113281272
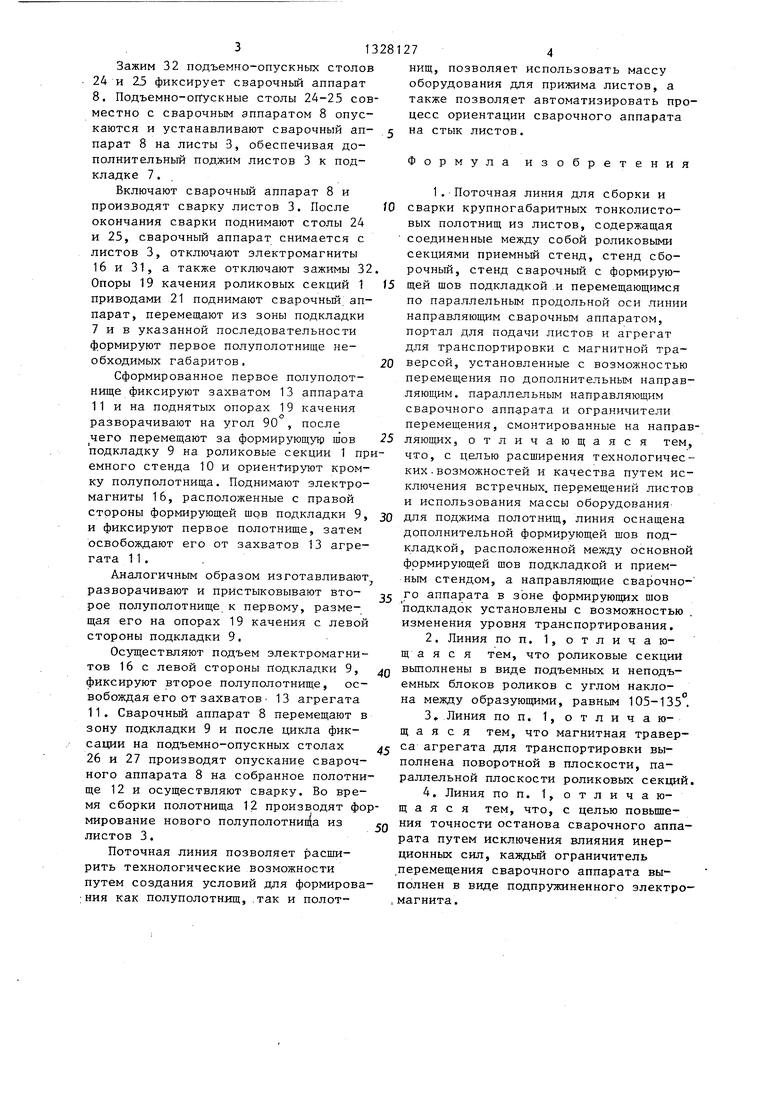
Изобретение относится к сварке.док 7 и 9 установлены на подъемно- а именно к конструкции поточной ли-опускных столах 24-27. На направляю- нии для изготовления крупногабаритныхщих 14, расположенных на подъемно- тонколистовых полотнищ, и может бытьопускных столах, установлены ограни- использовано в судостроении, котло-чители 28 перемещения, выполненные строении, нефтехимическом машиностро-в виде подпружиненного пружиной 29 ении.относительно корпуса 30 электромагниЦель изобретения - расширение тех-та 31. Подъемно-опускные столы 24- нологических возможностей путем ис- IQ27 снабжены зажимами 32. Захват 13 ключения встречных перемещений и ис-агрегата 11 выполнен в виде поворот- пользования массы оборудования для ка-ной магнитной траверсы, чественного поджима деталей.Поточная линия для сборки и сварНа фиг. 1 изображена линия, план;ки крупногабаритных тонколистовых пона фиг. 2 - вид А на фиг. 1; на лотнищ работает следующим образом, фиг. 3 - разрез Б-Б на фиг. 1 (ро- Порталом 2 подают листы 3 на стенд
ликовая секция с подъемными блоками),5 сборочный. Приводами 21 поднимают
на фиг. 4 - вид В на фиг. 3 (роликопоры 19 качения роликовых секций 1.
