(Л
со ;с
00
СП
а со
ми с клиновыми скосами, установленными на тяге 39 привода поворота. На К 24 также смонтирован механизм выдвижения базовой балки 22. Прижимная балка оснащена захватными элементами. Тяга 39, перемещаясь, взаимодействует своими клиновыми скосами с клиновыми скосами 37 К 24 и осуществляет поворот кронштейнов вокруг оси. Базовая балка 22 подводится к линии установки ребра на полотнище, обеспечивая точную ориентацию ребер жесткости относительно полотнища. 1 з.п, ф-лы, 15 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Устройство для подачи деталей из накопителя на обработку | 1984 |
|
SU1248754A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Стенд для сборки и сварки ребер жесткости с полотнищем | 1980 |
|
SU899318A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Устройство для обжатия наружной обшивки сердца | 1982 |
|
SU1084174A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |





Изобретение относится к области сварки и может быть использовано для изготовления полотнищ с ребрами жесткости в судостроении. Цель - повышение качества собираемого изделия путем обеспечения точной ориентации ребер жесткости относительно полотнища. Портал устройства имеет кронштейны (К) 24, шарнирно закрепленные на подъемной раме 21. К 24 оснащены клиновыми скосами 37, взаимодействующи- Jirr-AV
1
Изобретение относится к области сварки, а именно к устройствам для сборки и сварки полотнищ с ребрами жесткости, и может быть использовано в судостроении и других областях ма- шиностроения,
Цель изобретения - повьщ1ение качества собираемого изделия.
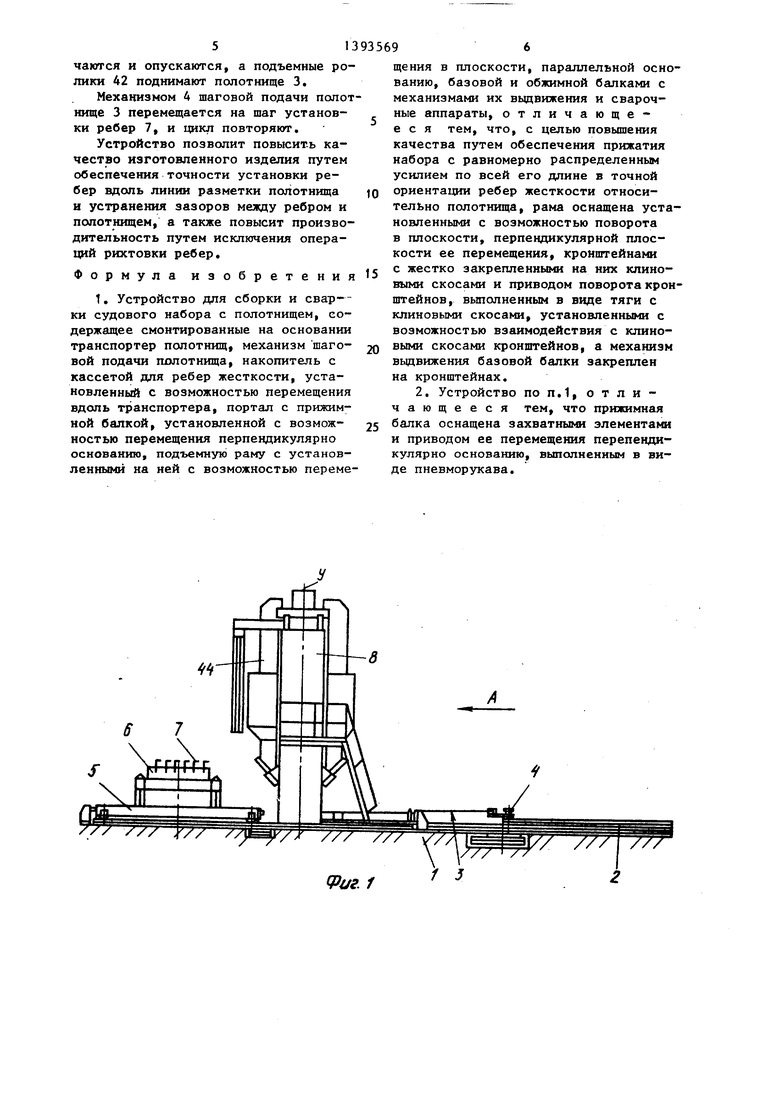
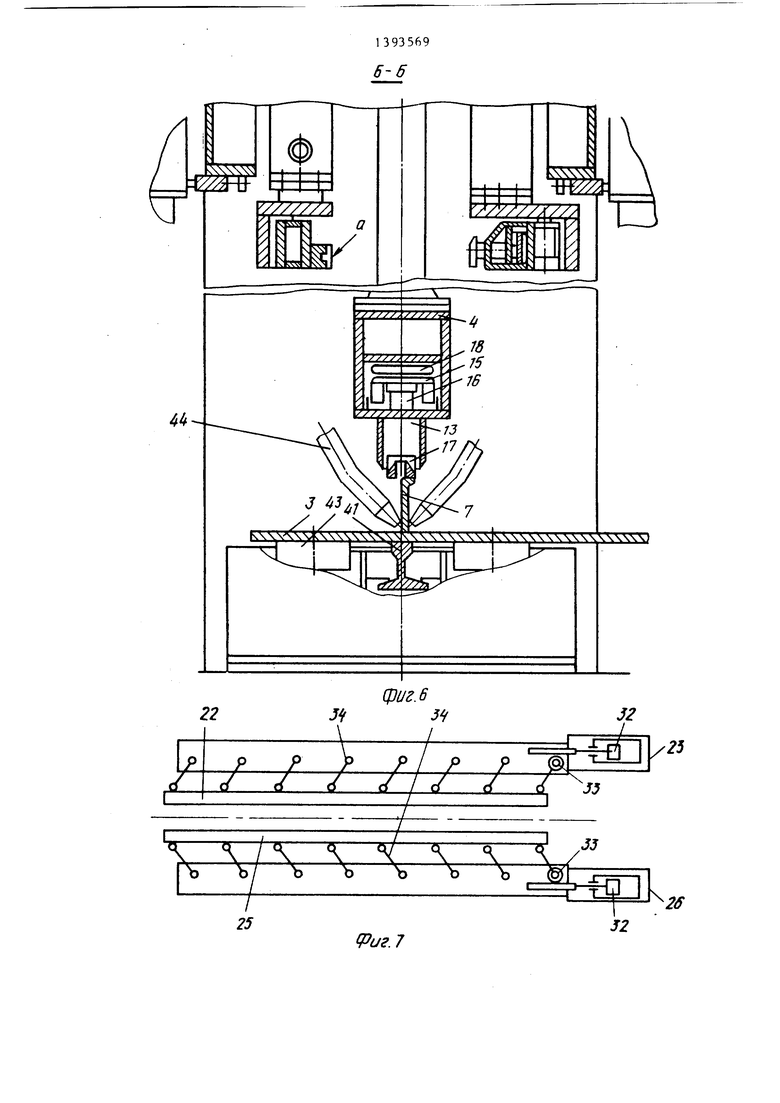
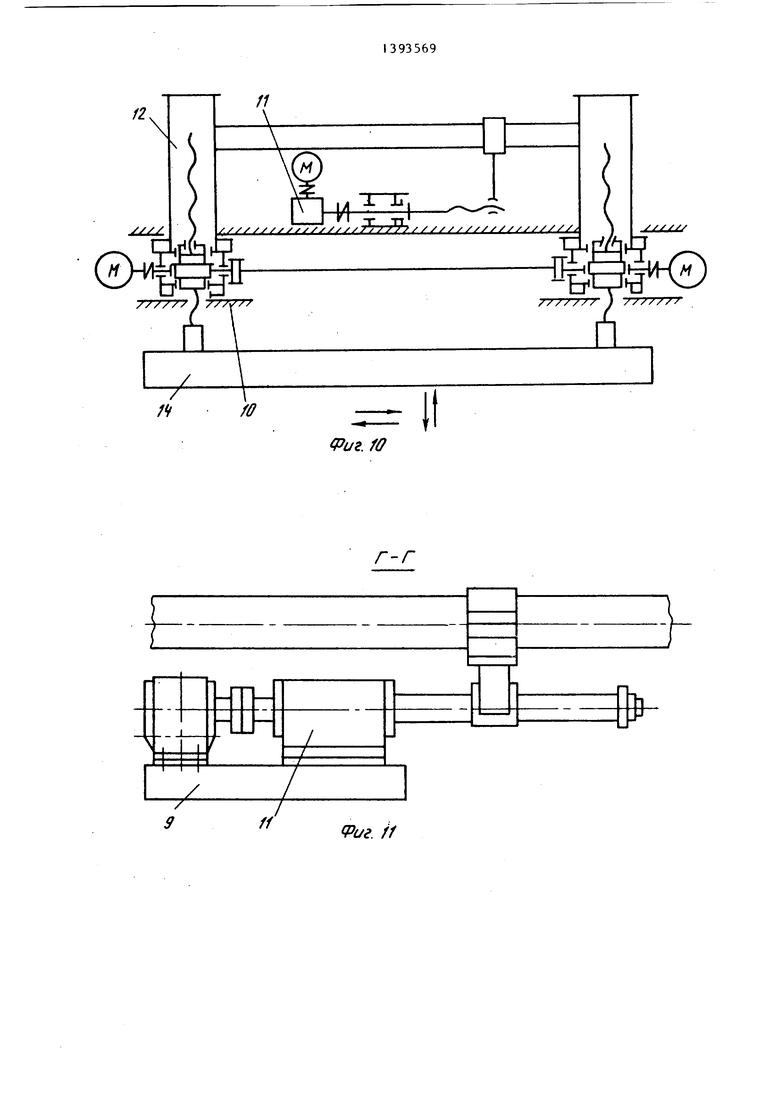
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, видсвер ху; на фиг.З - вид А на фиг.1{ на фиг.4 - разрез Б-Б на фиг.З (подъемная рама с базовой и обжимной балками, прижимная балка и транспортер с балкой выгиба в нерабочем положении), на фиг.5 - то же, в рабочем положении} на фиг.6 - то же, в положении сварки собираемых элементов; на фиг.7- кинематическая схема механизмов перемещения базовой и обжимной балки , на фиг.8 - кинематическая схема привода поворота базовой балки; на фиг.9 - разрез В-В на фиг.З; на фиг. 10 - кинематическая схема механизма подъема прижимной балки; на фиг,11 - сече- ние Г-Г на фиг.9; на фиг.12 - сечение Д-Д на фиг.9; на фиг.13 - сечение Е-Е на фиг.4; на фиг. 14 - сечение Ж-Ж на фиг с4; на фиг.15 - сечение 3- 3 на фиг.14.
Устройство для сборки и сварки судового набора с полотнищем состоит из смонтированных на основании 1 тран спортера 2 полотнищ 3,механизма 4 шаговой подачи полотнища 3, накопителя 5 с кассетой 6 для ребер 7 жесткости и портала 8.
