00
N
О)
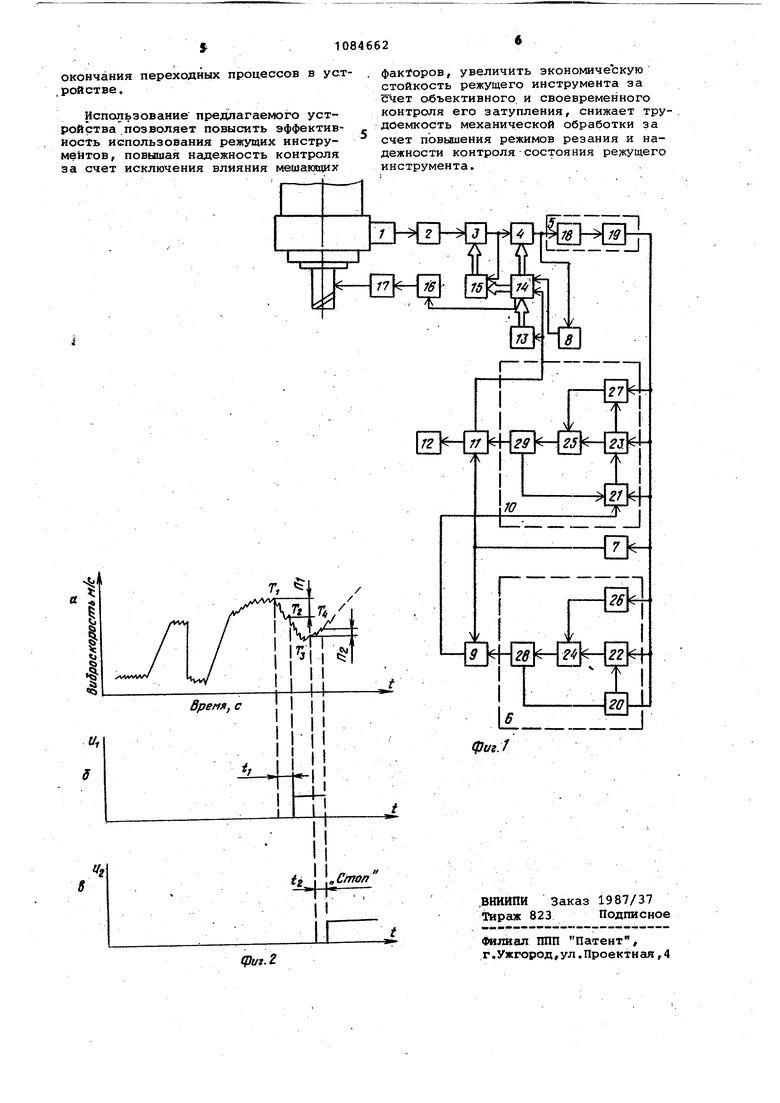
о ю Изобретение относится к контролю износа режущего инструмента при металлообработке и может быть использов но япя повышения долговечности, надежности работы режущих инструментов и станков с числовым программным управлением- (ЧПУ).. По основному авт.св. 1019289 известно устройство для контроля износа режущего инструмента, содержащее датчик, параллельно соединенные блок вычисления уменьшения приращения виброскорости и блок вычисления увеличения приращения виброскорости, счетно-решающую схему, соединенную с последним и блок инддакации, оно.снабжено блоком блокировки, первым триггером,-вторым триггером, датчик выполнен в виде двухкомпонент измерителя вибрации, счетно-решающая схема в виде последовательно соединенных сумматора и блока выделения среднеквадратического значения -вход сумматора соединен с двухкомпонентным измерителем вибрации, блок вычисления увеличения приращения виб роскорости и блок вычисления уменьше ния виброскорости выполнены в виде схемы фиксации, усилителя, схемы сравнения, exeNtj временной селекции и делителя напряжения, вход схемы фиксации, положительный вход усилителя и вход делителя напряжения соединены с выходом блока среднеквадратич ного значения, выход схемы фиксации сое динен с отрицательным входом усилителя а выходусилителя - с положительным вхо дом схемы сравнения,выход делителя напряжения соединен с отрицательным входом схемы сравнения, выхЪд которой соединен с входом схемы временной се лекции, первый выход ее соединен с вторым входом схемы фиксации, а второй выход блока вычисления увеличения приращения виброскорости соединен с первым входом первого триггера, второй выход схемы временной селекции блока вычисления уменьшения приращения виброскорости соедине с первым входом второго триггера, вы ход которого соединен с входом блока индикации, вход блока блокировки coe динен с выходом блока выделения сред неквадратического значения, а выход - с вторыми входами первого и второго триггеров, выход первого триггера соединен с вторым входом схемы фиксации блока вычисления умен шения приращения виброскорости IJ. Недостатком известного устройства для контроля -износа режущего инструмента является изменякадаяся жесткость системы СПИД в широких пределах, что приводит к изменению информативной полосы частот, что снижает надеж ность контроля. Цель изобретения - повышение надежности контроля. Поставленная цель достигается тем, что устройство для контроля износа режущего инструмента снабжено цепью, содержащей последовательно соединенные усилитель заряда, усилитель с переменным коэффициентом усиления и узкополосный высокочастотный фильтр, включенной между датчиком вибраций и счетно-решакадей