роликовой секции); на фиг. 5 - видПо направляющим 15 перемещают агрегат
Г на фиг. 1 (опускающиеся направляю- „п11 транспортировки полотнищ 12
щие и ограничители перемещения сва-с захватом 13 в зону стенда 5. Опускарочной установки); на фиг. 6 - узелют захват 13 и фиксируют его на лис1 на фиг. 5 (ограничитель перемеще-те 3. Перемещают агрегат 11 за форминия).рующую шов подкладку 7 и укладывают
Поточная линия для сборки и сварки 25лист 3 на роликовую секцию 1, совмекрупногабаритных полотнищ содержит ро-щая кромку листа с осью подкладки 7,
роликовые секции 1, портал 2 для по-при этом лист 3 упирается в образуюдачи листов 3, смонтированный на на-щие конуса роликов и поднимается,
правляющих 4, параллельных оси поточ- .легко перемещаясь по ним. Поднимают
ной линии, стенд 5 сборочный, стенд и включают электромагниты 16, распо6 сварочный с формирующей шов под-ложенные с правой стороны подкладки
кладкой 7, сварочным аппаратом 8 и7, и фиксируют лист 3, освобождая
дополнительной формирующей шов под-его из захвата агрегата 11. Аналокладкой 9, расположенной между основ-гичным образом подают следующий лист
ной формирующей подкладкой 7 и при-3 на роликовые секции 1 с левой стоемным стендом 10, агрегат 11 для формирующей шов прокладки 7,
транспортировку полотнищ 12 с захва-совмещая кромки листов 3 с вьщержкой
том 13. Сварочньш аппарат 8 и агре-сварочного зазора.
гат 11 для транспортировки полотнищ „,
Отключают привод 21 и опускают
установлены на соответствующих на-, «„ .
. . , .-40 опоры 19 качения роликовых секции 1
правляющих 14 и 15, параллельных про-
с правой и левой сторон подкладки /. дольной оси линии.,
. Одновременно опускают и электромагФормирующие шов подкладки снабже- . . ,
., „ниты 16. Агрегат 11 для транспортины электромагнитами 16. Роликовые сек, ровки выводят в исходное положение,
ции 1 вьшолнены в виде подъемных бло- fl//
.-, По направляюш 1м 14 сварочный аппарат
ков 17 и неподвижных блоков настила „т гт
,„.„ . 8 перемещают в зону подкладки 7. При
18 с опорами 19 качения, вьшолненны-о о
„ „подходе к ограничителю 28 перемещения
ми в виде гуськовых роликов, поверх- „ „ „
,сварочный аппарат 8 взаимодействует с
ности которых имеют форму усеченных„,
включенным электромагнитом 31. конусов с углом между .образующими . „.
..,..-.-оСП Электромагнит 31 устанавливается в
конусов, равным 105-135 .о :,„ „„
корпусе 30, пружина 29 сжимается до
Опоры 19 качения установлены в на-тех пор, пока сварочньй аппарат 8 не
правляющих 20 подъемных блоков 17с.остановится. Пружина 29 распрямляетвозможностью перемещения от приводася и возвращает в исходное положение
21. Подъемные блоки 17 закрыты насти- 55электромагнит 31 совместно со сварочлом 22 с отверстиями 23 для опор 19 -ным аппаратом 8, при этом обеспечивакачения.ется точное расположение сварочного
Направляющие 14 сварочного аппа-аппарата 8 относительно стыка двух
рата В в зоне формирующих шой подкла-листов 3 и подкладки 7.
313
Зажим 32 подъемно-опускных столов 24 и 25 фиксирует сварочньш аппарат 8. Подъемно-опускные столы 24-25 совместно с сварочным аппаратом 8 опускаются и устанавливают сварочный ап- парат 8 на листы 3, обеспечивая дополнительный поджим листов 3 к подкладке 7. .