Портал 8 имеет П-образную балку 9, на которой установлены направляющие 10, в которых с возможностью перемещения от приводов 11 вдоль вертикальной базовой плоскости Y установлены механизмы 12 подъема.Наi механизмах 12 подъема закреплена прижимная балка
20
5
О 25 30
5
0
13 с захватными элементами 14. Захватные элементы 14 состоят из подвижных упорных планок 15, взаимодействующих через штоки 16 с подпружиненными прижимными пятами 17..
Внутри прижимнчэй балки 13 между верхней горизонтальной плоскостью этой балки 13 и подвижными упорными планками 15, установленными также внутри этой балки, размещен привод ее перемещения перпендикулярно основанию 1, выполненный в виде пневмо- рукава 18.
Внутри балки 9 по обе стороны от прижимной балки 13 с возможностью вертикального перемещения от привода 19 установлен боковой прижим 20, содержащий раму 21, базовую балку 22 с механизмом 23 вьщвижения и механизмом 24 совмещения опорной поверхности а с вертикальной базовой плоскостью Y и обжимную балку 25, имеющую ме- х анизм 26 вьдвижения и прижимной орган 27, состоящий из подвижных упорных планок 28, щтоков 29 и подпружиненных прижимных пят 30. Прижимной орган 27 имеет возможность горизонтального перемещения относительно обжимной балки 25 за счет напорного рукава 31, размещенного между вертикальной стенкой балки 25 и подвижными упорными планками 28.