схемой, блоком регистрации максимума отклика, интерфейсом ЧПУ станка, блоком логики и управления, блоком автоматического выбора коэффициента усиления, ключевым блоком и- возбудителем вибраций, причем вход интерфейса ЧПУ станка и первый вход блока логики и управления соединеныс выходом второго триггера, второй вход блока логики и управления соединен с выходом блока регистрации максимума отклика, вход соединен с выходом интерфейса ЧПУ станка, первый выход блока логики и управления соединен с входом узкополосного высокочастотного фильтра, второй выход - с входом блока автоматического выбора коэффициента усиления, выход котооого соединен с входом усилителяс переменным коэффициентом усиления, а третий выход блока логики и управления через ключевой блок соединен с входом возбудителя ви-браций. На фиг 1 изображена структурная схема предлагаемого устройства; на фиг. 2 - диаграммы, поясняющие принцип работы устройства, Устройство для контроля износа режущего инструмента содерзкит датчик 1 вибраций, соединенный дерез цепь, включающую усилитель 2- заряда, усилитель 3 с переменным коэффициентом усиления и узкополосный высокочастотный фильтр -4 со счетно-решающей схемой 5, выход которой соединен с входами блока 6 вычисления увеличения приращения.виброскорости, блока 7 блокировки, блока 8 регистрации максимума отклика, выход блока 6 вычисления увеличения приращения виброскорости соединен с первым входом первого триггера 9, выход блока 10 вычисления уменьшения приращения виброскорости соединен с первым входом второго триггера 11, выход которого соединен с входом блока 12 индикации, интерфейсом 13 ЧПУ станка, первым входом блока 14 логики и управления, второй вход блока 14 соединен с выходом блока 8 регистрации , максимума отклика, третий вход блока 14 соединен с выходом интерфейса 13 ЧПУ станка. Первый выход блока 14 логики и управления соединен
с входом узкополосного 1высокочастотного фильтра 4, второй выход соединен с входом блока 15 автоматического выбора коэффициента усиления, выход которого соединен с входом усилителя 3 с переменным коэффициентом усиления, а третий выход блока 14 логики и управления через ключевой блок 16 соединен с входом возбудител 17 вибраций. Выход блока 7 блокировки соединен с вторыми входами триггеров 9 и 11. Счетно-решающая схема 5 выполнена в виде сумматора 18 и блока 19 выделения среднеквадратического значения. Блок 6.вычисления увеличения приращения виброскорости и блок 10 вычисления уменьшения приращения виброскорости выполнены аналогично в виде схем 20 и 21 фиксации, разностных усилителей 22 и 23, схем 24 и 25 сравнения, делд телей 26 и 27 напряжения и схем 28 и 29 временной селекции. ,
Устройство работает -следующим образом.
