Изобретение относится к станкостроению и найдет применение в токарных станках при нарезании резьбы многопроходным методом. ; :Известны устройства для нарезания рез1 |бы на токарных станках, в которых в кине|матической цепи, связывающей шпиндель стака с ходсЕым винтом, используются муфты, jобеспечивающие при включении (постоянное. относительное положение соединяемых час|тей, например однозубые муфты.
I Недостатком известных устройств явля(ется наличие удара при включении муфты, который вызван разностью угловых скоросте соединяемых полумуфт.
С целью устранения указанного недостатJKa в предлагаемом-устройстве, ведомая полу;муфта, кинематически связанная с ходовым |винтом, в разомкнутом состоянии с ведущей |ПОлумуфтой, связанной со шпинделем станка, |с помощью двигателя с регулируемым чис |лом оборотов и управляемого от задающего 1устройства, приводится во вращение в ту же сторону, что и ведущая полумуфта, и после достижения заданного числа оборотов (синхронного или отличающегося от синхронного
на заданную величину в ту или иную сторону подается команда на включение муфты.
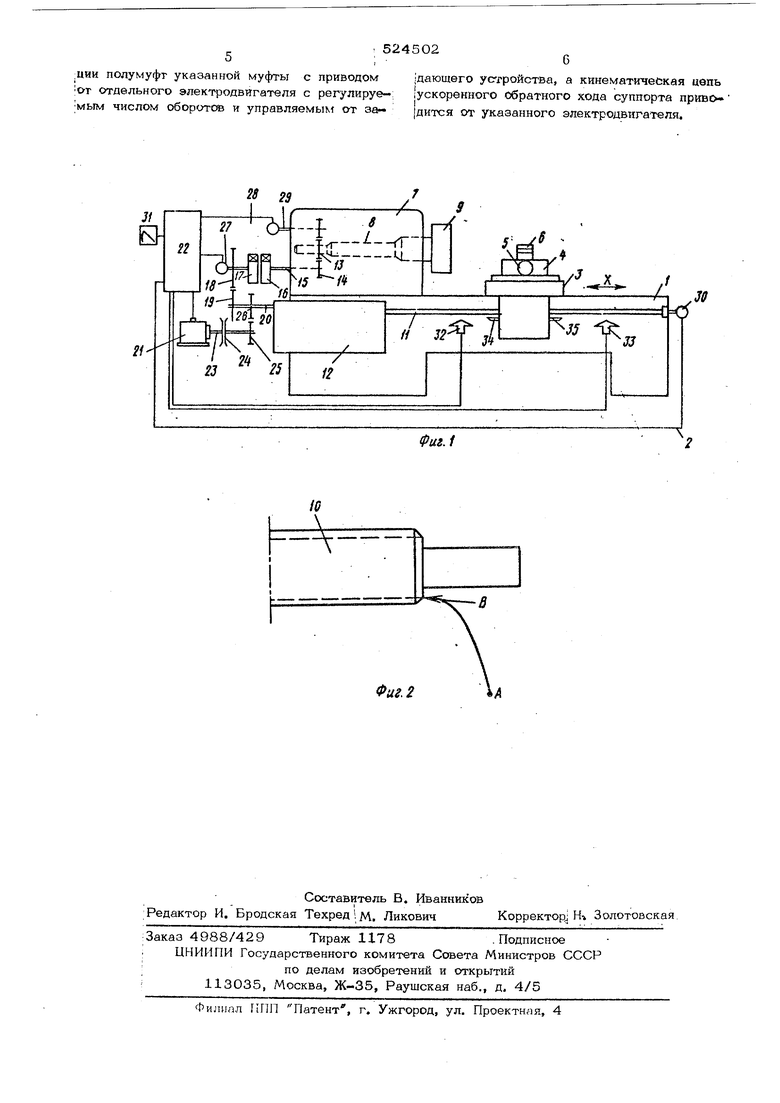
На фиг. 1 представлена кинематическая схема токарного станка с предлагаемым устройством для нарезания резьбы; на фиг.2 - траектория АВ двияшния резца перед нарезанием резьбы.
На продольных направляющих 1 токарного станка 2 (фиг. 1) установлены продольные салазки 3, перемещающиеся в направлении стрелок X. Поперечные салаэкн 4 установлены на продольных салазках 3, а приводом их перемещений слуншт гидравлический двигатель 5. Резцедержатель 6 расположен на поперечны х салазках 4.
. В передней бабке 7 ТОкарного станка раз(мещей щпиндель 8, на переднем конце котоjporo креп:-)гся зажимной патрон 9 с обрабатываемой деталью Ю (фиг.2). Шпиндель 8 приводится во вращение с помощью дплгатоля (не показан). .
