Изобретение относится к строительству, в частности к устройствам для изготовле- ния предварительно напряженных железобетонных элементов.
Цель изобретения - повышение прочности и долговечности изделия за счет уплотнения внешним объемным обжатием бетонной смеси, повышение жесткости сердечника устройства и обеспечение возможности его последующего отделения от внутренней поверхности объемного обжатого элемента.
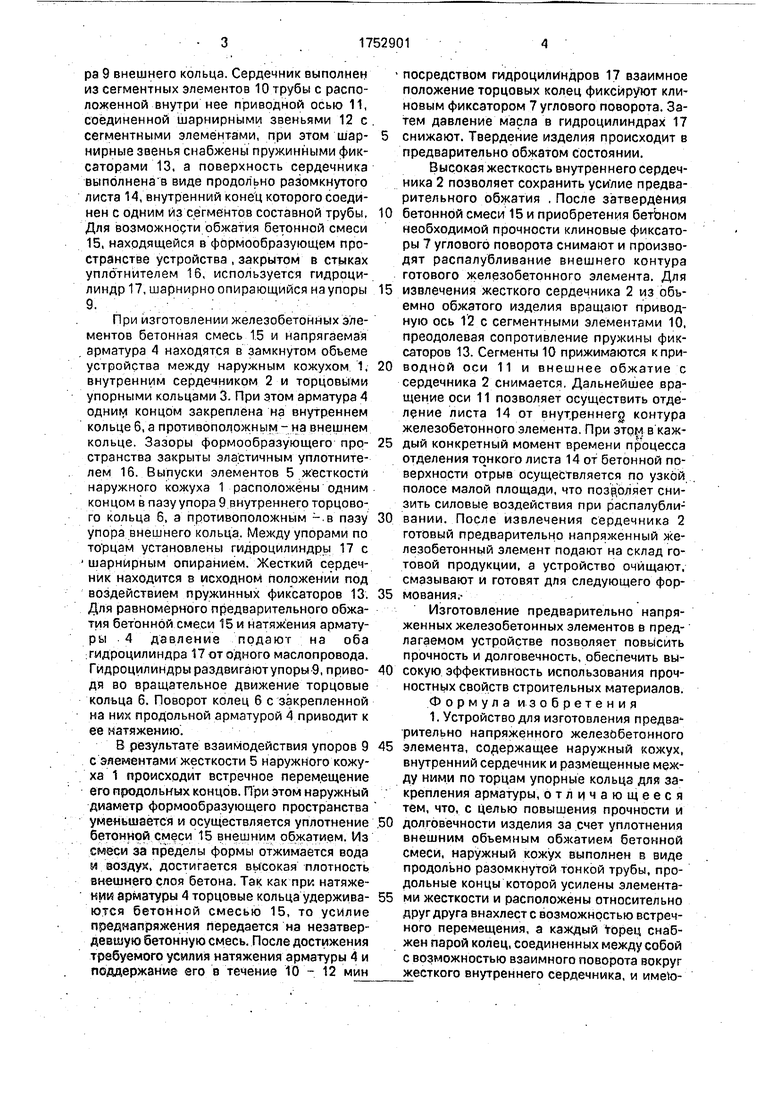
На фиг. 1 показано устройство при обжатии бетонной смеси, общий вид; на фиг. 2 - торец устройства с сердечником; на фиг, 3
- разрез А-А на фиг. 1; на фиг. 4 - сердечник при отделении его от готового изделия, поперечный разрез.
Устройство содержит наружный кожух 1, внутренний сердечник 2 и размещенные между ними по торцам упорные кольца 3 для закрепления арматуры 4, при этом продольные концы кожуха усилены элементами 5 жесткости, з каждый торец снабжен парой колец 6, имеющих фиксатор 7 их углового поворота и отверстия 8 для крепления перекрестно установленной арматуры. Выпуски элементов жесткости установлены одним концом Q пазу упора 9 внутреннего торцового кольца, а противоположным - в пазуупоч ел го о о
pa 9 внешнего кольца. Сердечник выполнен из сегментных элементов 10 трубы с расположенной внутри нее приводной осью 11, соединенной шарнирными звеньями 12 с сегментными элементами, при этом шарнирные звенья снабжены пружинными фиксаторами 13, а поверхность сердечника выполнена в виде продольно разомкнутого листа 14, внутренний конец которого соединен с одним из сегментов составной трубы. Для возможности обжатия бетонной смеси 15, находящейся в формообразующем пространстве устройства , закрытом в стыках уплотнителем 16, используется гидроцилиндр 17, шарнирно опирающийся на упоры 9.
При изготовлении железобетонных элементов бетонная смесь 15 и напрягаемая арматура 4 находятся в замкнутом объеме устройства между наружным кожухом 1, внутренним сердечником 2 и торцовыми упорными кольцами 3. При этом арматура А одним концом закреплена на внутреннем кольце б, а противоположным - на внешнем кольце. Зазоры формообразующего пространства закрыты эластичным уплотнителем 16. Выпуски элементов 5 жесткости наружного кожуха 1 расположены одним концом в пазу упора 9 внутреннего торцового кольца 6, а противоположным - в пазу упора внешнего кольца. Между упорами по торцам установлены гидроцилиндры 17 с шарнирным опиранием. Жесткий сердечник находится в исходном положении под воздействием пружинных фиксаторов 13. Для равномерного предварительного обжатия бетонной смеси 15 и натяжения арматуры 4 давление подают на оба гидроцилиндра 17 от одного маслопровода. Гидроцилиндры раздвигаютупоры 9, приводя во вращательное движение торцовые кольца 6. Поворот колец 6 с закрепленной на них продольной арматурой 4 приводит к ее натяжению.
В результате взаимодействия упоров 9 с элементами жесткости 5 наружного кожуха 1 происходит встречное перемещение его продольных концов. При этом наружный диаметр формообразующего пространства уменьшается и осуществляется уплотнение бетонной смеси 15 внешним обжатием. Из смеси за пределы формы отжимается вода и воздух, достигается высокая плотность внешнего слоя бетона. Так как при. натяжении арматуры 4 торцовые кольца удерживаются бетонной смесью 15, то усилие преднапряжения передается на неэатвер- девшую бетонную смесь. После достижения требуемого усилия натяжения арматуры 4 и поддержание его в течение 10-12 мин
посредством гидроцилиндров 17 взаимное положение торцовых колец фиксируют клиновым фиксатором 7 углового поворота. Затем давление масла в гидроцилиндрах 17
снижают. Твердение изделия происходит в предварительно обжатом состоянии.
Высокая жесткость внутреннего сердечника 2 позволяет сохранить уси лие предварительного обжатия . После затвердения
0 бетонной смеси 15 и приобретения бетЬном необходимой прочности клиновые фиксаторы 7 углового поворота снимают и производят распалубливание внешнего контура готового железобетонного элемента. Для
5 извлечения жесткого сердечника 2 из объемно обжатого изделия вращают приводную ось 12 с сегментными элементами 10, преодолевая сопротивление пружины фиксаторов 13. Сегменты 10 прижимаются кпри0 водной оси 11 и внешнее обжатие с сердечника 2 снимается, Дальнейшее вращение оси 11 позволяет осуществить отделение листа 14 от внутреннего контура железобетонного элемента. При этом в каж5 дый конкретный момент времени процесса отделения тонкого листа 14 от бетонной поверхности отрыв осуществляется по узкой полосе малой площади, что позволяет снизить силовые воздействия при распалубли0 вании. После извлечения сердечника 2 готовый предварительно напряженный железобетонный элемент подают на склад готовой продукции, а устройство очищают, смазывают и готовят для следующего фор5 мования.Изготовление предварительно напряженных железобетонных элементов в предлагаемом устройстве позволяет повысить прочность и долговечность, обеспечить вы0 сокую эффективность использования прочностных свойств строительных материалов. Формула изобретения 1. Устройство для изготовления предва рительно напряженного железобетонного
5 элемента, содержащее наружный кожух, внутренний сердечник и размещенные между ними по торцам упорные кольца для закрепления арматуры, отличающееся тем, что, с целью повышения прочности и
0 долговечности изделия за счет уплотнения внешним объемным обжатием бетонной смеси, наружный кожух выполнен в виде продольно разомкнутой тонкой трубы, продольные концы которой усилены элемента5 ми жесткости и расположены относительно друг друга внахлест с возможностью встречного перемещения, а каждый торец снабжен парой колец, соединенных между собой с возможностью взаимного поворота вокруг жесткого внутреннего сердечника, и име1ощих фиксатор их углового поворота и отверстия для крепления перекрестно установленной продольной арматуры, при этом выпуски элементов жесткости наружного кожуха расположены одним концом в пазу упора внутреннего торцового кольца, а противоположным - в пазу упора внешнего кольца.
2. Устройство по п. 1, о т л и ч а го щ е е- с я тем, что, с целью повышения жесткости сердечника и возможности его последующего отделения от внутренней поверхности обьемнообжатого изделия, сердечник выполнен в
0
виде составной в поперечном сечении из сегментных элементов трубы с расположенной внутри нее приводной осью, соединенной шарнирными звеньями с сегментными элементами, при этом шарнирные звенья снабжены пружинными фиксаторами, а поверхность сердечника выполнена в виде продольно разомкнутого листа, продольные концы которого расположены относительно друг друга внахлест, причем внутренний конец листа соединен с одним из сегментных элементов составной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1747632A2 |
| Форма для изготовления предварительно напряженных железобетонных изделий | 1989 |
|
SU1678618A2 |
| Арматурный элемент преднапряженной железобетонной конструкции | 1989 |
|
SU1728427A1 |
| Способ изготовления предварительно напряженных железобетонных конструкций и устройство для его осуществления | 1991 |
|
SU1799970A1 |
| Способ изготовления предварительно напряженных железобетонных изделий и форма для изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1548389A1 |
| Способ изготовления предварительно напряженных железобетонных объемных элементов и устройство для изготовления предварительно напряженных железобетонных объемных элементов | 1981 |
|
SU1047697A1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |


Использование: в строительстве для изготовления предварительно напряженных железобетонных элементов. Сущность изобретения: в устройстве наружный кожух выполнен в виде продольно разомкнутой тонкой трубы, продольные концы которой усилены элементами жесткости и расположены относительно друг друга внахлест с возможностью встречного перемещения, а каждый торец снабжен парой колец, соединенных между собой с возможностью взаимного поворота вокруг жесткого внутреннего сердечника и имеющих фиксатор их углового поворота и отверстия для крепления перекрестно установленной продольной арматуры. При этом выпуски элементов жесткости наружного кожуха расположены одним концом в пазу упора внутреннего кольца, а противоположным в пазу упора внешнего кольца. Сердечник выполнен в виде составной в поперечном сечении из сегментных элементов трубы с расположенной внутри нее приводной осью, соединенной шарнирными звеньями с сегментными элементами. Шарнирные звенья снабжены пружинными фиксаторами, а поверхность сердечника выполнена в виде продольно разомкнутого листа, продольные концы которого расположены один относительно другого внахлест, причем внутренний конец листа соединен с одним из сегментных элементов составной трубы. 1 з п. ф-лы, 4 ил
ФигЗ д
13
8
9 f
Г &4ГЖ& Г Г ЛГ ГУ Ъ К Л I Г & Г41ГтГ ЯГ Г Г,+ 4Р ГУт гЛКЛ 4ГЯГЛГЛ Г+ ЛГ ГЛГ Г Г- - - - г,+
Vf-4t
-«I -4
-4 )A
//
--144.
jfcl-Jf
| Гершберг О | |||
| А | |||
| Технология бетонных и железобетонных изделий | |||
| - М.: Стройиздат, 1971, с | |||
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
