: Изобретение относится к окрасочной технике и может быть использовано для автоматизации процесса окраски методами распыления лакокрасочных материалов.
Целью изобретения является повышение производительности устройства за счет автоматического включения ре- зервного фильтрующего блока взамен загрязненного и сокращение брака за счет приостановки конвейера на время автоматической очистки распылителя .
На чертеже изображена cxeiMa устройства.
Устройство для автоматического нанесения покрытий содержит распылитель 1, установленный на роботе 2, снабженном системой 3 управления, клапана 4 включения распылителя 1, датчик 5 наличия изделия, блок 6 по- дачи с параллельно установленными в линии 7 подачи к распылителю 1 фильтрующими блоками 8 и 9 устройства фильтрации, выходы которых через обратные клапаны 10 и 11 и дозатор 12 краски соединены с датчиком 13 давления. Выход 14 Минимум датчика 13 соединен с сигнализатором 15 и через блок 16 управления с управляющими полостями 17 и 18 пневморас- пределителя 19, выходы 20 и 21 которого соединены соответственно с пнев- моклапанами 22 и 23 фильтрующих блоследующим
10
15
Устройство работает образом.
Включателем 25 запитывают пневм распределитель 19, в зависимости о положения золотника в нем включается один из пневмоклапанов 22 или 23, краска проходит через соот ветствующий фильтрующий блок 8 и 9 и поступает в распылитель 1.
Изделия 33 транспортируются кон вейером 31 через зону окраски, опр деляемую зоной обслуживания робота 2.
При подходе изделия- к распылите ной камере 32 датчик 5 выдает сигн о наличии изделия и его положении на блок 36 задержки команды систем
3 управления. Через промежуток времени, когда изделие 33 подой дет к зоне окраски, включатель 38 программ выбирает из блока 37 памя ти соответствующую программу окрас ки, управляя клапаном 4 включения распылителя 1 .и роботом 2,а та же подает команду о распылении на второй вход 29 элемента И 28. Прои окрашивание изделия по задан ной программе. При засорении блока 8(9) выход 4 Минимум датчика 13 давления выдает сигнал на сигнализ тор 15 и на блок 16 управления, вы ходы которого, прямой и инверсный, меняют свое состояние на противопо ложное (и так при появлении каждог
20
25
30
ков 8 и 9, а вход 24 соединен с вклю- 35 очередного входного сигнала). При чателем 25. Выход 26 Максимум датчика 13 давления соединен с первым входом 27 элемента И 28, второй вход 29 которого связан через систему 3 управления с датчиком 5 наличия изделия, а выход ЗО соединен с системой 3 управления робота 2 и приводом конвейера 31, перемещающим через распылительную камеру 32 изделия -33.
40
этом меняется положение золотника пневмораспределителя 19, что влече за собой отключение засорившегося лневмоклапана 22 (23), и автоматически включается чистый блок, т.е. окраска происходит непрерывно.
Сигнализатор 15 служит для сигнализации о засорении фильтрующих блоков 8(9). По показаниям маномет ров 34 и 35 определяют, в каком бл ке 8(9) следует заменить фильтровальный элемент.
Блоки 8 и 9 снабжены показывающими манометрами 34 и 35.
Система 3 управления содержит блок 36 задержки команды, блок 37 памяти и включатель 38 программ.
Блок 16 управления выполнен, например, в виде триггера со счетным входом, включающего два пятилинейных распределителя с двусторонним управлением и два трехлинейных распределителя с односторонним управлениям.
следующим
10
15
979252
Устройство работает образом.
Включателем 25 запитывают пневмо- распределитель 19, в зависимости от положения золотника в нем включается один из пневмоклапанов 22 или 23, краска проходит через соответствующий фильтрующий блок 8 и 9 и поступает в распылитель 1.
Изделия 33 транспортируются конвейером 31 через зону окраски, определяемую зоной обслуживания робота 2.
