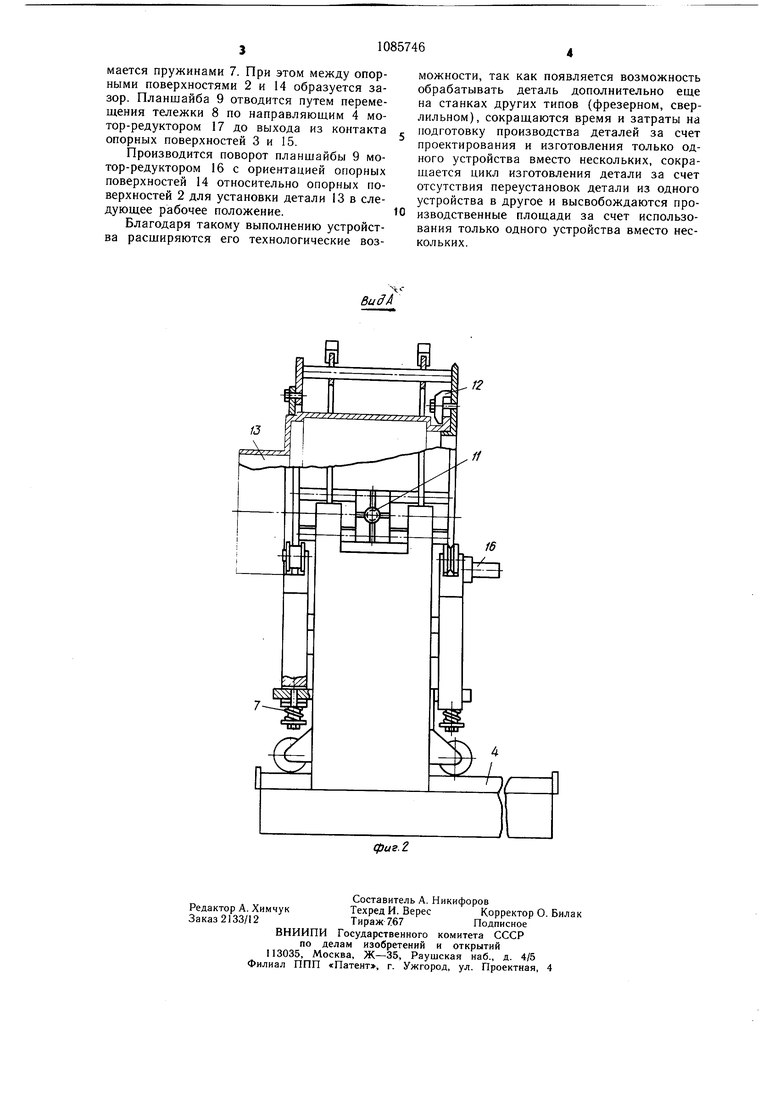
Изоб|Кгеиие относится к обработке материалов резанием, а именно к устройствам для обр;;б() поверхностей крупногабаритных и тяжелых деталей, заданных угловыми координатами. Известно опорно-поворотное устройство, содержащее корпус, планшайбу и механизмы ее поворота 1. Недостатком этого устройства является невозможность обработки на них крупногабаритных и тяжелых деталей. Наиболее близким к изобретению по техническому решению является опорно-поворотное устройство, содержащее корпус и размещенную на телах качения планшайбу с приводом ее поворота 2. Недостатком этого устройства являются ограниченные технологические возможности, обусловленные невозможностью обработки поверхностей крупногабаритных и тяжелых деталей, заданных угловыми координатами. Целью изобретения является расширение технологических возможностей путем обеспечения возможности обработки поверхностей тяжелых деталей, заданных угловыми координатами. Указанная цель достигается тем, что в опорно-поворотном устройстве, содержащем корпус и размешенную на телах качения планшайбу с приводом ее поворота, корпус снабжен стойками с опорными взаимно перпендикулярными поверхностями и зажимными элементами, а планшайба - радиально расположенными упорами, при этом планшайба выполнена подпружиненной относительно корпуса и установлена с возможностью осевого перемещения и взаимодействия своими упорами с опорными поверхностями стоек. Такое выполнение устройства позволяет обрабатывать на нем тяжелые детали, поверхности которых заданы угловыми, координатами. На фиг. 1 схематически изображено опорно-поворотное устройство, общий вид; на фиг. 2 - вид А на фиг. 1. Опорно-новоротное устройство содержит корпус 1 с опорными взаимно перпендикулярными поверхностями 2 и 3, направляющими 4 и зажимными элементами-винтами 5, тела качения - ролики 6, установленные на подпружиненные пружинами 7 опоры тележки 8, имеющей возможность перемещаться по направляющим 4, планщайбу 9 с радиально расположенными упорами 10, цапфами 11, базовыми поверхностями и прижимами 12 для крепления детали 13 с возможностью установки ее в планшайбе 9 на ролики 6 и на опорные поверхности 2 и 3. Опорные поверхности 2 и 3 точно выставляются относительно оси вращения режущего инструмента (не показан). Опорные поверхности 14 и 15 точно выполнены относительно базовых поверхностей 2 и 3 для установки детали 13. Опорно-поворотное устройство снабжено мотор-редуктором 16, выходной вал которого соединен с ведущим роликом 6 и мотор-редуктором 