Ходовой винт 11 своим левым конном входит в коробку подач 12, а его правый конец закреплен на станине. Передача крутящего момента от шпинделя 8 на ходовой БИНТ 11 осуществляется по следующей кинематической цепи: пара цилиндрических колес 13-14, вал 15, соединительная муфта (I6j 17), цилиндрические колеса 18,l9j, вал 2О, коробку подач 12, ходовой винт 11. Цилиндрические колеса 18, 19 I- сменные. Ведущая полумуфта 16 кинематически связана со шпинделем станка, а ведомая полумуфта 17 - с ходовым винтом 11.. Конструкция муфты|(16,17) должна o6ec печивать постоянное отябсительное положение соединяемых частей, т.е. должна быть n.lfi ,/ Г ППП ЗГЛО1Л. асю , А.О MVrfWTbnCl JOtlO а м. J. п выполнена по типу однозубой муфты. При ра зомкнутом ссютоянии муфты (16, 17) привоя вращения ходового винта Иосущестеляется от электродвигателя 21 с регулируемым .числом I обороте и ;управляемого от задающего устройства 22, Передача крутя- щего момента на ходовой винт 11 от электродвигателя 21 происходит по.следующей | кинематической цепи: электродвигатель 21,} вал 23, фрикционная муфта 24, зубчатые i колеса 25 и 26, вал 20, коробка подач 12, ходовой винт 11. Таким образом, электродвигатель 21 служит.не только для разгона ведомой полумуфты, но и в качестве |привс да перемещения продольных салазок при обратном ходе. ,/ Управление двигателем осуществляется от задающего устройства 22, задающее устройство получает либо от датчика числа оборотов 27, установленного на валу шестерни 18, либо от датчика 28, размещенного на валу 29 синхронно врашающегося со щпинделем 8, либо от дат чзка 30, установленного на ходовом винте 11, Задающее устройство 22 снабжено устройством 31 ввода данных. Устройство 31 служит для установления заданного числа оборотов ведомой полумуфты 17, после достижения которого подается команда на включение муфты, Конечные вьпслючатели 32 и 33, установленные на станине и электрически свя- . эанные с задающим. устройством 22,,Ьлужат для ограничения перемещения продольных салазок. Конечные выключатели 32, 33 вза имодёйствуют с упорами 34, 35, расположенными на продольных салазках суппорта, Устройство работает следующим образом Рабочий шпиндель 8 вместе с патроном 9 и зажатой в нем (деталью 1О во время обработки детали от двигателя Сне показан) вращается в сторону, необходимую для нарезания резьбы. Продольные салазки 3 супнОрта находятся в крайнем правом положеНИИ, а вершина резьбового резца - в точке А (фнг,2). Число обороте шпинделя опреде-; ляется скоростью резания и составляет, на- / пример, 1400 об/мин. На устройстве ввода данных 31 в качеств ве постоянного числа оборотов набрано по- . тоянное значение, равное, например, +50об/мин. После резьбонарезания одновременно с . предварительным перемещением поперечных ; салазок 1 начинается процесс, синхронизации ; двух полумуфт 16 и 17. При этом двигатель 21 приводит в действие кинематичео-( кую цепь: 21, 23, 24, 25, 26, 20, 19, « . |18, 17L и осуществляет разгон полумуфты U п -г , 17. После того, как число оборотов полумуфть 17 достигнетД450 об/мин (1400 об/мин - ; число оборов щпинделя 8 плюс , 5О об/минI - значение числа оборотов, набранное HQ устройстве ввода данных 31), задающее устройство 22 включает муфту (16,17) и двигатель 21. В момент вклю чения муфты (16,17) вершина резца находится в точке В (фиг.2). После этого на- чинаетюя процесс резьбонарезания. В конце продольного перемещения суппорта упор 34 нажимает на конечный выклю- ; чатель 32, который дает команду на выклю- I чение муфты (16, 17); при этом поперечные|. салазки 4 гидродвигателем 5 оттягиваются ; от обрабатьтаемого изделия. Конечный вьпслючатель 32 дает также команду на включение двигателя 21 в сторону, i необходимую для перемещения. продольных ; салазок-в исходное положение. При срабаты-/ вании конечного выключателя 33 двигатель 21 выключается. Установка резца в ради- альном направлении для резания следующим . проходом осуществляется либо во время об- ратного хода суппорта, либо после его завершения.. На каждом проходе нарезанияi резьбы опи санный цикл работы устройства повторяется, Формула изобретение Устройство для нарезания резьбы на токарном станке, содержащее кинематические «епи рабочих перемещений и ускоренного обрадрного хода суппорта и соединительную муф-. ту типа однозубой, одна из полумуфт которой (ведущая) связана со шпинделем станка, а вторая (ведомая) кинематически связана с ходовым валом, отличающееся тем, что, с целью повышения надежности: устройства и упрощения конструкции, оно. |снабжено кинематической цепью синхрониза ции полумуфг указанрюй муфты с приводом от отдельного электродвигателя с регулируе-; ;мым числом оборотов и управляемык эт за;дающвго устройства, а кинематическая цепь ускоренного Обратного хода суппорта приво аится от указанного электродвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ВИНТОРЕЗНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ХОДОВЫХ ВИНТОВ | 1972 |
|
SU428912A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Токарный автомат | 1975 |
|
SU524503A3 |
| Устройство для нарезания многозаходной резьбы | 1978 |
|
SU776809A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОБРАБОТКИ КОНУСОВ НА МОДЕРНИЗИРОВАННОМ ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ (ВАРИАНТЫ) | 2007 |
|
RU2364474C2 |
Г ./S
r+bif-4 ,
/
х,1---fT
22
//
10
-Л-
3
S 5
.R .4
rttr.
V
Фиг. 2