Для определения частоты собственного резонанса системы СПИД анализируется отклик датчика 1 вибраций, закрепленного в непосредственной .близости от режущего инструмента, на ударное возбуждение, осуществляемое возбудителем 17 вибраций. Поиск искомой частотной области основан на
TQM, что в диапазоне f 0,8-10 кГц отклик узкопслосного фильтра 4, имеющего резонансную частоту, совпадающую с 1скомой частото.й резонанса СПИД, на ударное возбуждение будет максимальным по сравнению с фильтром имеющим другую резонансную частоту. При включении станка блок 14 дешифрует команду от интерфейса 13 ЧПУ станка о начале обработки и запускает блок 15 автоматического выбора коэффициента усиления, необходимость введения которого в схему устройства обусловлена значительным разбросом амплитуд вибрации для различных . видов станков, приспособлений, инструментов, заготовок, видов обработки вариации режимов резания. Блок 15 автоматического выбора коэффициента усиления может быть выполнен, например, в виде двоичного счетчика:, генера.тора тактовых импульсов компаратора предельного уровня сигнала, бло кирующего поступление тактовых импул сов на счетчик, при достижении выход ного напряжения уровня срабатывания компаратора. Определение момента износа режущего инструмента при работе станка, основано на анализе вибрации, воспринимаемой датчиком 1, выполненным в виде двухкомпонентного измерителя вибраций. Электрические сигналы с датчика 1, после усиления усилителем 2 заряда и усилителем 3 с
регулируемым коэффициентом усиления, отфильтровываются узкополосным высокочастотным регулируемым фильтром 4 и поступают на сумматор 18 и далее на блок 19 выделения среднеквадратического значения сигнала виброскорости. На выходе блока 19 образуется сигнал, соответствующий среднеквадратическому значению векторной суммы виброскоростей в ортогональных направлениях. С выхода блока 19 сигнал виброскорости поступает на вход схемы 20 фиксации максимумов. Разностный усилитель 22 вырабатывает сигнал разности между текущим значением сигнала и его максимальным значением. Схема 24 сравнения срабатывает в том случае, когда- эта разность превышает величину, задаваемую текущим значением, уменьшенным делителем 26 напряжения в п раз, т.е. при уменьшении сигнала относительно его максимального значения .на величину 1, задаваемую в процентах, относительно его текущего значения. Схема 28 временной селекции блокирует прохождение кратковременных сигналов, длительность которых меньше величины t и обновляет содержимое схемы 20 фиксации максимумов сигнала вибро- . скорости. Триггер 9 устанавливается в состояние логической единицы при Срабатывании схемы 24, чему соответствует время Тд в период нормального износа инструмента и включает в работу блок 10 вычисления уменьшения
приращения виброскорости, снимая сигнал сброса со схемы 21 фиксации ; миниму,ов сигнала виброскорости. Блок 10 вычисления уменьшения прира щения виброскорости работает аналогично блоку 6 с той лишь разницей, что схема 25 сравнения срабатывает при изменении уровня минимального значения сигнала на величину П, мень Шую Ц. Этим достигается уменьшение, возможности времени работы на участке катастрофического износа (участок при 17 т при сохранении достоверности выдачи аварийного сигнала за счет последовательного во времени вычисления максимума и минимума сигнала. Сигнал со cxeivod 25 сравнения через схему 29 временной селекции устанавливает триггер 11 в состояние логической единицы во время Т , соответствуняцее катастрофическому из но-. су, срабатывает блок 12 индикации, включая звуковой или световой сигнал на замену изнсшеиного инструмента.
Блок 7 блокировки сигнала виброскорости при переходных режимах блокирует установку триггеров 9 и 11 в состояние логической единицы при включении двигателя, при его работе в режиме ндстройки, при выключении двигателя на время, достаточное для
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1019289A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для определения момента затупления режущего инструмента | 1986 |
|
SU1471114A1 |
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1034870A1 |
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Устройство контроля затупления режущего инструмента на станках с ЧПУ | 1986 |
|
SU1442875A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1991 |
|
RU2025254C1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА, по авт.св. № 1019289, отли1аю1цееся тем, что, с целью повышения надежности контроля, оно снабжено цепью, содержащей последовательно соединенные усилитель заряда, усилитель с переменным коэффициентом усиления и . узкополосный высокочастотный фильтр,. включенной между датчиком вибраций и счетно-решающей схемой, блоком ре- гистрации максимума отклика, интерфейсом ЧПУ станка, блоком логики и управления, блоком автоматического выбора коэффициента усиления, ключевым блоком и возбудителем вибрации., причем вход интерфейса ЧПУ станка и первый вход блока логики и управления соединены с выходом второго триггера, второй вход блока логики и управления соединен с выходом блока регистрации максимума отклика, третий вход соединен с выхбдом интерфейса ЧПУ станка, первый выход блока логики и управления соединен с входом узкополосного высокочастотного фильтра, второй выход - с входом блока автоматического выбора коэффициента усиления, выход которого соединен с входом усилителя с перемен- § ным коэффициентом усиления, а третий (Л выход блока логики и управления черезч ключевой блок соединен с входом возс будителя вибраций
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1019289A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