17, выходной вал которого соединен с ведущим колесом тележки 8. Опорные поверхности 2 и 3 выполнены на стойках 18. Опорно-поворотное устройство работает следующим образом. Деталь 13 устанавливается на базовые поверхности планшайбы 9 и крепится прижимами 12 при вертикальном расположении оси планшайбы 9. С установленной деталью 13 планшайба 9 поднимается за цапфы 11, кантуется до горизонтального расположения оси планшайбы 9 и устанавливается на ролики 6 тележки 8. Установка детали 13 в рабочее положение производится следующим образом. Опорные поверхности 14 упоров 10 ориентируются относительно опорных поверхностей 2 корпуса 1 путем поворота планшайбы 9мотор-редуктором 16. Планшайба 9 заводится своими упорами 10 на опорные поверхности 2 корпуса 1 путем перемещения тележки 8 по направляющим 4 мотор-редуктором 17. При этом опорные поверхности 14 упоров 10не касаются опорных поверхностей 2 корпуса 1 за счет того, что пружины 7 уравновешивают массы планшайбы 9 и детали 13, а опорные поверхности 2 корпуса 1 и опорные поверхности 15 упоров 10 соприкасаются. Планшайба 9 прижимается винтами 5 к опорным поверхностям 2, деформируя пружины 7. При обработке деталь 13 остается неподвижной. Враш;ение режущего инструмента и движение подачи осуществляется станком. Обработка глухих отверстий на внутренних поверхностях детали, отверстий на наружных поверхностях детали производится радиально-сверлильным станком. Для обработки отверстий на внутренних поверхностях детали деталь заводится на хобот радиальио-сверлильного станка при установке в рабочее положение. Обработка плоских поверхностей, отверстий, канавок, лючков производится фрезерным станком. В связи с тем, что деталь при обработке остается неподвижной, обработка детали точением заменена в устройстве обработкой на горизонтально-расточном станке. Отверстия обрабатываются по кондукторам, устанавливаемым на планшайбу 9. Плоские поверхности, канавки, лючки обрабатываются режущим инструментом, базируемым с помощью установов, выполненных на планщайбе 9. После окончания обработки детали 13 в первом рабочем положении вывинчиваются винты 5. Планшайба 9 подни.мается пружинами 7. При этом между опорными поверхностями 2 к 14 образуется зазор. Планшайба 9 отводится путем перемещения тележки 8 по направляющим 4 мотор-редуктором 17 до выхода из контакта опорных поверхностей 3 и 15.
Производится поворот планщайбы 9 мотор-редуктором 16 с ориентацией опорных поверхностей 14 относительно опорных поверхностей 2 для установки детали 13 в следующее рабочее положение.
