1
Изобретение относится к области сварки, а именно к многодуговым сварочным машинам для автоматической приварки к плоским полотнищам ребер жесткости из толстолистового материа-5 ла многопроходным двухсторонним тавровым швом в нижнем положении.
Известно устройство для сварки горизонтальных угловых швов корпуса судна в данной части, содержащее са- О моходный портал, установленный на рельсовом пути, на направляющих которого установлены с возможностью свободного перемещения две каретки. Сварочные головки установлены на консо- 15 лях, которые могут перемещаться вертикально и свободно вращаться. Снабжение каждой пары сварочных горелок самостоятельной кареткой, перемещающейся по направляющим портала, позво-20 ляет выбрать очередность приварки ребер жесткости, обеспечивающую снижение сварочных деформаций и повышение качества свариваемой конструкции 1.
Однако известное устройство не 25 обеспечивает высокой производительности труда и качества сварки в случае искривленных и особенно толстостенных ребер жесткости, так как отсутствует возможность ОПТИМсШЬНОЙ 30
ориентации сварных горелок относительно места соединение.
Целью изобретения является повышение производительности труда путем сокращения вспомогательного времени и повышения качества приварки ребер жесткости из толстолистового материала многопроходными двухсторонними тавровыми швами с разделкой и без разделки кромок.
Цель достигается тем, что устройство для автоматической приварки ребер жесткости к плоскому полотнищу в нижнем положении снабжено шарнирно связанным с суппортом механизмом перемещения сварочных горелок, выполненном в виде двух тележек, установленных в корпусе с возможностью перемещения относительно него и один относительно другого, и снабженных двумя .