При подходе изделия- к распылительной камере 32 датчик 5 выдает сигнал о наличии изделия и его положении на блок 36 задержки команды системы
3 управления. Через промежуток времени, когда изделие 33 подойдет к зоне окраски, включатель 38 программ выбирает из блока 37 памяти соответствующую программу окраски, управляя клапаном 4 включения распылителя 1 .и роботом 2,а также подает команду о распылении на второй вход 29 элемента И 28. Проис- окрашивание изделия по заданной программе. При засорении блока 8(9) выход 4 Минимум датчика 13 давления выдает сигнал на сигнализатор 15 и на блок 16 управления, выходы которого, прямой и инверсный, меняют свое состояние на противоположное (и так при появлении каждого
20
25
30
очередного входного сигнала). При
этом меняется положение золотника пневмораспределителя 19, что влечет за собой отключение засорившегося лневмоклапана 22 (23), и автоматически включается чистый блок, т.е. окраска происходит непрерывно.
очередного входного сигнала). При
Сигнализатор 15 служит для сигнализации о засорении фильтрующих блоков 8(9). По показаниям манометров 34 и 35 определяют, в каком блоке 8(9) следует заменить фильтровальный элемент.
При повышении давления в линии 7 подачи краски к распылителю 1 выше
верхнего предела, выход 26 Максимум датчика 13 давления выдает сигнал на вход 27 элемента И 28.
Давление в линии 7 подачи краски бывает повьшенным в сравнении с рабочим давлением в двух случаях: при закрытой игле распылителя 1 или при засорении выходного (ттверстпя сопла распьшите-ия 1 . 1 И
3
срабатывает только при наличии сит налов на обоих входах 27 и 29.
Если команда о распылении не подана на вход 29, то при наличии сигнала высокого давления на входе 27 ситуадия считается нормально й . (распылитель 1 закрыт), и элемент И 28 не срабатывает. Если команда
0распылении подана на вход 29, то при наличии сигнала о повышении давления сверх допустимого в линии
7 подачи краски на входе 27 ситуаци считается аварийной (распылитель засорен) , и элемент И 28 срабатывает, подавая сигнал на систему 3 управления ,
В этом случае включается программа очистки сопла распылителя , подавал команду на его проьывку и одновременно на остановку конвейера 31. После очистки распылителя 1 устройство работает по программе окрашивания изделия, не допуская ухода последнего с позиции окраски недокрашенным.
1,
Таким образом, устройство обеспечивает автоматический контроль за состоянием сопла распылителя и работоспособностью фильтров на линии подачи краски, автоматическую очистку сопла распылителя и смену фильтра, что в сравнении с известными решениями повышает надежность работы устройства в автоматическом
979254
режиме, качество покрытий и произ- водительность устройства. Формула изобретения
Устройство- дпя автоматического нанесения покрытий, содержащее робот с распьшителем и системой управления, датчик наличия изделий, линию и блок подачи краски, блок управления, сигнализатор, конвейер
