Изобретение относится к станкостроению, к области автоматического управления процессом механической обработки и может быть использовано для автоматического управления скоростью резания на металлорежущих станках и станках с ЧПУ.
Известен способ управления процессом механической обработки, в котором предварительно производят замер геометрической формы заготовки, измеряют фактическую глубину резания, сравнивают фактическую и необходимую глубину резания и корректируют положение инструмента [1]. Недостатки способа - необходимость предварительного замера геометрии заготовки, низкая точность измерений фактической глубины резания, отсутствие информации об износе инструмента.
Наиболее близким к предлагаемому является способ автоматического управления процессом механической обработки, включающий регистрацию спектра виброакустической эмиссии (ВАЭ), формирование сигнала об износе режущего инструмента и формирование сигнала управления скоростью резания в функции изменения интенсивности сигнала ВАЭ при постоянных подаче и глубине резания [2] . Недостатки способа - необходимость создания и установки специального устройства, измеряющего спектр ВАЭ, установление статистической связи между износом инструмента и высокочастотной составляющей спектра ВАЭ, допущение о постоянстве глубины резания, хотя она может монотонно изменяться из-за предыдущей обработки.
Цель изобретения - повышение надежности и точности способа управления.
Поставленная цель достигается тем, что согласно способу автоматического управления процессом механической обработки путем формирования сигнала управления скоростью резания при постоянной оборотной подаче, в отличие от прототипа измеряют фактическое значение силы резания, длину резания. Определяют возможное монотонное изменение глубины резания, коэффициент учитывающий материалы обрабатываемой детали и резца, геометрию режущего инструмента и состав смазывающе-охлаждающей жидкости (СОЖ), расчетное значение силы резания. Задают текущее значение износа режущего инструмента и формируют сигнал управления скоростью резания по степенной зависимости отношения разности измеряемой и расчетной величины силы резания к произведению уточненных параметров резания с их степенными коэффициентами.
Сущность способа заключается в следующем. Известно, что сила резания является функцией параметров резания - глубины резания t, оборотной подачи s, скорости резания v и износа режущего инструмента h и описывается степенной функцией [3]: P = C˙Vx˙sy˙tz˙ha, где Р - сила резания; С - коэффициент, учитывающий свойства обрабатываемого и инструментального материалов, геометрию инструмента и свойства СОЖ; x,y,z,a - степенные коэффициенты, зависящие от конкретной пары резец-обрабатываемая деталь.
Согласно конструкции обрабатываемой детали задается конечное значение длины резания, которое разбивается на условное количество заданных участков с равной длиной обработки, задается конечное критическое значение износа инструмента и устанавливается связь между ними: hT = k˙LT+ho, k = (hкp - ho)/Lк, где hT - текущее значение износа; LT - текущее значение длины резания, определяется по числу оборотов шпинделя и радиуса резания; ho - начальное значение величины износа перед процессом резания; hкp - критическое значение величины износа; Lк- конечное значение длины резания; k - коэффициент пропорциональности.
Процесс обработки начинается при оптимальных, расчетных параметрах резания и расчетном значение коэффициента С. Непосредственно после врезания резца в обрабатываемую деталь производят замер фактического значения силы резания, которое идентифицируется током главного двигателя. Если оно отличается от расчетного значения силы резания то, производят коррекцию коэффициента С: Co - ((Pф/Pр)-1)˙Ср, Сф = Ср + Со, Рр = Ср˙vox˙soy˙toz˙hoa, где Со - отклонение фактической величины коэффициента С от расчетного значения; Ср, Сф - расчетное и фактическое значение коэффициента, С; Рр, Рф - расчетное и фактическое значения силы резания, непосредственно после врезания в деталь; vo, so, to - оптимальные расчетные параметры резания.
После обработки первого заданного участка производят измерение фактического значения силы резания и сравнивают с расчетным: Po = Рф1 - Рр1, Рр1 = Сф˙vox·soy˙toz˙h1a, h1 = k˙L1+ho, где Ро - отклонение расчетного от фактического значения силы резания; Рр1, Рф1 - расчетное и фактическое значение силы резания, после обработки первого заданного участка детали, L1, h1 - длина резания и расчетное значение износа, после обработки первого участка детали.