подпружиненными относительно тележек кронштейнами, установленными с возможностью перемещения один относительно другого с помощью клина, при этом копирующие ролики установлены на кронштейнах, механизм ориентации сварочных горелок выполнен в виде смонтированного на одном из хронштейнов сектора и ползуна, установленного на секторе с возможностью перемещения
и шарнирио связангюго с горел «;(1, Устройство содеря ит установлен;::-,: на рельсовом пути портал с cynrioi rOM, KbifijoLUHM возможность в(-/рГ1 кального перемещенип по направляю1-;им самоходной каретки, jconjjpyjouins .гнки, сзпрочные горелки п механизл У их ориентаци
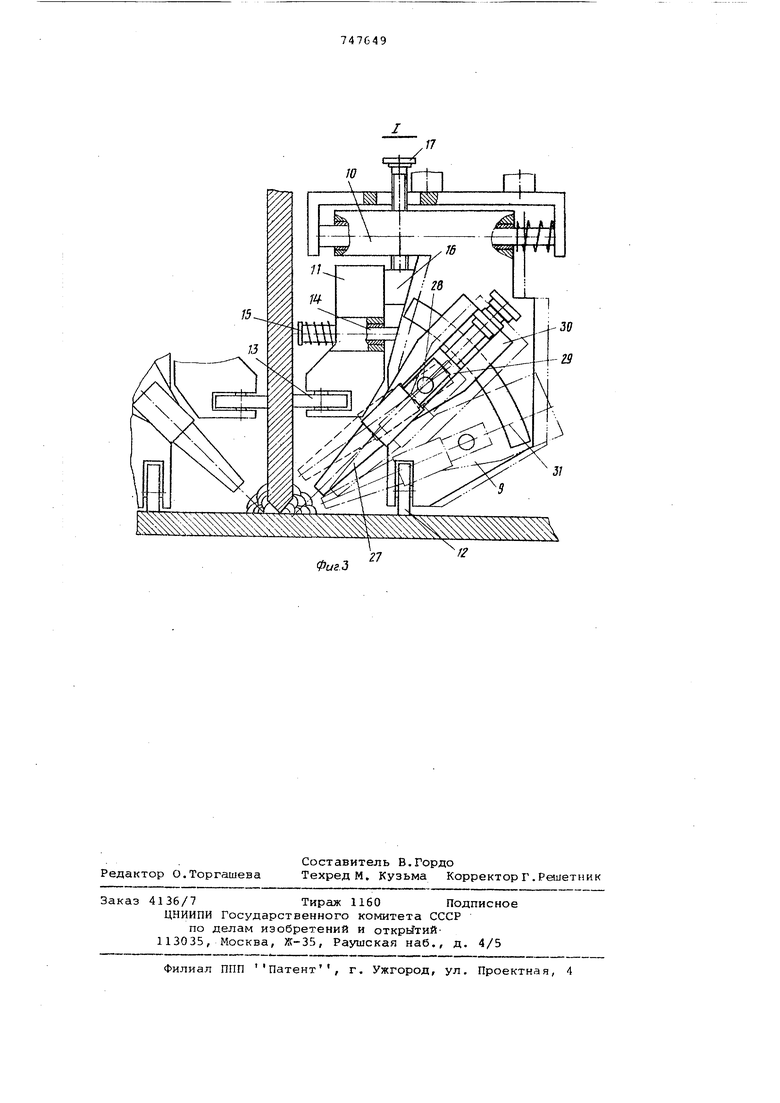
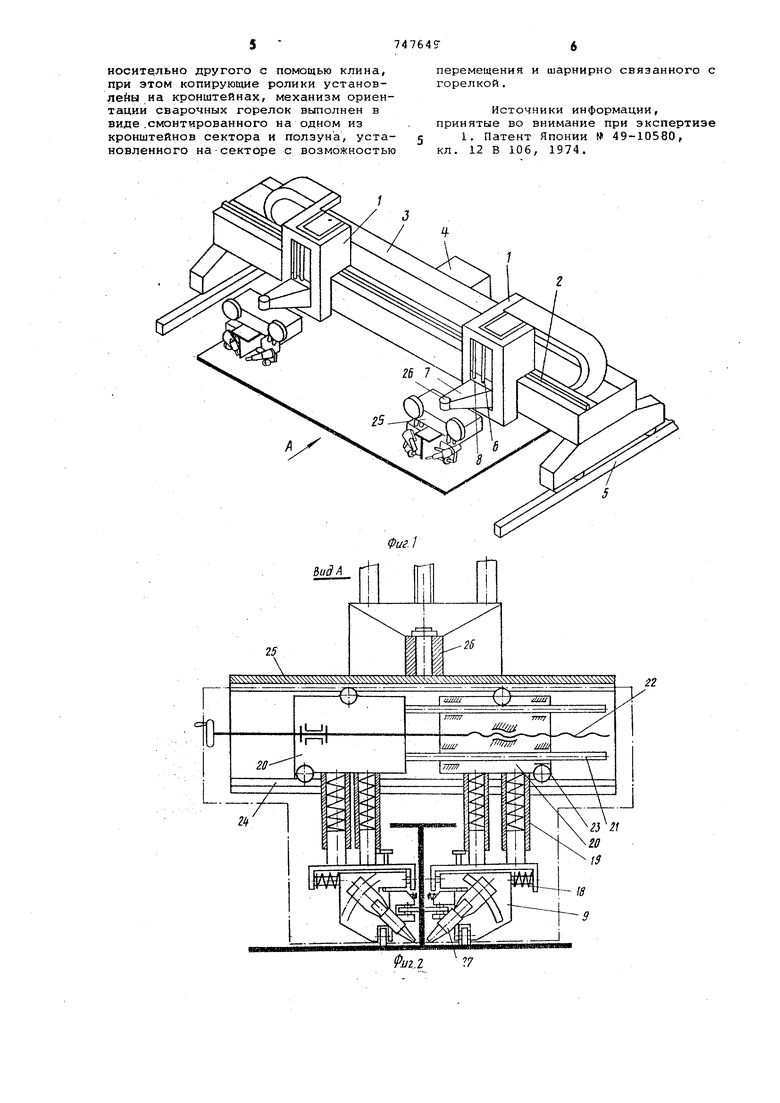
На фиГа 1 показано устройство, общий вид; на фнг, 2 - Bii.ii и о стрэлке . на фиг. 1; Не) . 3 - узел I на фиг. 2,
Устройство, установленное на самоходной карет -ге 1 (фигч .1).. перемещается по иаправляюч.им 2 портала. Портал 3 о гтриБОдом 4 уставоБле;; на рельсовом путм 5. Са---оходные каретки имеют цапра}зляющие 6, n.ji которых установле - суппорт 7, nopeNGiiiaeMi Tri по ним вертикэльыо с помощью ходового винта 8. Копирующие устройства Э (фиг. 3), состояаше из 1двух кронштейнов 10 и .11, копируюи;пх роликов 12 и 13, направлямщлх 14, прук-лны 15, клина 16 и винтовой ria( 17, соединены с ГЮМО1 |ЬЮ ПруЖИНИЪХ чСТрОЙСТВ
18 и 19 (фиг. 2) с тележ}сами 20 и с помощью двух скалок 21 и винта 22 объединены в единый сварочпыГ агрегат, который уст 1новлен ходовыми КО-лесами 23 на направляющие 24 корпуса 25, закрепленного посредстном шарнирного соединения 26 на суппорте 7. Свггрочная горелка 27 соединена ITOOредством шарнира 28 со стойкой 29, установленной н направляющих т пляуна 30, а ползун смонтирован на напоазляющим секторе 31, закрэпленно-, на кроштейне 10 копируюцего устройства 9.
