Изобретение относится к сварке в твердой фазе разнородных металлов с резко отличающимися характеристиками пластичности с применением давления на прессах и может быть использовано в машиностроении, авиации, реакторостроении, судостроении, т.д. Известен способ клиновой сварки стали с алюминием, заключающийся в запрессовке стального конусообразHofo образца в алюминий при температуре плавления эвтектики А1+АЦРе () tij. Однако этот процесс провести прак тически затруднительно, так как пред ставляет сложность сваривать детали в узком интервале температур 654-659 Кроме того, этот способ позволяет получать соединение, обладающее низкой пластичностью, так как по границе соединения присутствует прослойка интерметаллидов. Известен способ сварки разнородных: металлов, имеющих большую разницу в показателях пластичности преиму щественно труб, заключающийся во вдавливании заостренного конца первой заготовки из менее пластичного металла в торец,второй заготовки, выполненной из более пластичного металла р1. Недостатком известного способа является пониженная надежность соеди нений, так как даже небольшие отступления от технологических режимов свар ки дают пониженные механические свойiCTBa и работоспособность. Цель изобретения - увеличение надежности соединения путем создания механического зацепления в зоне сварки. Указанная цель достигается тем, что согласно способу сварки разнородных металлов, имеющих большую раз ницу в показателях пластичности преимущественно труб, заключающемуся во вдавливании заостренного конца первой заготовки из менее пластичного металла в торец второй заготовки, выполненной из более пластичного металла в заостренном конце ньшолняют отверстия. Кроме того, по крайней мере часть рой,
отверстий заполняют металлом.
Металл вводят в отверстие в виде проволоки. ется
някндим отверстия, и второй заготовкой и, кроме того, образуется механическое зацепление в зоне сварки. Проволоку берут диаметром, равным диаметру отверстий или диаметром меньшим, чем диаметр отверстий. Металл вводят в отверстия в виде пучка проволок. В пучок собирают проволоку из разнородных металлов. В качестве металла, заполняющего отверстия, берут металл второй заготовки, а также берут сплав на основе металла второй заготовки, обладающий повышенными механическими характеристиками, и берут третий металл, обладающий хорошей свариваемостью, в твердои фазе с металлом второй заготовки. Проволоку 6epyt дпиной, равной длине отверстий, или длиной, болыцей длины отверстий. Отверстия заполняют жидким металлом. На фиг. 1 изображена заготовка из мнеее пластичного металла, на фиг. 2 - переходник после сварки; на фиг. 3 - сечение А-А на фиг. 2. Способ осуществляется следующим образом. Первую заготовку 1 из менее пластичного металла с отверстиями 2 вдавливают в торец второй заготовки 3 из более пластичного металла. Предварительно в отверстие 2 можно поместить одну или несколько проволок. Проволока может заполнить полностью отверстие или частично, т.е. иметь Диаметр, равный или меньший диаметра отверстия. Проволока может быть из металла второй заготовки, сплава на его основе, обладакщего улучшенными характеристиками свариваемости с металлом второй заготовки, или третьего металла, обладающего хорошей сва риааемостью в твердой фазе с металлом второй заготовки, например, из стали. Проволока может быть длиной большей или равной длине отверстий. Отве|)стия можно заполнять заливкой жидким металлом. Первая заготовка внедряясь в торец второй заготовки создает условия для деформирования приповерхностных слоев сопрягаекалх заготовок, что является необхрдиммч для осуществления процесса сварки. Сверка осуществлямезкду первой заготовкой и втоа также между металлом, заполтак как в процессе вдавливания металл затекает в незаполненные пустот обволакивая проволоку. Возможно заполнение отверстий металлом второй заготовки. В этом случае создаются условия для затекания металла с обоих сторон отверстия., соединения его и сварки. Пример. Сваривают титановые трубы из сплава ВТ1-0 0 46x3 мм с трубами из алюминия АД1 ф 47x4 м Сварка осуществляется в среде аргона с подогревом до пяти групп образцов. В первую, вторую, третью, четвертую и пятую группы входят образцы соответственно с заполнением отверстий металлом второй заготовки упрочненным сплавом на основе алюминия САВ1, стальными проволоками, с заполнением отверстий в процессе вдавливания металлом второй заготовки и без отверстий. В каждой группе образцы двумя способами подготавливают к сварке. Первый способ включае тщательную подготовку поверхностей с примейением травления, промьшки в воде, сушки, протирки ацетоном и спиртом. Второй способ исключает указанную подготовку поверхностей. т.