Изобретение от юсится к сварке давлением разнородных металлов, имеющих большое различие в показателях их пластичности, и может быть использовано в различных областях машиностроения.
Известен способ клиновой сварки стали с алюминием, заключающийся в запрессовке стального конусного образца в алюминий при температурах плавления эвтектики Al + AljFe (654°С) 1.
Практически этот процесс провести затруднительно, так как сложно сваривать детали в узком интервале температур 654659°С. Кроме того, этот способ позволяет получать соединение, обладающее низкой пластичностью, так как по границе соединения присутствует прослойка интерметаллидов.
Известен способ клинопрессовой сварки разнородных труб, которым обычно сваривают сталь или титан с алюминиевь ми или медными спла.вами. Сварку осуществляют с подогревом 2.
Недостатком данного способа является пониженное качество соединений со многими алюминиевыми сплавами; так как имеется очень узкий интервал оптимального состояния менее пластичного металла, при котором происходит полная активация его поверхности.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ клинопрессовой сварки, преимущественно труб, при котором заостренный конец заготовки из пластичного металла вдавливают в торец заготовки из более пластичного металла 3.
Для известного способа характерно понил енное качество соединений со многими алюминиевыми сплавами, так как имеется очень узкий интервал оптимального состояния менее пластично1-о металла, при котором происходит полная активация его поверхности. Сварка в твердом состоянии осун 1ествляется успешно в том случае, если имеется деформация поверхностей соединения. В известном способе клинопрессовой сварки деформация поверхности более пластичного металла имеется при всех режимах сварки. Для металла менее пластичного оптимальным вариантом является объемная деформация и .менее предпочтительным - приповерхностная, так как в послед} ем случае может осуществляться неполпая активация поверхности, и, как следствие, образование металлической связи не ио всей поверхности, сопряжения заготовок. В известном способе осуп1ествляется, как правило, приповерхностная деформация с осупдествлением или с наличие.м в очень малых величинах объемной деформации. В известном способе имеется очень узкая область режимов, которые обеспечивают полную приповерхностную или незначительную объемную деформацию менее пластичной заготовки.
Цель изобретения - повышение качества сварки и расширение диапазона оптимальных режимов сварки за счет улучшения активации поверхности менее пластичного металла.
Указанная цель достигается за счет того, что согласно способу клинопрессовой сварки, преимущественно труб, при котором заостренный конец заготовки из менее пластичного металла вдавливают з торец заготовки из более пластичного металла, конец заготовки из менее пластичного металла заостряют несимметрично.
5 Други.м варианто.м достижения указанной цели является то, что согласно способу клинопрессовой сварки, преимущественно труб, при котором симметрично заостренный конец заготовки из менее пластичного металла вдавливают в торец заготовки
0 из более пластичного металла, заготовку из менее пластичного металла вдавливают асимметрично относительно стенок заготовки из более пластичного металла.
Объемная деформация заготовки из менее пластичного металла осуществляется за счет изгиба заостренного конца заготовки в процессе вдавливания его в торец заготовки из более пластичного металла. Заостренный конец загибается, так как его стороны при движении испытывают различное давд ление более пластичного металла. Объемная деформация заготовки предполагает значительную поверхностную деформацию. Таким образом создаются оптимальные условия для повышения доли механической активации поверхности и, следовательно, для
повышений качества соединения и расширения диапазона оптимальных режимов сварки.
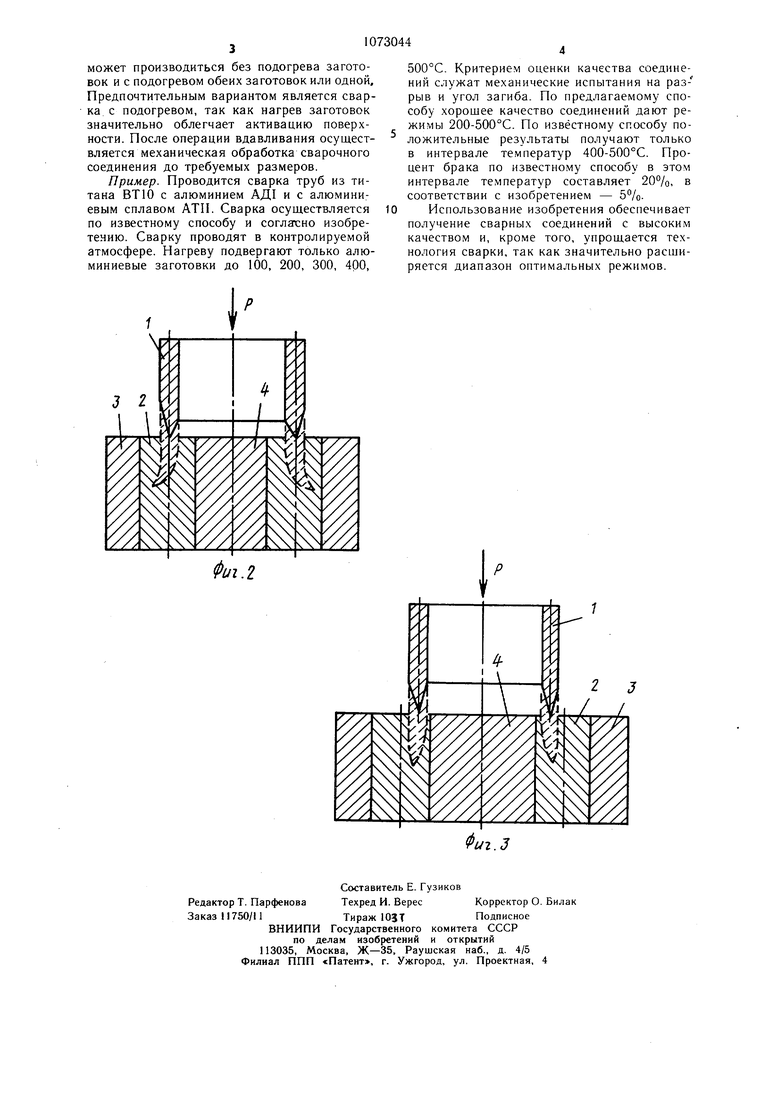
На фиг. 1 показано несимметричное заострение в виде одностороннего скоса при симметричном расположении заготовок относительно их стенок; на фиг. 2 - несимметричное заострение в виде двухстороннего скоса цри симметричном расположении заготовок относительно их стенок; на фиг. 3 - 5 симметричное заострение в виде двухстороннего скоса и асимметричное расположение заготовок относительно их стенок.