При возникновении отличия фактического и расчетного значений силы резания, т. е. Ро = 0, делается предположение о том, что ошибку вносит монотонное изменение глубины резания, связанное с предыдущей обработкой детали, так как случайные изменения глубины отсекаются фильтром случайных помех. Определяется фактическое отклонение значения глубины резания: toT = to˙(Рф1/Рр1)-1)1/z, tT = (toT˙LT/L1)+to, где tT - текущее значения глубины резания с учетом монотонного изменения; toT - отклонение значения глубины резания от первоначального после обработки первого участка детали.
На этом расчет уточненных параметров обработки закончен.
После обработки второго заданного участка детали производят замер фактического значения силы резания. При появлении отличия между фактическим и расчетным значением силы резания делается вывод о том, что скорость резания выбрана не оптимальной, вследствие чего фактическое значение износа отличается от расчетного. Определяют величину изменения скорости резания для регулирования текущей величины износа: voT = =vo˙(Pф2/Рp2)-1)1/x, Pp2 = Cф˙vox˙soy·t2z˙h2a, h2 = k˙L2+ho, t2 = (toT˙L2/L1)+to, vн = vo+voT, где vоТ - расчетное значение изменения скорости резания; Рр2, Рф2 - расчетное и фактическое значение силы резания, после обработки второго участка; L2, h2, t2 - значение длины резания, износа инструмента и глубины резания после обработки второго участка; vн - новое значение скорости резания, с учетом регулирования.
Управление скоростью резания на всех последующих участках обрабатываемой детали производится по тому же алгоритму, что и второго заданного участка.
В науке и технике известны способы [4], позволяющие управлять процессом механической обработки регулируя скорость подачи инструмента, на основании измерения механических вибраций станка и определение контакта инструмент-обрабатываемая деталь. Существенное отличие предлагаемого способа заключается в регулировании скорости резания, по степенной зависимости отношения измеряемой величины силы резания к уточненным, в процессе обработки, параметрам резания.
На фиг. 1 изображена блок-схема реализации способа. Она содержит первый 1 задающий элемент (ЗЭ) начального, расчетного значения скорости резания, выход которого связан с входом первого релейного элемента 2, который управляется сигналом с входа л блока управления БУ. Выход элемента 2 соединен с входом первого элемента памяти 3, выход которого связан со входом а блока расчетов БР. Выход второго 4 ЗЭ расчетного значения оборотной подачи связан со входом б БР. Выход третьего 5 ЗЭ начального значения износа соединен с первым входом первого сумматора 6, выход которого связан со входом в БР. Выход четвертого 7 ЗЭ расчетного значения глубины резания соединен с первым входом второго сумматора 8, сигнал с выхода которого поступает на вход г БР. Выход пятого 9 ЗЭ расчетного значения коэффициента С соединен с первым входом третьего сумматора 10, выход которого связан со входом д БР. Первый выход датчика 11 длины резания соединен с первым усилителем 12, с регулируемым коэффициентом усиления. Выход его связан со вторым входом сумматора 6. Второй выход элемента 11 связан со входом к БУ. Третий выход элемента 11 соединен с первым входом первого блока вычислителя 13. Четвертый выход элемента 11 связан с первым входом первого элемента сравнения 14, на второй вход которого поступает сигнал с первого выхода шестого ЗЭ 15, формирующего сигнал, равный длине обработки одного условного участка обрабатываемой детали, второй выход которого соединен с входом и БУ. Третий выход элемента 15 связан со входом второго релейного элемента 16, управляемого сигналом с первого выхода элемента 14. Выход элемента 16 соединен с первым входом второго блока вычислений 17, выход которого связан со вторым входом элемента 13, выход которого соединен со вторым входом сумматора 8. Выход е БР связан со входом третьего релейного элемента 18, который управляется сигналом таймера 19. Выход элемента 18 соединен со входом второго элемента памяти 20, выход которого связан со вторым входом сумматора 10. Выход ж БР связан со входом четвертого релейного элемента 21, который управляется сигналом с выхода элемента 14. Выход элемента 21 соединен со входом третьего элемента памяти 22, выход которого связан со вторым входом блока вычислений 17. Выход з БР связан со входом пятого релейного элемента 23, который управляется сигналом с выхода л БУ. Первый выход элемента 23 соединен со входом элемента памяти 3. Второй выход элемента 23 является выходным сигналом управления скоростью резания.