Благодаря такому выполнению устройства расщиряются его технологические возможности, так как появляется возможность обрабатывать деталь дополнительно еще на станках других типов (фрезерном, сверлильном), сокращаются время и затраты на подготовку производства деталей за счет проектирования и изготовления только одного устройства вместо нескольких, сокращается цикл изготовления детали за счет отсутствия переустановок детали из одного устройства в другое и высвобождаются производственные площади за счет использования только одного устройства вместо нескольких.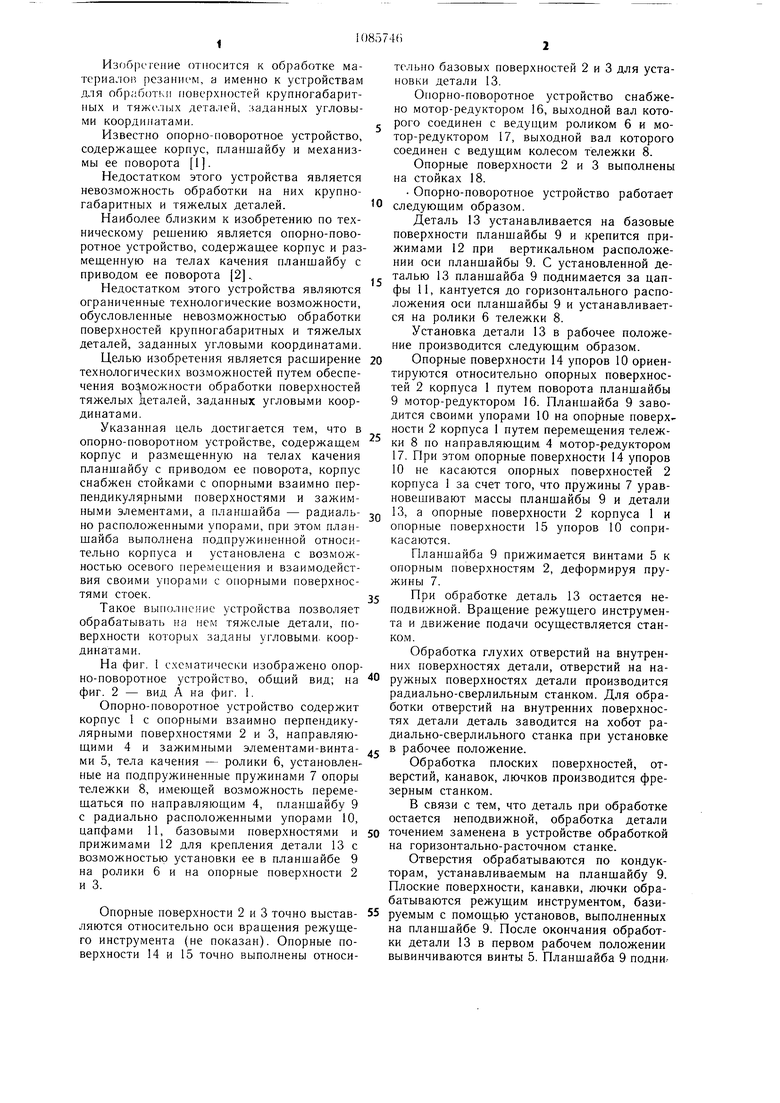
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| Зажимной патрон | 1989 |
|
SU1683882A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО, содержащее корпус и размещенную на телах качения планшайбу с приводом ее поворота, отличающееся тем, что, с целью расширения технологических возможностей путем обработки поверхностей тяжелых деталей, заданных угловыми координатами, корпус снабжен стойками с опорными взаимно перпендикулярными поверхностями и зажимными элементами, а планщайба - радиально расположенными упорами, при этом планшайба выполнена подпружиненной относительно корпуса и установлена с возможностью осевого перемещения и взаимодействия своими упорами с опорными поверхностями стоек. (Л 00 сд 4 Ot)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новиков В | |||
| А | |||
| Оборудование и средства мехаиизации сборочных цехов | |||
| М., «Машиностроение, 1982, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Опорно-поворотное устройство | 1977 |
|
SU664818A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
