Изобретение относится к автомати эации сборочных процессов и может быть использовано в машиностроитель ной и приборостроительной промьпилен ности для сборки деталей типа валвтулка . Известен способ сборки цилиндрических деталей типа вал-втулка, включающий установку деталей под уг лом друг к другу и относительное движение параллельно плоскости, про ходящей через оси вала и втулки П Недостатками этого способа сборки являются возможность снятия кромок в результате взаимодействия деталей в точках контакта и появление царапин и задиров на поверхности вала из-за скольжения его образующей по кромке отверстия втулки. Целью изобретения является повыше ние качества собираемых деталей. Поставленная цель достигается тем, что согласно способу сборки ци линдрических деталей с гарантированным зазором, включающему установ ку деталей под углом друг к другу и относительное движение параллельно плоскости, проходящей через оси и втулки, вал опирают на кромку отверстия втулки в одной точке, а относительное движение осуществля ют вращением деталей вокруг точки контакта. Исключив проскальзывание деталей относительно друг друга в точке кон такта, одной или обеим деталям сообщают вращательное движение вокруг прямой, проходящей через точку контакта перпендикулярно общей плоское ти симметрии до тех пор, пока оси вала и втулки не станут параллельными. После этого деталям сообщают относительное поступательное перемещение до их полного совмещения. На чертеже изображен один из возможных вариантов сборки деталей по предлагаемому способу. Сборка осуществляется следующим образом. Втулка 1 закрепляется неподвижно в вертикальном положении. Вал 2 при помощи схвата, 3, шарнирно соединенного с подвижной опорой 4, устанавливается под острым углом к оси втулки. Касание деталей осуществляется в одной точке А между кромкой втулки и образующей вала. Подвижную опору перемещают по цилиндрической поверхности 5 постоянного радиуса R, ось которой проходит через точку касания деталей А перпендикулярно их общей плоскости симметрии. При перемещении подвижной опоры 4 по цилиндрической поверхности 5 вал совершает вращательное движение вокруг оси этой поверхности. После того, как ось вала занимает вертикальное положение, схват разжимается, и вал опускается внутрь втулки под действием силы тяжести. Применение предлагаемого способа сборки обеспечивает качественную сборку цилиндрических деталей типа вал-втулка, исключающую повреждения сопрягаемых поверхностей. Это имеет особое значение для легкоповреждаемых хрупких или тонкостенн.ых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ | 2011 |
|
RU2487003C2 |
| СПОСОБ СБОРКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213654C2 |
| СПОСОБ СБОРКИ ТВЕРДОСПЛАВНОЙ ВСТАВКИ С КОРПУСОМ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2373042C2 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |
| Устройство для сборки цилиндрических деталей с гарантированным зазором | 1981 |
|
SU952506A1 |
| Устройство для сборки деталей типа вал-втулка | 1988 |
|
SU1668090A1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2013 |
|
RU2542201C2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ИНДЕКСИРОВАННОЙ РЕГУЛИРОВКИ ПОЛОЖЕНИЯ ПОДВИЖНОГО ВАЛА И СПОСОБ УПРАВЛЕНИЯ ИМ | 1999 |
|
RU2234429C2 |
| СБОРОЧНАЯ ГОЛОВКА | 1992 |
|
RU2035285C1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ТИПА "ВАЛ-ВТУЛКА" | 2008 |
|
RU2381095C1 |
СПОСОБ СБОРКИ ЦИЛИНДРИЧЕС-. КЙХ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, включающий установку деталей под углом друг к другу и относительное движение параллельно плоскости, проходящей через оси вала и втулки, отличающийся тем, что, с целью повьшения качества собираемых деталей, вал опирают йа кромку отверстия втулки в одной точке, а относительное движение осуществляют вращением деталей вокруг точки контакта. (Л ЭО :л 1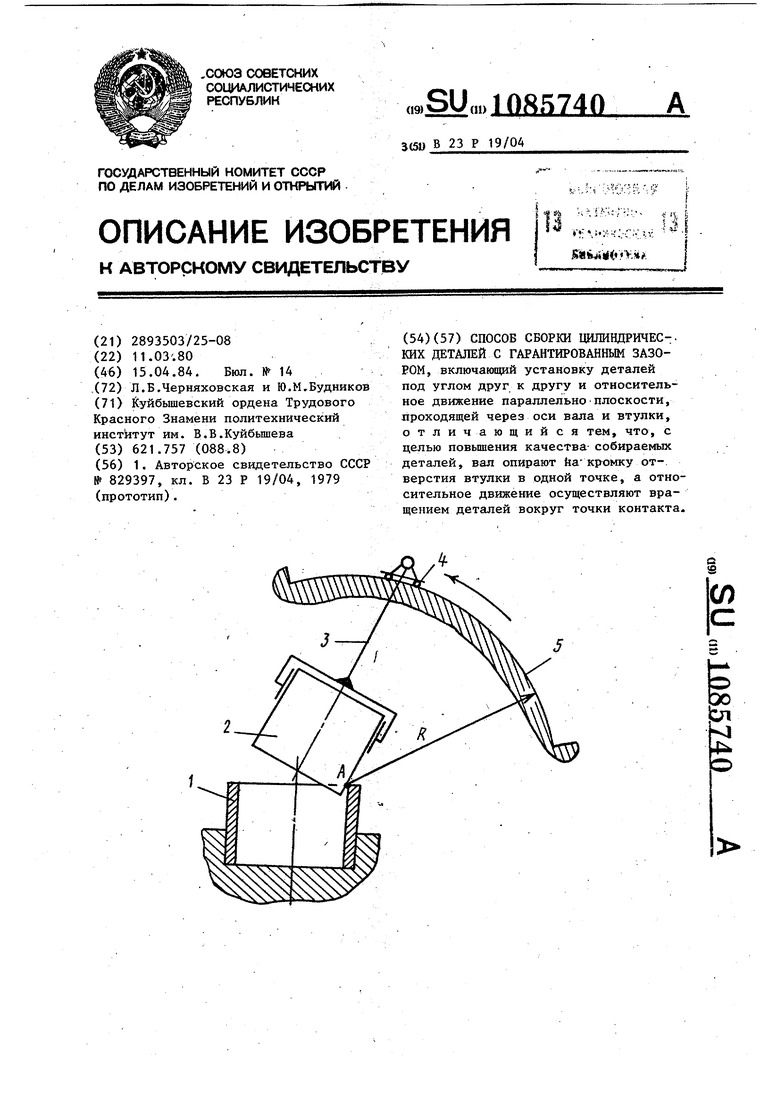
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки деталей | 1979 |
|
SU829397A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