Приварка ребер жесткостп, ор-исн ированных вдоль рельсового пути, осуществляется следующим обргазом,
Суппорт 7 находится в верхнем положении. Корпус25 с установле1-п ьтми нем сварочными агрегатами развернут в шарнирном соед;инении 26 для сварки порталом, а копирующее устройство 9 с помощью винта 22 разведено на ширину полки призариваемого ребра жесткости. Портал 3 переметают по рельсовому пути к началу привариваег ых ребер жесткости, а самоходные каретки 1 перемещают по направляющим 2 пор-тала и устанавливают над ребрамн жесткости, намеченными технологической схемой для приварки . С покощью привода onycKaiOT суппорт 7 iio :асания копируюЕцими роликами 13 гьэлзтнища свариваемой гсонструкп.ии,, Вра.пением винта 22 сдвигают тележки 20 с эакрепленныЕчи на них копирующими устройствами 9 до касания копирурощиt/u-i роликами 12 стенки привг риваемого ребра и обеспечивают необходимое усилие подтжатия ,,, воспринимаемое пружинным устройством 18 о горргзонтальной осью действия. Затем приводом суппорта обеспечивают необходимое усилие поджатия копирующих роликов 13 к полотнищу, воспринимаемое пружинным устройством 19 с вертикальной осью д:1ействия. Разворотом сварочной горелки 27 в шарнире 28 стойки, 29, перемещением стойки с ползуном 30 по направляющей сектора 31 и перемещением кронштейна 11 с помощью клина 16 отнОСительно стенки ребра ориентируют сварочную горелку 27 относительно места соединения стенки ребра и полотнища для наложения очередного сварочного валика, Установка готова к работе.
Для приварки ребер жесткости с дпух сторон к полотнищу в перпендикулярном направлении при подготовке установки к работе корпус 25 с установленным в нем сварочным агрегатом разворачивают в шарнирном соединении 26 на угол 90°. Дальнейшие действия производятся аналогично первому случаю за исключением включения портала 3. Сварка производится посредством последовательного, движения самоходных кареток 1 по направляющей 2 портала. При этом сварка может производиться движениями кареток 1 от середины ребра жесткости к краям ребра или от краев ребра к серездине ребра; движениями одной из кареток 1 от середины ребра к краю ребра, а другой кареткой - от края ребра к середине ребра последовательно один за другим
Применение предлагаемого устройства обеспечить высокую прОизводител)ность труда и качественную приварку ребер жесткости из толстолистового материала многопроходным двухсторонним тавровым швом с разделкой кромок и без нее.
Формула изобретения
Устройство для автоматической приварки ребер жесткости к плоскому полотнищу в нижнем, положении, содержащее установленный на рельсовом пути портал с суппортом, имеющим возможность вертикального перемещения по направляющим самоходной каретки, копирующие ролики, сварочные горелки и механизмы их ориентации, отличающееся тем, что, о целью повышения производительности труда путем сокращения вспомогательного времени и повьшления качества приварки ребер жесткости из толстолистового материала многопроходными двухстороннимз-j тавровыми швами с разделкой и без разделки кромок, оно шарнирно связанным с суппортом механизмом перемещения сварочных горелок, выполненном в виде двух тележек, установленных в корпусе с Возможностью перемещения относит«эльно него и один относительно другого, и снабженных двумя подпружиненными относительно тележек кронштейнами, установленными с возможностью перемещения один относительно другого с помощью клина, при этом копирующие ролики установлейы на кронштейнах, механизм ориентации сварочных горелок выполнен в виде.смонтированного на одном из кронштейнов сектора и ползуна, установленного на-секторе с возможностью
перемещения и шарнирно связанного с горелкой,
Источники информации, принятые во внимание при экспертизе
1. Патент Японии 49-10580, кл. 12 В 106, 1974. шн/ 77777 „///,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| Способ транспортирования плоских изделий и устройство для его осуществления | 1985 |
|
SU1331756A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |