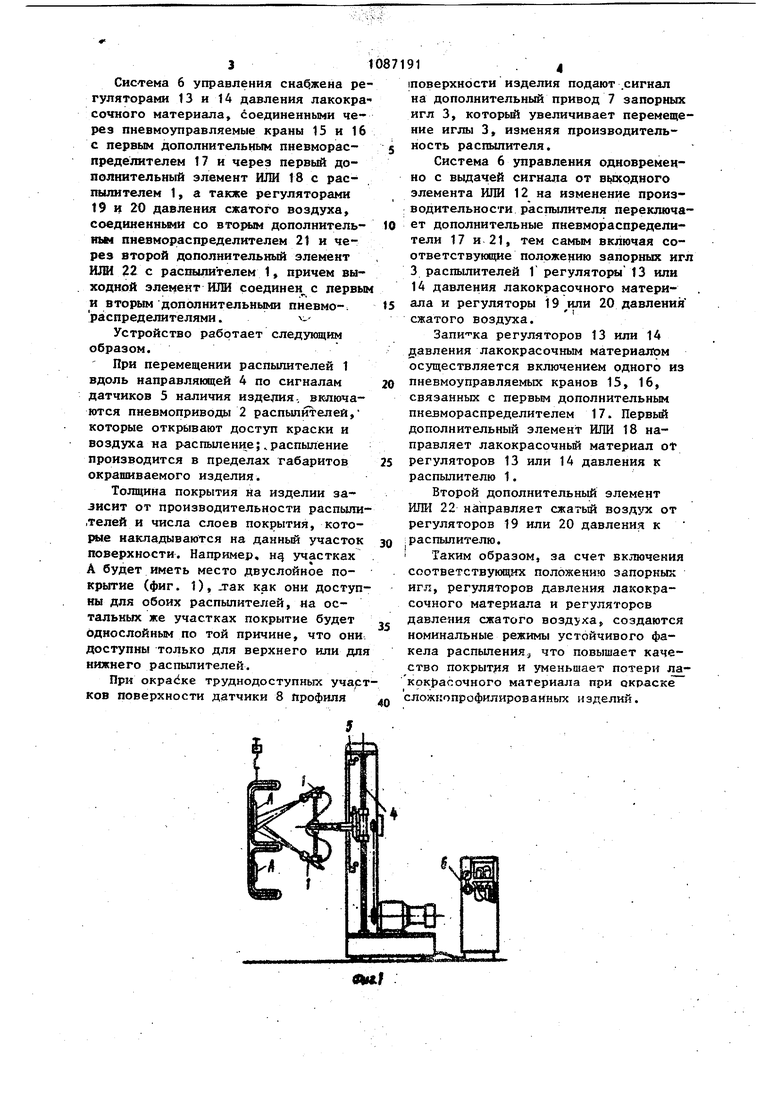
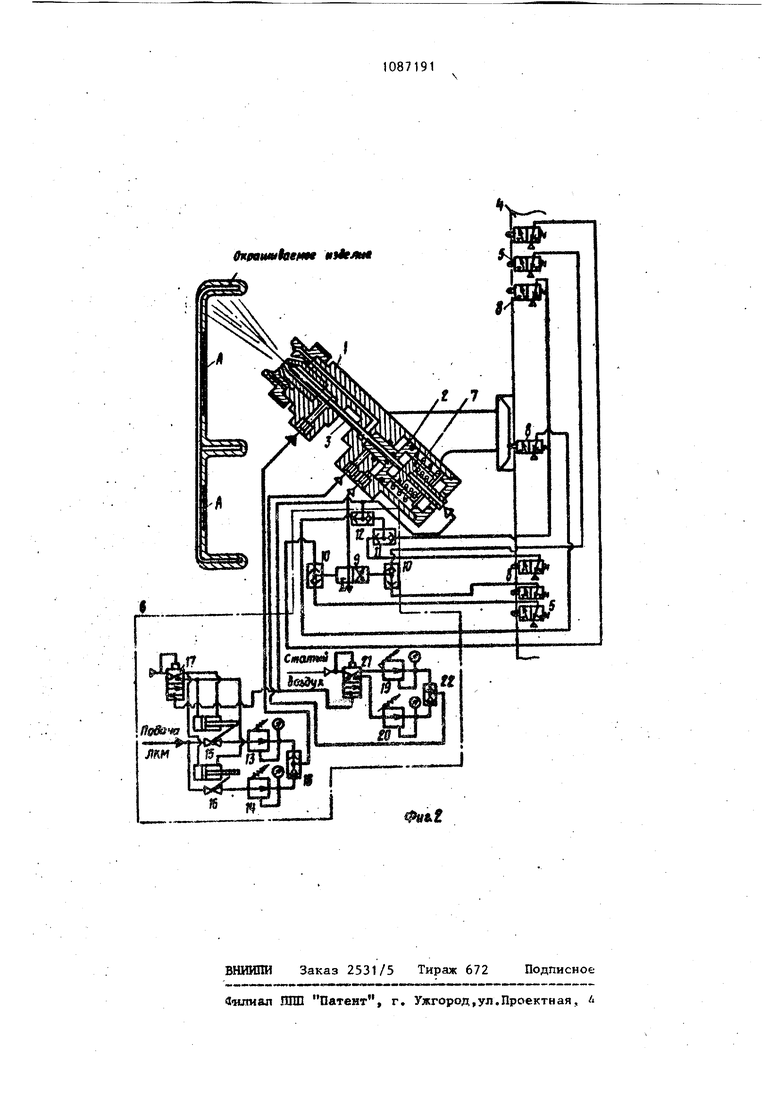
Изобретение относится к технике окраски сложнопрофилированных изделий распылением и предназначено для применения в системах автоматизиро,ванного, нанесения покрытий, По основному авт. св. № 770556, из вестно устройство для автома тической окраски изделий, содержащее распылители с основными и дополнительными пневмоприводами запорных игл, направляющую для перемещения распылителей, датчики изделия, датчики профиля поверхности изделия и систему управления UК недостаткам известного устройства относится то, что изменение производительности распылителя производится дополнительным перемещением запорной иглы, т.е. изменением сечения выходного отверстия сопла без соответствующего регулирования давления подаваемого лакокрасочного материала и-сжатого воздуха для выбора номинального режима создания устойчивого факела. Скорость истече ния лакокрасочного материала через выходное сечение сопла будет изменяться при изменении производительности э широких пределах, что при постоянных, неизменяем1 1х соответственно изменению сечения выходного сопла давлениях лакокрасочного мате риала и рясш шяющего йоздуха не соз даст номинального режима устойчивого факйла распыления и ухудшит качество покрытия. При несоответствии динамических кераметров распыляющего воздуха н подавае юго лакокрасочного материал возможно либо рбразование подтеков покрытия - при недостаточном давлен сжатого воздуха в сравнении с подач лакокрасочного материала, либо чрез мерное создание окрасочного тумана - при превышении давления сжатого воздуха в сравнении с подачей лакокрасочного материала, что приведет к увеличению непроизводительных потерь лакокрасочного материала Целью изобретения является повышение качества покрытия и уменьшение потерь лакокрасочного материала Указанная цель достигается тем, :что в устройстве для автоматической окраски изделий система управления дополнительно снабжена регуляторами давления в линии подачи лакокрасоч.ного материала с пневмораспределите лем и соответствующими регуляторам пиевмоуправляемыми кранами, регуляторами давления в линии подачи сжатого воздуха с соответствуницим им пневмораспределителем, а также элементами ИЛИ, причем входы регуляторов давления в линии подачи лакокрасочного материала связаны.с выходами соответствующих пневмоупр.авляемых кранов, первыми входами подключенных к,магистрали лакокрасочного материала, вторыми входами - к невмог распределителю, входом подключенному к магистрали сжатого воздуха, а выходы регуляторов давления через элемент ИЛИ соединены с распылителем, входы регуляторов давления в линии подачи сжатого воздуха соединены с выходами пневмораспределителя, входом .подключенного к магистрали сжатого воздуха, а выходы регуляторов через второй злемент ИЛИ соединены с распределителем, при эТом выход конечного элемента ИЛИ датчиков профиля поверхности изделия соединен с управляющими входами обоих пневмораспределителей, в линий подачи ла-г кокрасочного материала и в линии подачи сжатого воздуха. На фиг. 1 изображена схема окраски сложнопрофилированных изделий и распределение покрытия на поверхности изделия; на фиг. 2 - устройство для автоматической окраски изделий. Устройство содержит распределители 1 с пневмоприводами 2 запорных игл 3, направляющую 4 для перемещения распьшителей,: датчики 5 наличия изделия, ограничивающие зону окраски, и систему 6 управления. Устройство имеет дополнительные приводы 7 запорных игл, установленные соосно основным пневмоприводам 2 запорньпс игл распылителя, датчики 8 профиля поверхности изделия, установленные на направляющей в местах, соответствующих расположению труднодоступных участков окрашиваемой поверхности изделий и связанные через систему 6 управления с дополнительными приводами 7 запорных игл 3. Система 6 управления состоит из пневмораспределителя 9, двух входных элементов ИЛИ 10, связанных с пневмораспределителем и датчиком 5 наличия и одного входного элемента ИЛИ 11, связанного с датчиками 8 профиля Ioвepxнocти изделия и с выходньт элементом ИЛИ 12. Система б управления снабжена ре гуляторами 13 и 14 давления лакокра сочного материала, соединенными через пневмоуправляемые краны 15 и 16 с первым дополнительным пневмораспределителем 17 и через первый дополнительный элемент ИЛИ 18 с распылителем 1, а также регуляторами 19 и 20 давления сжатого воздуха, соединенньв4И со дополнительиьм пневмораспределителем 21 и через второй дополнительный элемент ИЛИ 22 с распылителем 1, причем выходной элемент ИЛИ соединен с первы и вторым дополнительнь1ми пневмо-: распределителями. Устройство работает следующим образом. При перемещении распылителей 1 вдоль направляющей 4 по сигналам датчиков 5 наличия изделия, включаются пневмоприводы 2 распылителей, которые открывают доступ краски и воздуха на распыление; распыление производится в пределах габаритов окрашиваемого изделия. Толщина покрытия на изделии заэисит от производительности распыли ,телей и числа слоев покрытия, которые накладываются на данный участок поверхности. Например, щ участках А будет иметь место двуслойное покрытие (фиг. 1), -так как они доступ ны для обоих распылителей, на остальных же участках покрытие будет однослойным по той причине, что они доступны только для верхнего или дл нижнего распылителей. При труднодоступных учас ков поверхности датчики 8 профиля 1поверхности изделия подают .сигнал на дополнительный привод 7 запорных игл 3, который увеличивает перемещение иглы 3, изменяя производительность распылителя. Система 6 управления одновременно с вьщачей сигнала от выходного элемента ИЛИ 12 на изменение производительности распылителя переключает дополнительные пневмораспределители 17 и 21, тем самым включая соответствуюпще положению запорных игл 3 распылителей 1 регулято1яя 13 или 14 давления лакокрасочного материала и регуляторы i 9 или 20 давления сжатого воздуха. Запи- ка регуляторов 13 или 14 давления лакокрасочным материалом осуществляется