Механизмы 23 вьщвижения базовой балки 22 и механизм 26 вьщвижения обжимной балки 25 содержит силовой :иилиндр 32, щток которого через жестко связанную с ним рейку реечной передачи 33 взаимодействует с поворотными рычагами 34.
Механизм 24 совмещения боковой опорной поверхности а балки выполнен в виде кронштейнов 35 с закрепленными на боковых поверхностях клиновыми скосами 36. Кронштейны 35 шарнирно
установлены на подъемной раме 21, а механизм 23 вьщвижения закреплен на кронштейнах 35. Клиновые скосы 36 взаимодействуют с отводными клиновыми скосами 37 привода поворота кронштейнов 35, вьшолненного в виде силового цилиндра 38, связанного с тягой 39 через рычаг 40, причем клиновые скосы 37 установлены на тяге 39.
Параллельно опорной плоскости b прижимной балки 13, вдоль базовой плоскости Y портала 8 установлен рельс А1 балки выгиба, причем верхня плоскость головки рельса 41 является базовой плоскостью X для набора и полотнища 3. По обе стороны рельса 41 установлены подъемные ролики 42, а в промежутках между роликами 42 электромагниты 43. На портале 8 уста- 2о силовой цилиндр 38 через рычаг 40
новлены сварные аппараты 44.
Устройство работает следующим образом.
В исходном положении накопитель 5 с кассетой 6, в которой уложены ребра 7 и механизм 4 щаговой подачи с размеченным полотнищем 3, находятся в крайнем нерабочем положении. Прижимная балка 13 поднята вверх, бокоперемещает тягу 39. При этом клиновые скосы 37 взаимодействуют с клиновыми скосами 36 кронщтейнов 35 и отклоняют кронштейны 35 до тех пор, 25 пока опорная поверхность а базовой балки 22 не совместится с базовой плоскостью Y портала 8.
Подают давление в напорный рукав 31 обжимной балки 25, который перевой прижим 20 с отведенными в крайнее о мещает подвижные упорные планки 28.
положение базовой балкой 22 и обжимной балкой 25 находится в верхнем положении. Подъемные ролики 42 подняты, а электромагниты 43 опущены.
Размеченное полотнище 3 механизмом 4 шаговой подачи по подъемным роликам 42 перемещается на маршевой скорости к базовой плоскости Y портала 8. При приближении линии разметки к этой пллскости привод перемещения механизма 4 шаговой подачи автоматически переключается на доводочную скорость, на которой обеспечивается совмещение линии разметки полотнища 3 с базовой плоскостью Y портала 8.
Затем подъемные ролики 42 опускаются и включением электромагнитов 42 сориентированное полотнище 3 при- тягивается к базовой плоскости X головки рельса 4 1.
После задания адреса установки ребра 7 накопитель 5 с кассетой 6 на маршевой скорости, а при подходе к адресу на доводочной перемещается к порталу 8 и останавливается так, чтобы необходимое ребро 7 расположилось под базовой плоскостью Y портала 8.
35
40
45
50
55
Планки 28 через штоки 29 и прижимные пяты 30 производят прижатие ребра 7 к опорной поверхности а базовой балки 22 с равномерно распределенной на грузкой по всей длине ребра 7.
Затем подают давление в пневмору- кав 18 прижимной балки 13 и он через подвижные упорные планки 15, штоки
16и подпружиненные прижимные пяты
17захватных элементов 14 прижимает ребро 7 и полотнище 3 к головке рель са 41 с равномерно распределенным по всей длине усилием
После прижатия набора к рельсу 41 давление в напорном рукаве 31 обжимной балки 25 снимают, отключают механизм 24 совмещения и механизмами 23 и 26 вьдвижения соответственно отводят базовую балку 22 и обжимную балку 25 в исходное положение.