Включают сварочный аппарат 8 и производят сварку листов 3. После окончания сварки поднимают столы 24 и 25, сварочный аппарат снимается с листов 3, отключают электромагниты 16 и 31, а также отключают зажимы 32 Опоры 19 качения роликовых секций 1 приводами 21 поднимают сварочный, аппарат, перемещают из зоны подкладки 7 и в указанной последовательности формируют первое полуполотнище необходимых габаритов,
Сформированное первое полуполотнище фиксируют захватом 13 аппарата 11 и на поднятых опорах 19 качения разворачивают на угол 90 , после чего перемещают за формирующую шов подкладку 9 на роликовые секции 1 премного стенда 10 и ориентируют кромку полуполотнища. Поднимают электромагниты 16, расположенные с правой стороны формирующей шов подкладки 9, и фиксируют первое полотнище, затем освобождают его от захватов 13 агрегата 11.
Аналогичным образом изготавливают разворачивают и пристыковывают вто- рое полуполотнище к первому, размещая его на опорах 19 качения с левой стороны подкладки 9.
Осуществляют подъем электромагнитов 16 с левой стороны Подкладки 9, фиксируют второе полуполотнище, освобождая его от захватов 13 агрегата 11 . Сварочный аппарат 8 перемещают в зону подкладки 9 и после цикла фиксации на подъемно-опускных столах 26 и 27 производят опускание сварочного аппарата 8 на собранное полотнище 12 и осуществляют сварку. Во время сборки полотнища 12 производят фомирование нового полуполотнип а из листов 3,
Поточная линия позволяет расширить технологические возможности путем создания условий для формирова : ния как полуполотнищ, .так и полот274
нищ, позволяет использовать массу оборудования для прижима листов, а также позволяет автоматизировать процесс ориентации сварочного аппарата на стык листов.
Формула изобретения
1.Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов, содержащая соединенные между собой роликовыми секциями приемный стенд, стенд сборочный, стенд сварочный с формирующей шов подкладкой и перемещающимся по параллельным продольной оси линии направляющим сварочным аппаратом, портал для подачи листов и агрегат для транспортировки с магнитной траверсой, установленные с возможностью перемещения по дополнительньм направляющим, параллельным направляющим сварочного аппарата и ограничители перемещения, смонтированные на направляющих, отличающаяся тем, что, с целью расширения технологических . возможностей и качества путем исключения встречных, перемещений листов и использования массы оборудования- для поджима полотнищ, линия оснащена дополнительной формирующей щов подкладкой, расположенной между основной формирующей шов подкладкой и приемным стендом, а направляющие сварочного аппарата в зоне формирующих шов подкладок установлены с возможностью изменения уровня транспортирования.
2,Линия по п. 1,отличаю- щ а я с я тем, что роликовые секции выполнены в виде подъемных и неподъемных блоков роликов с углом наклона между образующими, равным 105-135.
3,Линия по п. 1, отличающаяся тем, что магнитная траверса агрегата для транспортировки выполнена поворотной в плоскости, параллельной плоскости роликовых секций
4,Линия по п. 1, отлича ю- щ а я с я тем, что, с целью повьше- ния точности останова сварочного аппарата путем исключения влияния инерционных сил, каждый ограничитель перемещения сварочного аппарата выполнен в виде подпружиненного электромагнита.