е. имитируется вероятное отступление от технологии сварки 6 процессе изготовления переходников и неконтролируемое неразрушающим способом контроля. После сварки все образцы обрабатьшают на токарном станке до размеров ф 45x2 мм. Затем проводится неразрушающий контроль переходников внешним осмотром на вакуумную плотность, на гидравлическое давление до 45 кгс/см. Проведенный контроль не выявляет дефектов в переходниках . Механические испытания не выявляют разницы в свойствах всех образцов, кроме тех, которые не имеют механического зацепления и подготовлены по второму способу. Последние образцы разрушаются по поверх- . ности сопряжения заготовок с 50% нагрузкой. Все остальные образцы разрушаются по алюминию, т.е.на них не сказьшается плохая подготовка поверхности. Применение предлагаемого способа сварки по сравнению с базовым способом, позволяет увеличить надежность узлов, что особенно ценно для конструкций, обладающих пониженной ремонтноспособностью.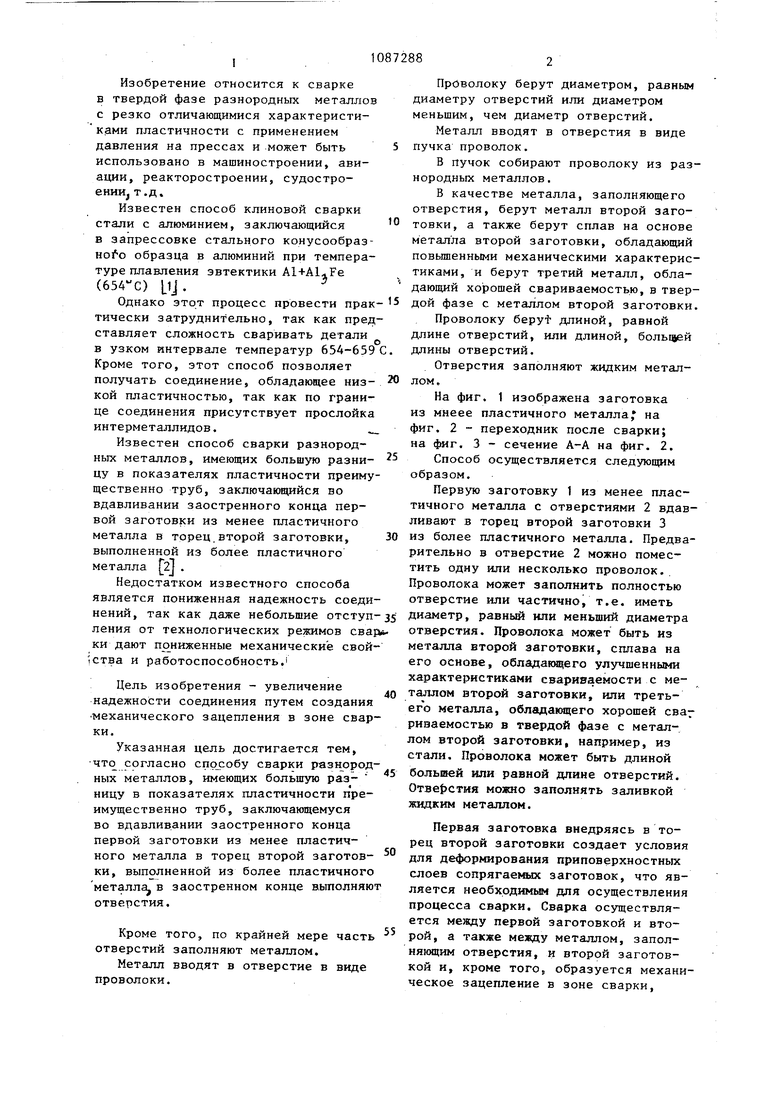
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107986A1 |
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107985A1 |
| Способ клинопрессовой сварки /его варианты/ | 1982 |
|
SU1073044A1 |
| Способ сварки давлением труб из разнородных металлов | 1973 |
|
SU469556A1 |
| Способ соединения титановых сплавов с алюминиевыми | 1974 |
|
SU562392A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Эмиссионный детектор для измерения нейтронов и гамма-излучения и способ его изготовления | 1980 |
|
SU871646A1 |
| Способ сварки трением деталей изРАзНОРОдНыХ МЕТАллОВ | 1979 |
|
SU814626A1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
1. СПОСОБ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ, имекицих большую разницу в показателях пластичности преимущественно труб, заключающийся во вдавливании заостренного конца первой заготовки из менее пластичного металла в торец второй заготовки, вьтолнен ной из более пластичного металла, отличающийся тем, что, с целью увеличения надежности соединения путем создания механического зацепления в зоне сварки, в заостренiHOM конце выполняют отверстия. 2.Способ по п. 1, о т л и ч аю щ и и с я тем, что по крайней мере часть отверстий заполняют металлом. 3.Способ по п. 2, о т л и ч аю щ и и с я тем, что металл вводят в отерстие в виде проволоки. 4.Способ по п. 3, отличаю щи и с я тем, что проволоку берут 1диаметром, равным диаметру отверстий. 5.Способ по п. 3, отлича ю щ и и с я тем,, что проволоку берут диаметром меньшим, чем диаметр , отвесртий. 6.Способ поп. 3, oтличa,ю щ и и с я тем, что металл вводят в отверстия в виде пучка проволок. 7.Способ по п. 6, о т л и ч аю щ и и с я тем, что в пучок собирают проволоку из разнородных металлов. 8.Способ по пп, 2-6, отличающийся тем, что в качестве металла, заполнякщего отверстия, берут металл второй заготовки. 9.Способ по пп. 2-6, отличающийся тем, что в качестве металла, заполняющего отверстия, .берут сплав на основе металла ВТОРОЙ заготовки, обладающий повмпенными механическими характеристиками. 10.Способ по пп. 2-6, отличающийся тем, что в качестве металла, заполняющего отверстия, . X) берут третий металл, обладающий хорошей свариваемостью, в твердой vj фазе с металлом второй заготовки. X) 11.Способ по пп. 4-6, отличающийся тем, что проволоку X берут длиной, равной длине отверстий, 12.Спос по пп. 4-6, отличающийся тем, что проволоку берут длиной, большей длины отверстий. 13.Способ по п. 2, отличающийся тем, что отверстия заполняют жидким металлом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабкин Д.М., Рябов В.Р | |||
| Сварка алкминия и его сплавов со сталью и медью | |||
| М., Машиностроение, 1965, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ СВАРКИФОВЁ тшш | 1972 |
|
SU435082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