включением одного из пневмоуправляемых кранов 15, 16, связанных с первым дополнительным пневмораспределителем 17. Первый дополнительный элемент ИЛИ 18 направляет лакокрасочный материал оТ регуляторов 13 или 14 давления к распылителю 1. Второй дополнительный элемент ИЛИ 22 направляет сжатый воздух от регуляторов 19 или 20 давления к распылителю. Таким образом, за счет включения соответствующих положению запорных игл, регуляторов давления лакокрасочного материала и регуляторов давления сжатого воздуха, создаются номинальные режимы устойчивого факела распылениЯэ что повышает качество покрыт 1я и уменьшает потери лакокрасочного материала при окраске сложнопрофилировамных изделий.
Опрашн9в9мм ufieAtt
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое окрасочное устройство | 1981 |
|
SU1030034A1 |
| Автоматическое окрасочное устройство | 1989 |
|
SU1695992A1 |
| Установка для нанесения двухкомпонентных материалов | 1990 |
|
SU1736620A1 |
| Автоматическое окрасочное устройство | 1977 |
|
SU713594A1 |
| Устройство для автоматической окраски изделий | 1986 |
|
SU1353527A2 |
| СПОСОБ УПРАВЛЕНИЯ ФОНТАННОЙ АРМАТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2453683C1 |
| Установка для нанесения двухкомпонентных материалов | 1987 |
|
SU1523180A1 |
| Устройство для автоматического нанесения покрытий | 1985 |
|
SU1297925A1 |
| ТУАЛЕТНЫЙ КОМПЛЕКС | 2010 |
|
RU2486089C2 |
| Автоматический распылитель | 1990 |
|
SU1761296A2 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОКРАСКИ ИЗДЕЛИЙ по авт. св. № 770556, отличающееся тем, что, с целью повышения качества покрытия и уменьшения потерь лакокрасочного материала путем организации оптимальных, фиксированных по расходам режимов распыла, система управления дополнительно снабжена регуляторами давления в линии подачи лакокрасочного материала с пневмораспреДелителем и соответствующими регуляторам пневмоуправляемыми крана ми, регуляторами давления в линии подачи сжатого воздуха с соответствующим им пневмораспределителем, а также элементами ИЛИ причем входы регуляторов давления в линии подачи лакокрасочного материала связаны с выходами соответствующих пневмоуправляемых кранов, первыми входами подключенных к магистрали лгкокрасочного материала, вторыми входами - к пневмораспределителю,.входом подключенному к магистрали сжа:того воздуха, а выходы регуляторов дай™ ленкя через элемент ИЛИ соединены с распьтителем, входы регуляторов . I давления в линии подачи сжатого воздуха соединены с выходами пневмо- распределителя, входом подключенного к магистрали сжатого воздуха, а выходы регуляторов через второй элемент ИЛИ соединены с распылителем, при этом выход конечного элемента ИЛИ датчиков профиля поверхности изделия соединенс управляющими входами обоих пневмораспределителей, в ЛИ.НИИ подачи лакокрасочного мате00 риала и в линии подачи сжатого воздуха. ашА СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 770556, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
