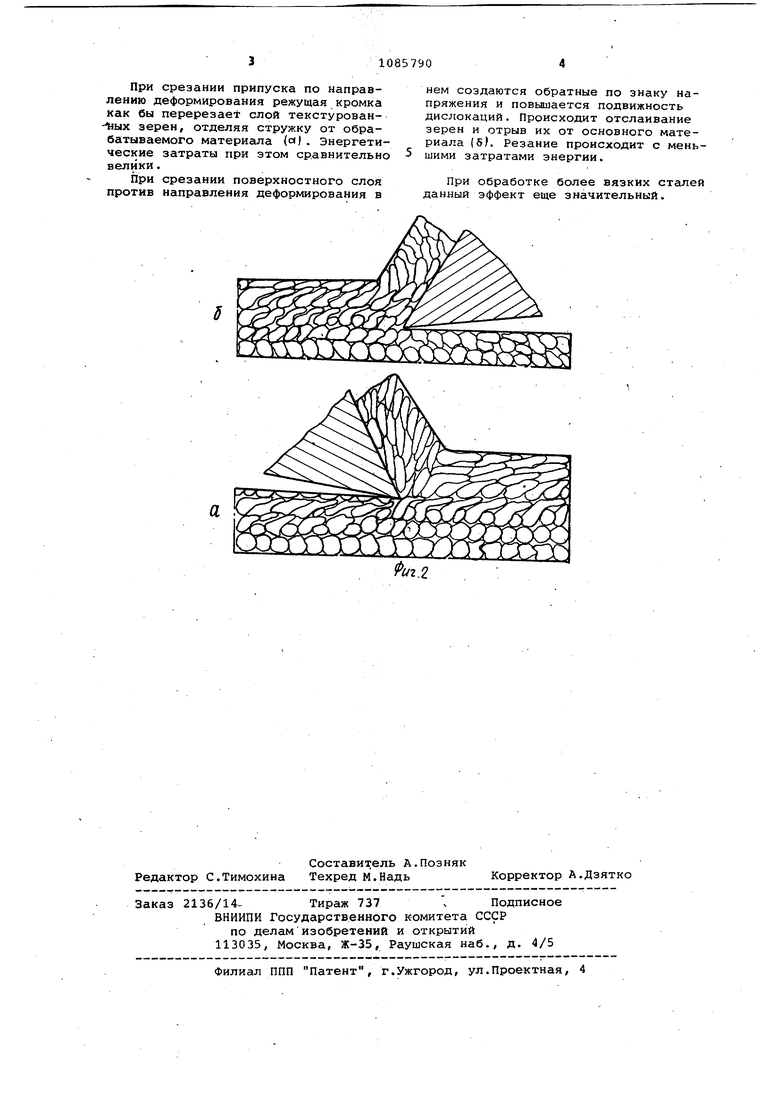
Изобретение относится к комбинированной обработке деталей машин по верхностным пластическим деформированием и резанием. Известен способ деформирующе-режущей обработки с применением одновременно вращающихся режущего и деформирующего инструментов, причем д формирующий инструмент, установленн впереди режущегоj упрочняет поверхность и создает благоприятные уело ВИЯ для срезания поверхностного сло режущим инструментом. При этом существенно улучшается обрабатываемос и, как следствие(Повышается стойкос режущего инструмента и качество обр ботки Г1. Деформирующий элемент может быть изготовлен либо в виде элемента кач ния (шарика, ролика, либо в виде элемента скольжения (алмазного упроч нйтеля ). Характер упрочнения поверх ности при обработке данными инструментами различен. При обработке детали элементом качения пластическая деформация рас пространяется на значительную глубину, но градиент наклепа даже на поверхности сравнительно невелик. При деформировании поверхности элементом скольжения деформация локализуется в более тонком поверхностном слое, но градиент наклепа значительно выше. При определенной степени деформации образуется текстура характеризуемая значительной деформацией зерен и вытянутостью их в осевом направлении, применение дефор мирующих элементов скольжения обеспечивает более существенное повышение обрабатываемости. Способ осуществляют устройством, содержащим корпус, расточные резцы и деформирующие инструменты скольжения, например алмазные уплотнители. Текстура характеризуется, в основ ном, ориентировкой направления и ори ентировкой плоскостей скольжения в кристаллах, и по анизотропии свойств приближается к монокристаллам. При резании после холодного пластического деформирования целесообразно направленное использование текстурованных металлов, учитывая создаваемую в них кристаллографическую ориентировку. Так, если задано определенное положение плоскостей и направлений легчайшего сдвига, то можно изменять положение поверхности максимальных касательных напряжений. создаваемых режущей кромкой, для управления силами резания впроцессе обработки. Известный способ не использует всех преимуществ резания текстурован ного слоя металла и не позволяет про изврдить обработку режущим инструментом с минимальными усилиями резания. Целью изобретения является улучшение качества обрабатываемой поверхности путем снижения сил резания при деформирующе-режущей обработке. Указанная цель достигается тем, что согласно способу деформирующережущей обработки с применением одновременно вращающихся режущего и деформирующего инструментов скольжения, режущему элементу сообщают вращение в сторону, противоположную вращению деформирующего инструмента скольжения. На фиг. 1 схематически изображено устройство для осуществления предлагаемого способа; на фиг. 2 - схемы срезания текстурованного слоя. Устройство для реализации предлагаемого способа состоит из корпуса 1, неподвижной обоймы 2 с деформирующими инструментами скольжения, например алмазными упрочнителями 3, и подвижной обоймы 4 с расточными резцами 5 . Неподвижная обойма 2 одевается на шлицевой конец корпуса 1 и закрепляется стопорной гайкой 6. Корпус имеет зубчатый венец, входящий в зацепление с сателлитами 7, которые имеют также зацепление с внутренним зубчатым венцом подвижной, обоймы 4. Подвижная обойма имеет возможность вращаться относительно корпуса благодаря радиально-упорному подшипнику 8 и упорному подшипнику 9. Сателлиты также могут вращаться относительно корпуса и обоймы благодаря непрессованному на ось подшипнику 10. Работа данного устройства происходит следующим образом. Корпус 1 с неподвижной обоймой 2 получают вращение от шпинделя станка. Алмазные упрочнители 3, закрепленные в неподвижной обойме 2, пластически деформируют обрабатываемое отверстие, образуя в поверхностном слое текстуру. Кроме этого, корпус 1 своим зубчатым венцом вращает сател-, литы 7, а те, в свою очередь, передают вращение подвижной обойме 4 в направлении, противоположном вращению корпуса 1 устройства. Таким образом, расточные резцы 5 при обработке вращаются в сторону, противоположную вращению алмазных упрочнителей 3, т.е. производят срезание припуска против направления деформирования. Схемы на фиг. 2 иллюстрируют срезание поверхностного слоя при вращении деформирующего и режущего инструментов в одну сторону по направлению деформирования (с(1 и при вращении их в противоположные стороны против направления деформирования (б)
При срезании припуска по направлению деформирования режущая кромка как бы перерезает слой текстурован-tibix зерен, отделяя стружку от обрабатываемого материала («). энергетические затраты при этом сравнительно велики.
При срезании поверхностного слоя против направления деформирования в
а f
нем создаются обратные по знаку напряжения и повышается подвижность дислокаций. Происходит отслаивание зерен и отрыв их от основного материала (51. Резание происходит с меньшими затратами энергии.
При обработке более вязких сталей данный эффект еще значительный.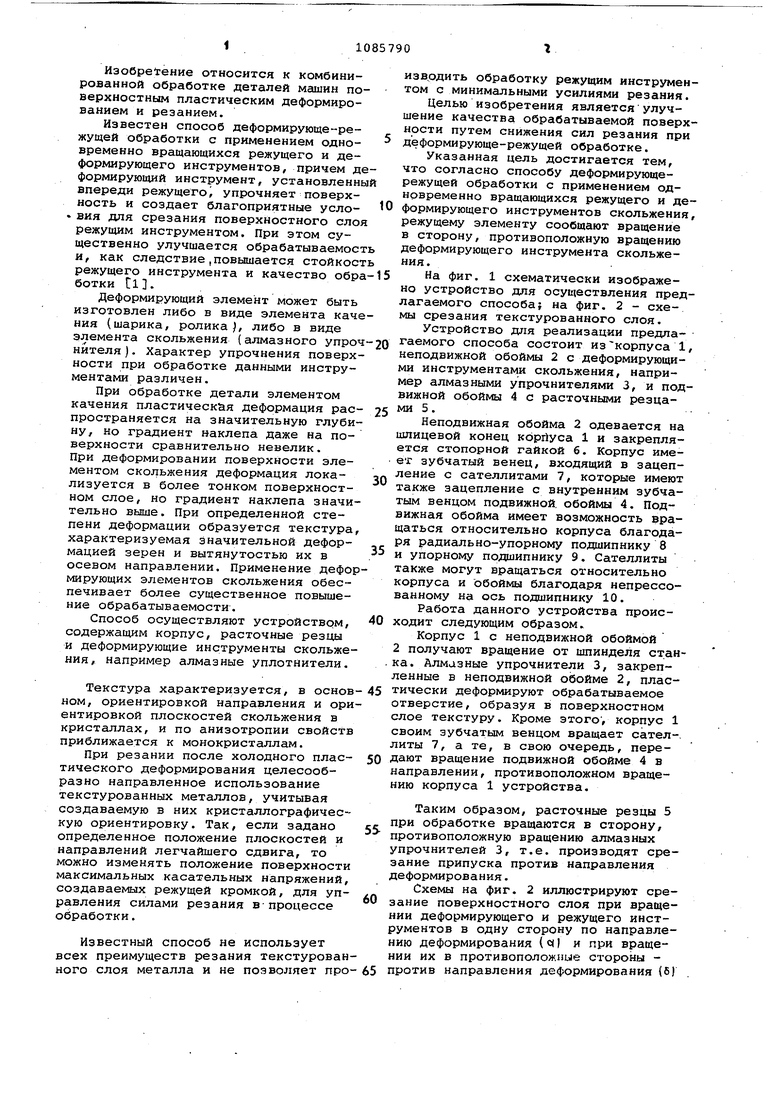
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ комбинированной обработки поверхностей | 1989 |
|
SU1673274A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Способ деформирующе-режущей обработки отверстий и протяжка для его осуществления | 1987 |
|
SU1586861A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ с применением одновременно вращающихся режущего и деформирующего инструментов скольжения, отличающийся тем, что, с целью .улучшения качества обрабатываемой поверхности путем снижения сил реза-, ния, режущему инструменту сообщают вращение в сторону, противоположную вращению деформирующего инструмента скольжения. W СП 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подураев В.Ы | |||
| Автоматически регулируемые и комбинированные процессы резания | |||
| М., Машиностроение г 1977, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