Пунктиром схематично показано взаимное расположение заготовок после сварки.
Заготовка из менее пластичного метал0 ла 1 приготовляется под сварку путем очистки поверхности сопряжения. Заготовка из более пластичного металла 2 вставляется в технологические объемы 3 и 4. В зависимости от технологии производится нагрев и сдавливание с усилием Р. Менее пластичная заготовка, внедряясь в торец заготовки из более пластичного металла, образует с последней сварное соединение. Сварка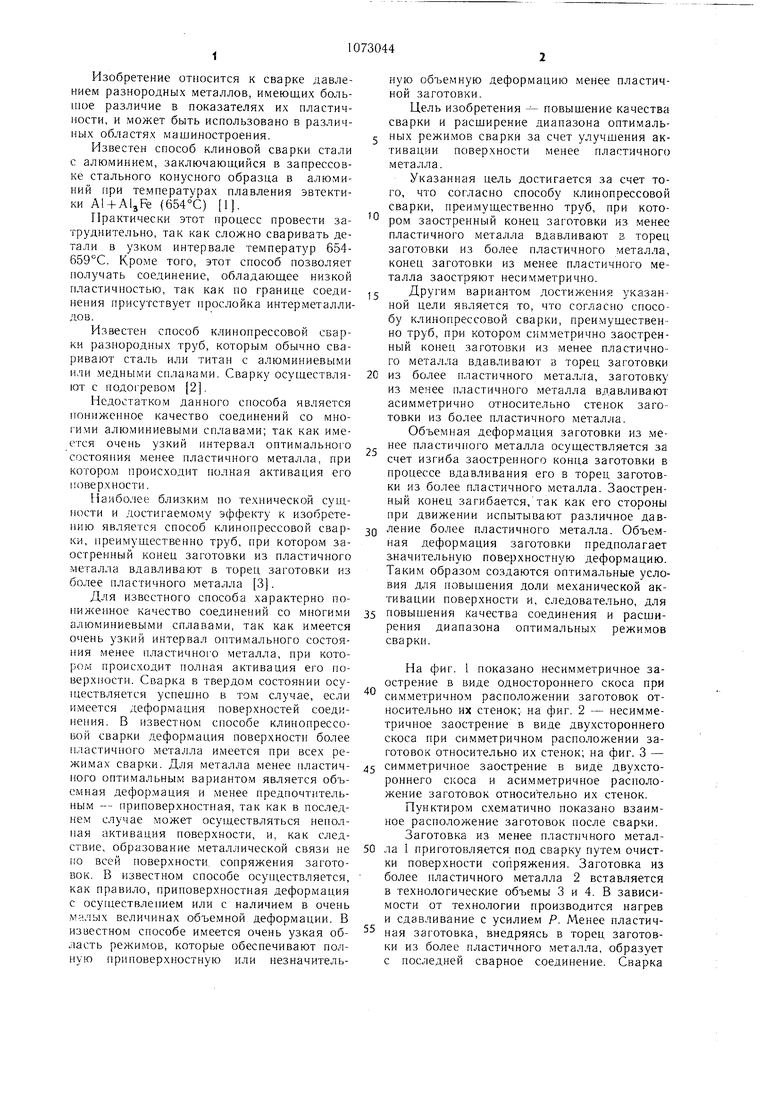
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107985A1 |
| Способ клинопрессовой сварки труб | 1983 |
|
SU1107986A1 |
| Способ сварки разнородных металлов | 1982 |
|
SU1087288A1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2589963C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ КОЛЕЦ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2237560C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| Способ заострения концов профильной заготовки перед волочением и устройство для его осуществления | 1981 |
|
SU984550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
1. Способ клинопрессовой сварки, преимущественно труб, при котором заостренный конец заготовки из менее пластичного металла вдавливают в торец заготовки из более пластичного металла, отличающийся тем, что, с целью повышения качества сварки и расширения диапазона оптимальных режимов сварки за счет улучшения активации поверхности менее пластичного металла, конец заготовки из менее пластичного металла заостряют несимметрично. 2. Способ клинопрессовой сварки преимущественно труб, при котором симметрично заостренный конец заготовки из менее пластичного металла вдавливают в торец заготовки из более пластичного металла, отличающийся тем, что, с целью повышения качества сварки и расширения диапазона оптимальных режимов сварки за счет улучшения ако iS тивации поверхности менее пластичного металла, заготовку из менее пластичного ме(Л малла вдавливают асимметрично относительно стенок заготовки из более пластичного металла. оо о 4:: 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабкин Д | |||
| М | |||
| и др | |||
| Сварка алюминия и его сплавов со сталью и медью | |||
| М., «Машиностроение, 1965, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Н | |||
| и др | |||
| Соединение труб из разнородных металлов | |||
| М., «Машиностроение, 1981, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| X | |||
| и др | |||
| Клинопрессовая сварка алюминиевостальных переходников | |||
| Л.Д.Н.Т.П., Л., 1973 (прототип). | |||