10 fVi транспортировки изделий и устройство фильтрации, отличающееся тем, что, с целью повышения производительности устройства за счет автоматического включения
15 резервного фильтрующего блока взамен загрязненного и сокращения брака за счет приостановки конвейера на время автоматической очистки распылителя, устройство фильтрации вы2Q полнено в виде двух фильтрую1дих
блоков, установленных параллельно в линии подачи краски к распылителю, при этой устройство снабжено датчиком давления, размещенным по ходу
25 краски после устройства фильтрации, пневмораспределителем и элементом И, причем выход Минимум датчика давления соединен с сигнализатором и через блок управления с пневмо30 распределителем, выход Максимум датчика давления соединен с входом элемента И, второй вход которого связан с датчиком наличия изделия, а выход элемента И связан с конвейеэс ром и системой управления роботом.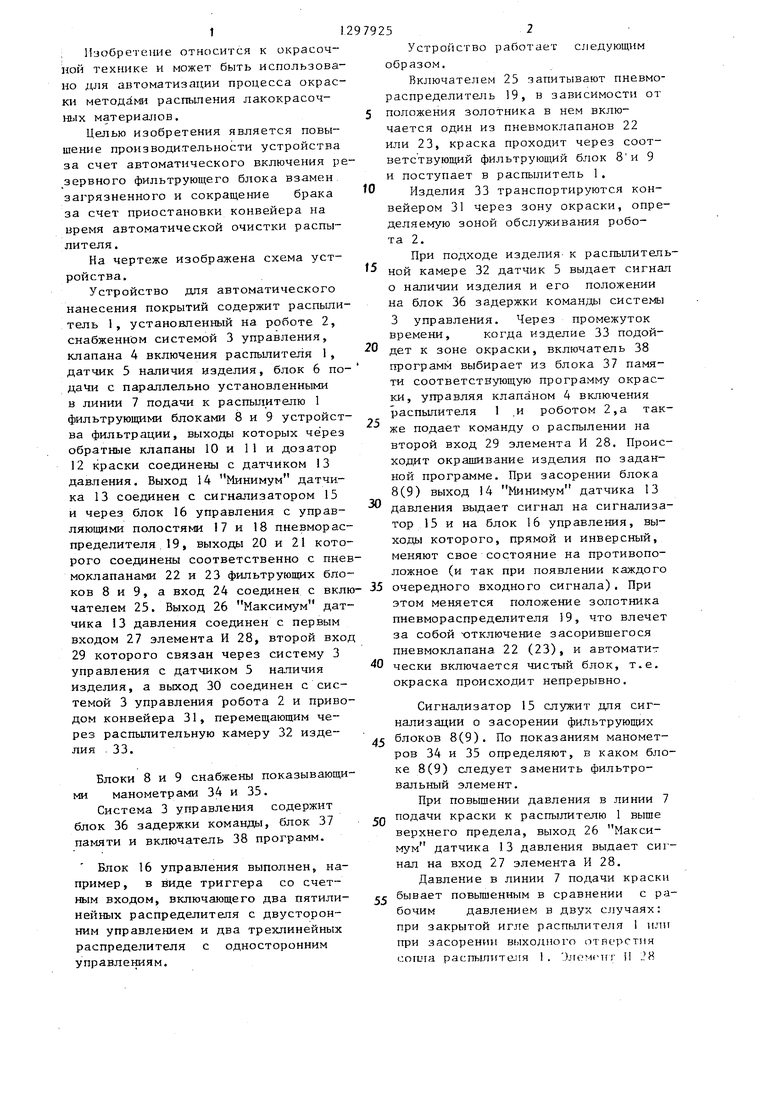
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Устройство для управления процессом окраски изделий | 1978 |
|
SU748356A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| Установка для окраски изделий сложной конфигурации | 1987 |
|
SU1595577A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Автоматическая установка для нанесения покрытий | 1981 |
|
SU1055544A1 |
| Установка для автоматического нанесения покрытия "Силуэт | 1986 |
|
SU1358998A1 |
| ФИЛЬТРОВАЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2214299C1 |
| Устройство для окраски | 1977 |
|
SU626822A1 |

Изобретение относится к окрасочной техники и может быть использовано для автоматизации процесса окраски методами распыления лакокрасочных материалов. Цель - повышение производительности устройства за счет автоматического включения резервного фильтруюгцего блока взамен загрязненного и сокращение брака за счет приостановки конвейера на время автоматической очистки распылителя. Для этого в устройстве для автоматического нанесения покрытий устройство фильтрации выполнено в виде двух фильтрующих блоков, установленных параллельно в линии подачи краски к распылителю. Кроме того, устройство снабжено датчиком давления, размещенным по ходу краски после устройства фильтрации, пневмораспределите- лем и элементом И, причем выход Максимум датчика давления соединен с одним входом элемента И, другой вход которого связан с датчиком наличия изделия, а выход элемента И связан с конвейером и системой управления роботом. В устройстве происходит автоматическое переключение на чистый фильтрующий блок, а при аварийной ситуации., связанной с состоянием сопла распылителя, автоматически включается устройство на его промывку с последующим переключением программы на окраску. 1 ил. ю СЛ 
| Устройство для нанесения покрытий | 1978 |
|
SU806140A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
