Изобретение относится к производетву изделий сборного бетона и железобетона и может быть использовано при производстве предварительно напряженных свай, колонн, некоторых видов труб и т.д.
Известен стержень-катушка для навивки с натяжением продольной арматурной проволоки при изготовлении предварительно напряженного арматурного каркаса, включающая стержень с торцовыми шайбами и резиновыми уплотнительными кольцами 1.
Недостатками данного устройства являются трудность герметизации с помощью резинового кольца зазора между стенками формы и торцовыми шайбами в местах прохождения напряженной арматуры, недолговечность и выход из строя резинового кольца вследствие влияния на него горячего пара ири термовлажностной обработке изделия, а также низкое качество изделий по торцовым поверхностям, что требует дополнительной обработки.
Наиболее близким к предлагаемому являсгся устройство для изготовления предп: |)1тель} о напряженных труб, включающее cboprviv, установленные по ее торцам упорJiLnij ф;1анцы с элементами для крепления армгггуры, механизм для натяжения арматуры в виде пропущенного через форму по ее .льной оси силового стержня и домкрата 2
Недостатком данного устройства являетя передача усилия натяжения на форму и и:1в.;1ечение стержня, между внутренней поверхностью формы и упорными кольцами с кулачками, за которые крепится проволока, остается кольцевой зазор, через который в процессе формования изделия может происходить утечка бетонной смеси. герметизации применяют резиновые кольца, резиновые трубки, глинистые растворы и др., которые являются недолговечными или разового пользования. Такой способ уплотнения приводит к тому, что торцы изделия получаются неровными, не отвечают требованиям, предъявляемым к качеству изделий, что приводит к увеличению трудозатрат, расходу уплотнительного материала и бетона.
Цель изобретения - повышение качест«а и снижение трудоемкости изготовления груб.
Цель достигается тем, что в устройстве для изготовления предварительно напряженных труб, включающем форму, установленные по ее торцам упорные фланцы с элементами для крепления арматуры, механиз.м для Натяжения арматуры в виде пропущенного Через форму по ее продольной оси силового стержня и домкрата, каждый упорный фланец выполнен в виде двух соосно установленных дисков, соединенных между собой с помощью подпружиненных пальцев, причем один из дисков выполнен с Г-образными пазами, а другой - с радиальными пазами и установленными в них фиксаторами.
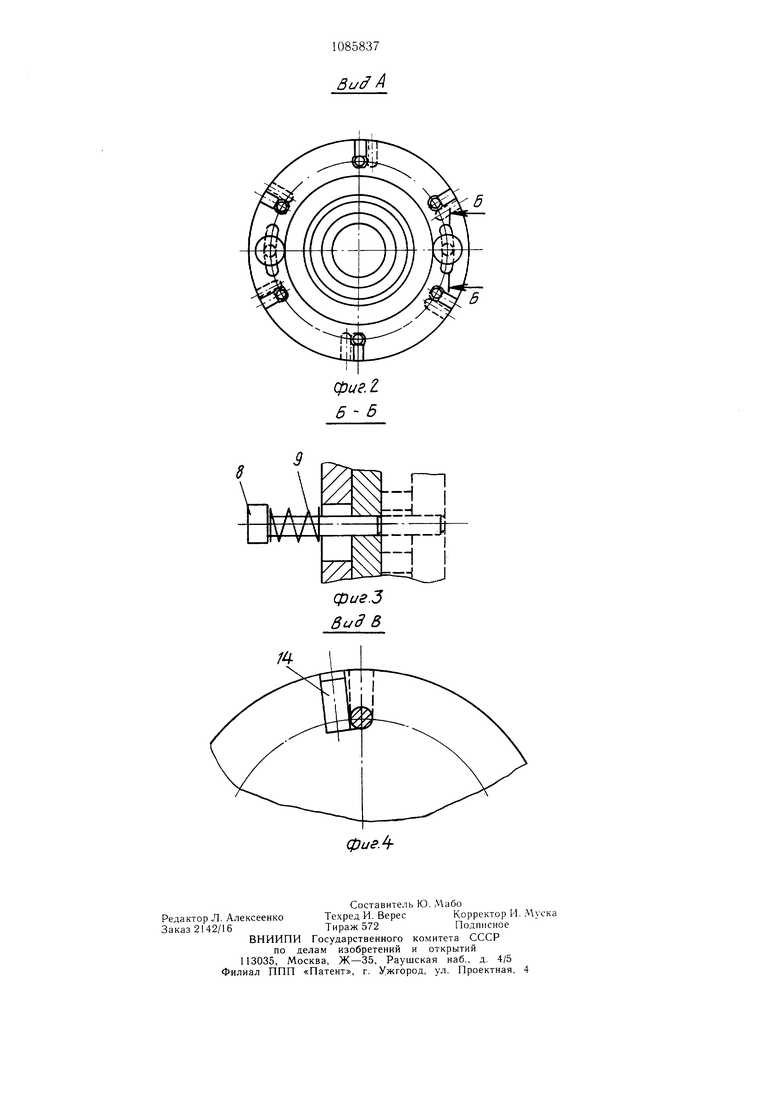
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 1.
Устройство состоит из силового стержня 1 с торцовым фланцем 2, подвижной трубы 3 с фланцем 4 и гидроцилиндром 5.
Посредством запорных секторов б торцовый фланец 4 соединен со стаканом 7, на котором посредством пальцев 8 и пружин 9 соосно относительно друг друга установлены диски 10-13.
Внутренние диски 10 и 12 выполнены с Г-образными пазами, а наружные диски 11 и 13 - с радиальными пазами и радиально расположенными фиксаторами 14.
С помощью устройства производится сборка арматурного каркаса, напряжение продольной арматуры 15 и передача усилия ее натяжения на форму 16.
Устройство работает следующим образом.
На специальном стенде, поворачивая устройство вокруг своей оси, производят укладку продольной арматуры 15 с анкерными головками в пазы упорных фланцев, предварительно совместив назы дисков 10 и 11, 12 и 13.
После укладки продольной арматуры с помощью пальцев 8 сжимают пружины 9, поворачивают внутренние диски 10 и 12 по часовой стрелке до совмещения Г-образных пазов с фиксаторами дисков 11 и 13. Под действие.м пружины 9 внутренние диски перемещаются по направлению к наружным дискам, а фиксаторы 14 входят в пазы дисков 10 и 12 и плотно их закрывают.
Затем с помощью гидроцилиндра 5 производят натяжение продольной арматуры.
От насосной станции масло под давлением подается в полость гидроцилиндра, подвижная труба 3 с фланцем 4, пере.мещаясь, воздействует через запорные секторы 6 на стакан 7, на котором установлены внутренние диски 10 и 12.
Таким образом производят напряжение продольной арматуры. Устройство с напряженным арматурным каркасом укладывают в полуформу, накрывают верхней полуформой и их скрепляют. Давление масла в системе снижают, усилие натяжения арматуры через упорные фланцы, выполненные из дисков 10 и 11, 12 и 13, передают на форму 16. Снимают запорные секторы 6 и силовой стержень извлекают из формы. Затем производят формование изделия.
Изобретение обеспечивает надежное уплотнение пазов упорных дисков и исключает утечку бетонной смеси при фор.мовании, сокращает трудоемкость по изготовлению предварительно напряженных трубчатых изделий из бетонных смесей.
Зи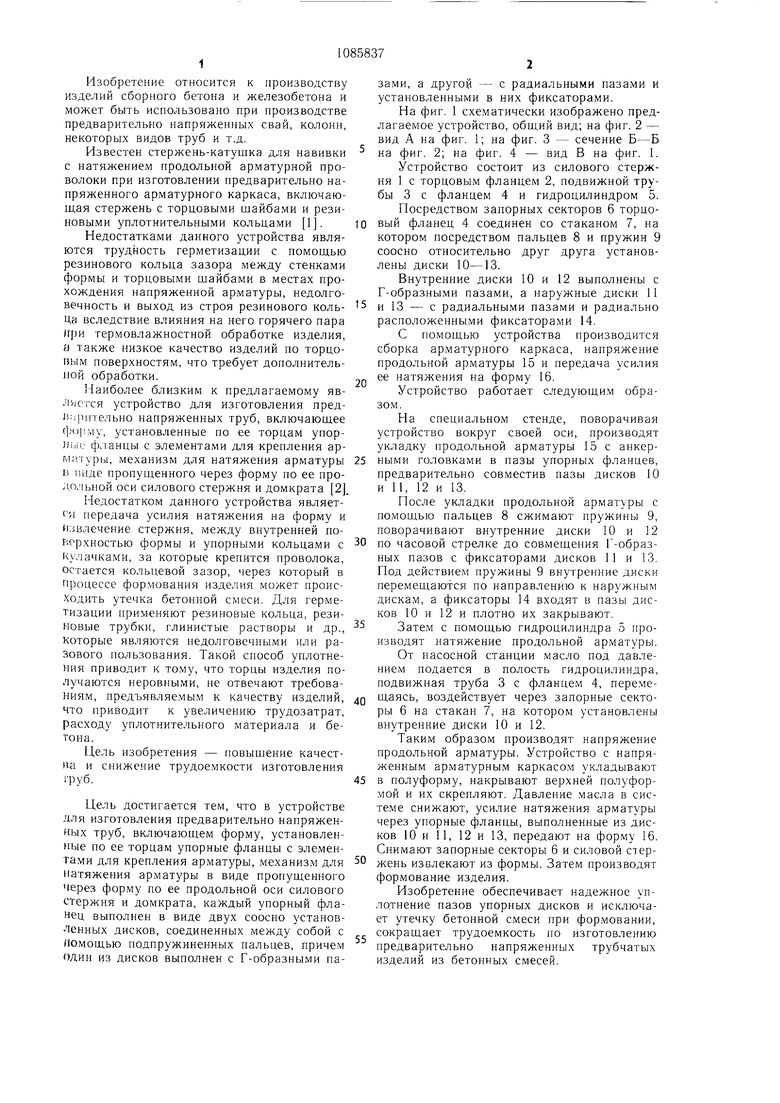
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ТРУБ, включающее форму, установленные по ее торцам упорные фланцы с элементами для крепления арматуры, механизм для натяжения арматуры в виде пропущенного через форгиу по ее продольной оси силового стержня и домкрата, отличающееся тем, что, с целью повышения качества и снижения трудоемкости изготовления труб, каждый упорный фланец выполнен в виде двух соосно установленных дисков, соединенных между собой с помощью подпружиненных пальцев, причем один из дисков выполнен с Г-образными пазами, а другой - с радиальными пазами и установленными в них фиксаторами. (Л If. 00 ел 00 со 6 0 -ff
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Овсянкин В | |||
| И | |||
| Железобетонные трубы для напорных водоводов | |||
| М., Стройиздат, 1960, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Овсянкин В | |||
| И | |||
| Железобетонные трубы для напорных водоводов | |||
| М., Стройиздат, 1960, с | |||
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