If 
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Устройство для сборки и автомати-чЕСКОй СВАРКи СТыКОВ пОлОТНищ | 1979 |
|
SU846197A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для сварки листов | 1979 |
|
SU841881A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
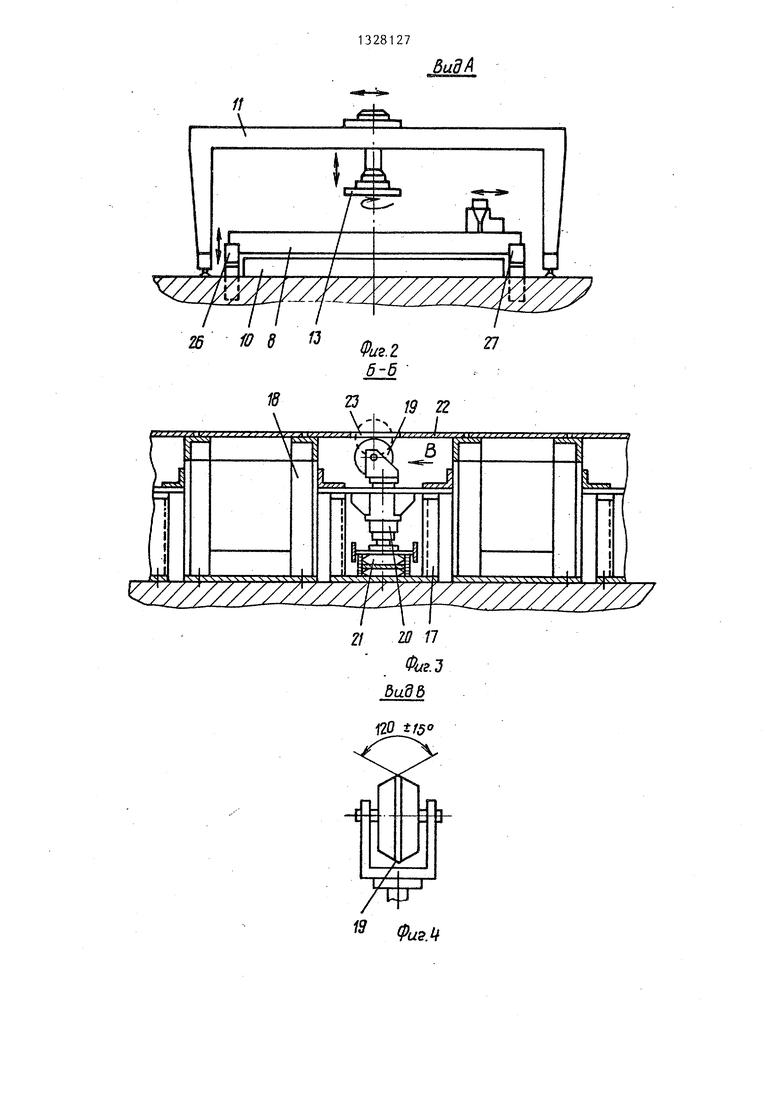
Изобретение относится к области сварки, а именно к поточным линиям изготовления крупногабаритных тонколистовых полотнищ. Цель изобретения состоит в расширении технологических возможностей путем исключения встречных перемещений и использования массы оборудования для прижима. Линия осна щена дополнительной формирующей шов подкладкой 9, установленной между основной формирующей шов подкладкой 7 и приемным стендом 10. Направляющие 14 сварочного аппарата 8 установлены на подъемно-опускных столах 24 и 25, расположенньк в зоне подкладок 7 и 9. На направляющих,14 установлены ограничители 28 перемещения сварочного аппарата 8, выполненные в виде подпружиненного электромагнита. При опускании подъемно-опускных столов 24 и 25 сварочный аппарат 8 опускается на собираемое полотнище и своей массой прижимает его к подкладке, а электромагнит удерживает сварочный аппарат 8 в требуемом положении, 3 з.п. ф-лы, 6 ил. (/) / ; /) ta гв rf- г / Направление ЗУи/яепия аоаотнища Фиъ.1
2Ж
2В 10
ГЗ
Фие.г б-б
27
Otjso
if
I/. . т
/
.t
2k 14 lit 6
Фиг. 5
J/ 8
Составитель Е.Крюкова Редактор С.Пекарь Техред Л.Сердюкова Корректор М.Демчик
Заказ 3433/16 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для перемещения крупно-фОРМАТНОгО лиСТОВОгО пОлОТНищАНА пОТОчНыХ лиНияХ для изгОТОВлЕНияплОСКиХ СЕКций | 1979 |
|
SU821392A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Автоматические линии в машиностроении: Сб | |||
| статей,Под ред | |||
| И.И.Артоболевского и-др | |||
| - М.: Иностр | |||
| л-ра, 1961, с | |||
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
| Лапкин Ю.П | |||
| и др | |||
| Перегрузочные устройства | |||
| Справочник | |||
| - Л.: Машиностроение, 1984, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Николаев Г.А | |||
| и др | |||
| Сварные конструкции, технология изготовления, автоматизация производства и проектирование сварных конструкций | |||
| - М.: Высшая школа, 1983, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
