
fynp.
Величина упругой деформации обшивки fynp назначается из условия достижения в крайних волокнах обшивки растягивающих напряжений, равных половине предела текучести материала (сг 0,50т). При расстоянии между концами П-образных стоек а (фиг. 3), толщине листов обшивки S, модуле нормальной упругости и пределе текучести 0т величина местной упругой деформации общивки составляет
0
5
0
5
г1 ато
/упр - -
12 ES
Учитывая, что изгиб обшивки происходит в пределах упругих деформаций по схеме балки-полоски, заделанной одним концом и нагруженной на другом конце сосредоточенной силой Р, то угол поворота балки- полоски фп равен
р/а фп (2)
где / а/2 (фиг. 3).
В силу того, что при упругом изгибе величину напряжений необходимо довести до половины предела текучести, то уравнение (2) можно представить в виде
(3)
где S - толщина обшивки.
Угол фп может быть выражен также в долях от максимальной стрелки прогиба
. 3 /макс 2ЕГ 3EI 2Г
Тогда требуемое усилие, обеспечивающее местный изгиб обшивки составляет
(4)
PZcIWn л 3/макс 1/ ИЛИР .:,
//
(5)
Полученная величина усилия Р может быть использована для расчета параметров соответствующих силовых приводов.
После создания местного изгиба обшивки осуществляется ориентация сварочных горелок вдоль оси сварного шва, зажигается сварочная дуга и включается перемешение каретки 2 вдоль ребра 12 со сварочной скоростью, при этом прижимные ролики 9 препятствуют поднятию обшивки 14. В устройстве захватов 7 имеются направляющие ролики, которые позволяют свободно перемещаться вдоль ребра 12.
При сварке ребер с криволинейной обшивкой рычаг 4 с помощью гидропривода 5 поворачивается на требуемый угол а (фиг. 4).
Применение предлагаемого устройства позволяет повысить производительность труда за счет автоматизации процесса сварки, снизить трудоемкость изготовления конструкций за счет ликвидации операции правки и расширить технологические возможности устройства за счет применения его как для прямолинейной, так и криволинейной поверхности обшивки.
Формула изобретения
Устройство для автоматической сварки ребер жесткости с обшивкой, содержашее две сварочные головки, расположенные симметрично относительно продольной оси устройства, и прижимные ролики с силовым приводом, отличающееся тем, что, с целью
повышения производительности путем совмещения операций сварки и местной упругой деформации, оно снабжено двумя П-образ- ными стойками и двумя захватами с силовыми приводами, независимыми от силового привода прижимных роликов, П-образные стойки установлены ча силовом приводе прижимных роликов по обе стороны от сварочных горелок на равном от них расстоянии и расположены в плоскостях, перпендикулярных продольной оси устройства, прижимные ролики смонтированы на концах П-образных стоек, а захваты расположены на продольной оси устройства между П-об- разными стойками и сварочными горелками на равном расстоянии от последних.
fpue.f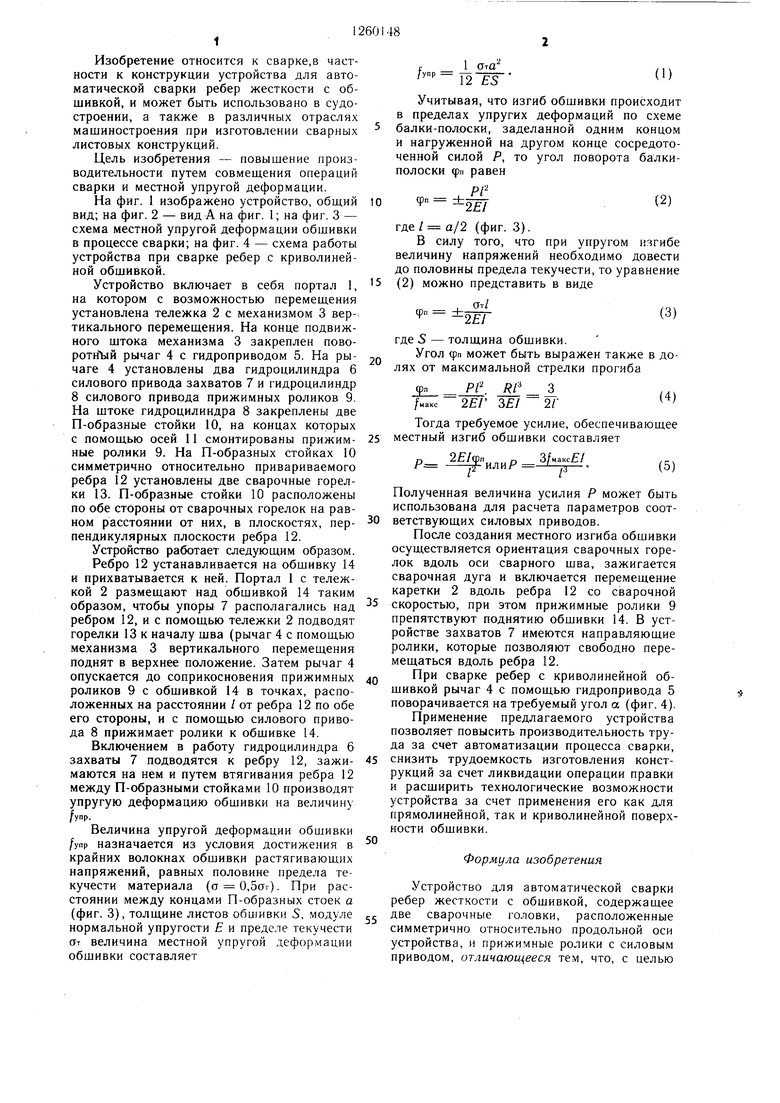
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Установка для сборки и сварки изделий с прямолинейными сварными соединениями | 1978 |
|
SU779162A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| Устройство для сборки под сварку и сварки панелей с ребрами жесткости | 1982 |
|
SU1156887A1 |

Изобретение относится к конструкциям устройств для автоматической сварки ребер жесткости с обшивкой и может быть использовано в судостроении и других отраслях промышленности. Целью изобретения является повышение производительности за счет совмещения операции сварки и местной упругой деформации. Устройство содержит две П-образные стойки, на концах которых раз- меш.ены прижимные ролики. Ролики осуществляют прижим обшивки в четырех точках, расположенных симметрично относительно ребра жесткости, прихваченного к обшивке, и сварочных головок. Устройство снабжено также захватами с силовыми приводами, с помощью которых осуществляют втягивание ребра между П-образными стойками и местное деформирование обшивки во время сварки. 4 ил. ю О) 4 00
фиг. 2
фиг.д
(риг.
| Куркин С | |||
| А | |||
| Технология изготовления сварных конструкций | |||
| Атлас чертежей | |||
| М.; Машгиз, 1962, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