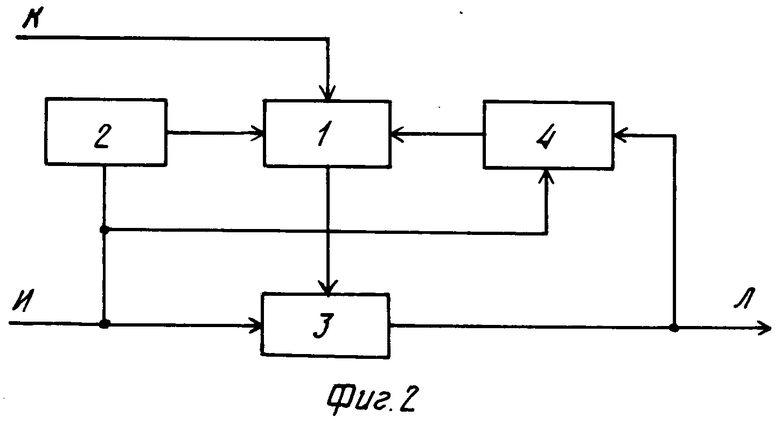
На фиг. 2 изображен блок управления. Он состоит из следующих элементов. Вход к БУ связан с первым входом сумматора 1, первый вывод входа и БУ соединен с усилителем 2 с регулируемым коэффициентом усиления, выход которого связан со вторым входом сумматора 1, выход которого соединен с первым входом элемента сравнения 3, на второй выход которого поступает сигнал со второго вывода входа и БУ. Третий вывод входа и соединен с интегратором 4, выход которого связан с третьим входом сумматора 1, сигнал с выхода элемента 3 управляет элементом 4 и является выходным сигналом л БУ.
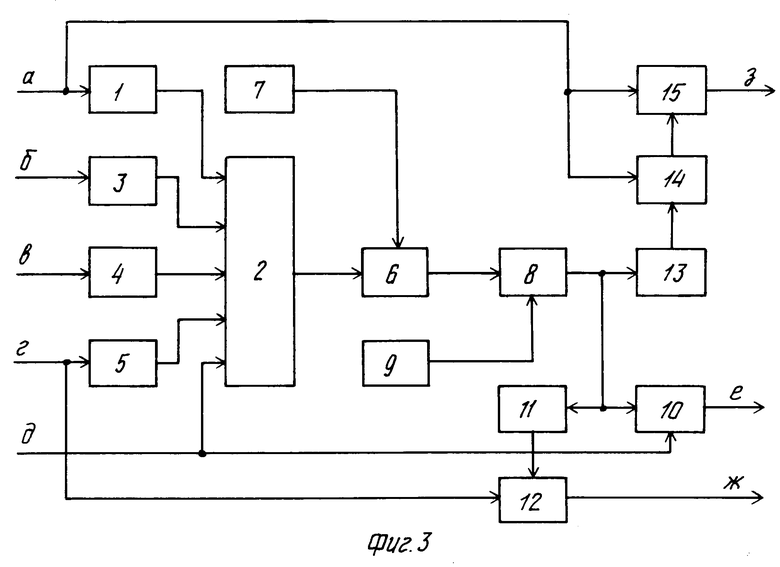
На фиг. 3 изображен блок расчетов БР. Он состоит из следующих элементов. Первый вывод с входа а БР соединен с входом первого элемента с регулируемым коэффициентом передачи РКП 1, выход которого связан с первым входом первого блока вычислений 2. Вход б БР соединен с входом второго элемента с РКП 3, выход которого связан со вторым входом элемента 2. Вход в БР соединен с входом третьего элемента с РКП 4, сигнал с выхода которого поступает на третий вход элемента 2. Первый вывод с входа г БР соединен с четвертым элементом с РКП 5, выход которого связан с четвертым входом элемента 2. Первый вывод входа д БР поступает на пятый вход элемента 2, выход которого связан с первым входом второго блока вычислений 6. На второй его вход поступает сигнал с датчика силы резания 7. Выход элемента 6 соединен с первым входом первого сумматора 8, на второй вход которого поступает сигнал с элемента 9, задающего единичное воздействие. Первый элемент 8 соединен с первым входом третьего блока вычислений 10, на второй вход которого поступает сигнал со второго вывода входа д БР. Выход элемента 10 связан с выходом е БР. Второй выход элемента 8 поступает на вход пятого элемента с РКП 11, выход которого соединен с первым входом четвертого блока вычислений 12, на второй вход которого поступает сигнал со второго вывода входа г БР. Выход элемента 12 соединен с выходом ж БР. Третий выход элемента 8 соединен с входом шестого элемента с РКП 13, выход которого поступает на первый вход пятого блока вычислений 14, второй вход которого связан со вторым выводом входа а БР. Выход элемента 14 соединен с первым входом второго сумматора 15, второй вход которого связан с третьим выводом входа а БР. Выход элемента 15 соединен с выходом з БР.