Раму 21 приводом 19 поднимают в крайнее верхнее положение. Перемещают сварочные аппараты 44 и производят сварку ребра 7 к полотнищу 3.
После окончания сварки прижимная балка 13 поднимается, сварочные аппараты 44 возвращаются в исходное положение, электромагниты 43 отклю
Прижимная балка 13 механизмом 12 подъема опускается, захватывает ребро 7 из кассеты 6 и вместе с ним поднимается вверх, после чего накопитель 5 возвращается на исходную позицию, а прижимная балка 13 опускается с ребром 7 на полотнище 3. Включением привода 11 перемещения ребро 7 ориентируется относительно кромки полотнища 3 в поперечном направлении. После этого приводом 19 боковой прижим 20 опускается вниз.
При включении силовых цилиндров 32 механизмов 23 и 26 выдвижения рычаги 34 через речную передачу 33 вьщ- вигают соответственно базовую балку 22 и обжимную балку 25 в зону сварки..
Включают механизм 24 совмещения
силовой цилиндр 38 через рычаг 40
перемещает тягу 39. При этом клиновые скосы 37 взаимодействуют с клиновыми скосами 36 кронщтейнов 35 и отклоняют кронштейны 35 до тех пор, пока опорная поверхность а базовой балки 22 не совместится с базовой плоскостью Y портала 8.
Подают давление в напорный рукав 31 обжимной балки 25, который пере5
0
5
0
5
Планки 28 через штоки 29 и прижимные пяты 30 производят прижатие ребра 7 к опорной поверхности а базовой балки 22 с равномерно распределенной нагрузкой по всей длине ребра 7.
Затем подают давление в пневмору- кав 18 прижимной балки 13 и он через подвижные упорные планки 15, штоки
16и подпружиненные прижимные пяты
17захватных элементов 14 прижимает ребро 7 и полотнище 3 к головке рельса 41 с равномерно распределенным по всей длине усилием
После прижатия набора к рельсу 41 давление в напорном рукаве 31 обжимной балки 25 снимают, отключают механизм 24 совмещения и механизмами 23 и 26 вьдвижения соответственно отводят базовую балку 22 и обжимную балку 25 в исходное положение.
Раму 21 приводом 19 поднимают в крайнее верхнее положение. Перемещают сварочные аппараты 44 и производят сварку ребра 7 к полотнищу 3.
После окончания сварки прижимная балка 13 поднимается, сварочные аппараты 44 возвращаются в исходное положение, электромагниты 43 отключаются и опускаются, а подъемные ролики 42 поднимают полотнище 3.
Механизмом 4 шаговой подачи полотнище 3 перемещается на шаг установки ребер 7, и цикл повторяют.
Устройство позволит повысить качество изготовленного изделия путем обеспечения точности установки ребер вдоль линии разметки полотнища и устранения зазоров между ребром и полотнищем, а также повысит производительность путем исключения операций рихтовки ребер. Формула изобретения
«ХЙ
(Риг. 1
щения в плоскости, параллельной основанию, базовой и обжимной балками с механизмами их выдвижения и сварочные аппараты, отличающееся тем, что, с целью повышения качества путем обеспечения прижатия набора с равномерно распределенным усилием по всей его длине в точной ориентации ребер жесткости относительно полотнища, рама оснащена установленными с возможностью поворота в плоскости, перпендикулярной плоскости ее перемещения, кронштейнами с жестко закрепленными на них клиновыми скосами и приводом поворота кронштейнов, выполненным в виде тяги с клиновыми скосами, установленными с возможностью взаимодействия с клино- 0 выми скосами кронштейнов, а механизм выдвижения базовой балки закреплен на кронштейнах.
5
5
1 S
SudA
фигЗ
/
«
Л / V /
ъ ъ/ ъ ъ ъ ъ V
25
фиг. 6
(Риг.7
/-Iг
37 22 36 36
(риг. 8
5S
фиг.9
12
fPui fO
fPui. //
r-r
(Pue.fS
-V
/ /7
59 21
J-J
X
37
353d
(puifS
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Поточная линия для сборки и сварки полотнищ с ребрами жесткости | 1978 |
|
SU694340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