Способ реализуется следующим образом. На задающих элементах 1, 4, 5, 7, 9 устанавливаются начальные, расчетные значения параметров резания vo, so, to, ho и коэффициента С. С задатчика скорости резания 1 сигнал через релейный элемент 2 поступает на вход элемента памяти 3. Релейный элемент управляется сигналом с выхода л БУ. С элемента памяти 3 сигнал поступает на вход а БР. Сигнал оборотной подачи с задатчика 4 без изменений поступает на вход б БР. Сигнал с задатчика износа инструмента 5 поступает на первый вход сумматора 6, на второй вход которого поступает значение приращения износа в зависимости от длины резания, оно образуется из сигнала длины резания с датчика 11, проходящего через усилитель 12 с регулируемым коэффициентом передачи. На выходе сумматора 6 образуется сигнал пропорциональной текущей величине износа инструмента и поступает на вход в БР. С задатчика глубины резания 7 сигнал поступает на первый вход сумматора 8, на второй вход которого после обработки первого участка будет подана величина изменения глубины резания. С выхода сумматора 8 сигнал текущей величины глубины резания поступает на вход г БР. Сигнал с задатчика коэффициента С 9 передается на первый вход сумматора 10, на второй вход которого после врезания в деталь будет подан сигнал равный величине отклонения коэффициента С от фактического значения. Сигнал с сумматора 10 поступает на вход д БР. Реализация способа происходит в три этапа.
На первом этапе сигналы с задатчиков параметров резания проходя корректирующие элементы без изменения поступают на входы БР. На выходе е БР формируется сигнал отклонения коэффициента С непосредственно после врезания по сигналу с таймера 19. Этот сигнал проходит через релейный элемент 18 и заносится в элемент памяти 20. С выхода элемента 20 сигнал поступает на вход сумматора 10. С выхода сумматора 10 на вход д БР подается сигнал фактического значения коэффициента С. Первый этап закончен.
На втором этапе на выходе ж БР формируется сигнал отклонения глубины резания от начального значения и поступает на релейный элемент 21. С датчика 11 на первый вход элемента сравнения 14 поступает сигнал текущего значения длины резания. На второй вход элемента 14 поступает сигнал с задатчика длины резания первого условного участка обрабатываемой детали 15. Когда значение текущей длины резания будет равно длине резания первого участка, элемент 14 даст разрешающий сигнал на релейные элементы 16 и 21. На первый вход блока вычислений 17 через элемент памяти 22 поступит значение отклонения глубины резания, на второй вход элемента 17 - значение длины резания первого участка с элемента 15. Сигнал с выхода элемента 17, равный отношению входных сигналов, поступает на первый вход блока вычислений 13, на второй вход которого подается сигнал с датчика длины резания 11. Выходной сигнал элемента 13, равный произведению входных сигналов, поступает на вход сумматора 8, с выхода которого сигнал, пропорциональный текущей величине глубины резания, поступает на вход г БР. Второй этап окончен.
Третий этап. С выхода з БР сигнал, равный новому уточненному значению скорости резания, поступает на вход релейного элемента 23. Им управляет сигнал с выхода л БУ. Сигнал с выхода элемента 23 поступает на вход элемента памяти 3, который отключается от задатчика 1 релейным элементом 2 по сигналу с выхода л БУ. Сигнал с выхода элемента 23 также является выходным сигналом регулирования скоростью резания.
Блок управления работает следующим образом. На вход к поступает сигнал, равный текущей длине резания, и попадает на вход сумматора 1. Из этого сигнала вычитается удвоенный в усилителе 2 сигнал со входа и БУ, равный длине резания первого условного участка обрабатываемой детали. На выходе сумматора 1 формируется сигнал, равный длине текущего обрабатываемого участка. После обработки второго участка детали, попадая в элемент сравнения 3, он сравнивается с длиной первого условного участка. Когда длины участков сравняются, на выходе элемента 3 сформируется управляющий сигнал. Он разрешает интегратору 4 накопить значение, равное длине резания одного участка. Теперь из текущего значения длины резания со входа к БУ в сумматоре 1 вычитается длина резания трех условных участков. На выходе л БУ будет формироваться сигнал управления каждый раз после обработки второго условного участка, когда длина резания будет кратной длине резания первого условного участка.
Блок расчетов БР работает следующим образом. Сигналы со входов а, б, в, г БР поступают на элементы 1, 3, 4, 5 с РКП, преобразуются пропорционально степенным зависимостям и поступают на вход блока вычислений 2. На вход элемента 2 подается сигнал со входа д БР. Выходной сигнал элемента 2, равный произведению входных сигналов, поступает на первый вход блока вычислений 6, на второй вход которого поступает сигнал с датчика силы резания 7. Выходной сигнал элемента 6 равен отношению входных и поступает на сумматор 8, где суммируется с единичным сигналом из задатчика 9. Сигнал с первого выхода элемента 8 поступает на первый вход блока вычислений 10 и перемножается с сигналом со входа д БР, поступающего на второй вход элемента 10. Выход элемента 10 соединен с выходом е БР, где и формируется сигнал, равный отклонению фактического и расчетного значений коэффициента С. Сигнал со второго выхода элемента 8 поступает на вход элемента 11 с РКП, где преобразуется по степенной зависимости. С выхода элемента 11 сигнал поступает на первый вход блока вычислений 12, где перемножается с сигналом со входа г БР, поступающего на второй вход элемента 12. На выходе элемента 12 формируется сигнал, равный отклонению глубины резания от расчетного значения, и поступает на выход ж БР. Сигнал с третьего выхода сумматора 8 поступает на вход элемента 13 с РКП, где преобразуется по степенной зависимости. С выхода элемента 13 сигнал поступает на первый вход блока вычислений 14, где перемножается сигналом со входа а БР, поступающего на второй вход элемента 14. С выхода элемента 14 сигнал поступает на первый вход сумматора 15, где складывается с сигналом со входа а БР, поступающего на второй вход элемента 15. На выходе элемента 15 формируется сигнал, равный новому уточненному значению скорости резания, и поступает на вход з БР.
Преимущества данного способа реализуются за счет следующих факторов: точность - за счет того, что нет статистической связи между износом и измеряемыми величинами и ликвидируются случайное и монотонное изменения глубины резания; надежность - за счет использования универсальных первичных преобразователей, определяющих силу и длину резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения износа режущего инструмента | 1991 |
|
SU1826042A1 |
| Способ определения силы резания | 1991 |
|
SU1814975A1 |
| Тренажер токаря | 1986 |
|
SU1368908A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА ЖИДКОСТИ | 1991 |
|
RU2023985C1 |
| Устройство для измерения глубины деформированного слоя обрабатываемой детали | 1980 |
|
SU918021A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| КОМПЛЕКСНАЯ СИСТЕМА НАВИГАЦИОННОГО ОБЕСПЕЧЕНИЯ ЗАХОДА НА ПОСАДКУ | 1992 |
|
RU2042923C1 |
| Устройство для регулирования тяговых электродвигателей электроподвижного состава | 1987 |
|
SU1512824A1 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для управления станком с выдвижным шпинделем | 1982 |
|
SU1108393A1 |

Использование: для автоматического управления скоростью резания на металлорежущих станках и станках с ЧПУ. Сущность: в процессе механической обработки измеряют фактическое значение силы резания и длину резания. Определяют возможное монотонное изменение глубины резания, коэффициент, учитывающий материалы обрабатываемой детали и резца, геометрию режущего инструмента и состав смазывающие - охлаждающей жидкости, расчетное значение силы резания. Задают текущее значение износа режущего инструмента и формируют сигнал управления скоростью резания по степенной зависимости отношения разности измеряемой и расчетной величин силы резания к произведению уточненных параметров резания с их степенными коэффициентами. 3 ил.
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ, включающий изменение скорости подачи инструмента в зависимости от изменения параметров, характеризующих процесс резания, отличающийся тем, что, с целью повышения точности обработки, скорость подачи инструмента определяют в зависимости от изменения соотношения разности фактического и рассчетного значений силы резания и произведения значений параметров, определяемых глубиной резания, твердостью материала детали и инструмента, геометрией инструмента и составом СОЖ.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
