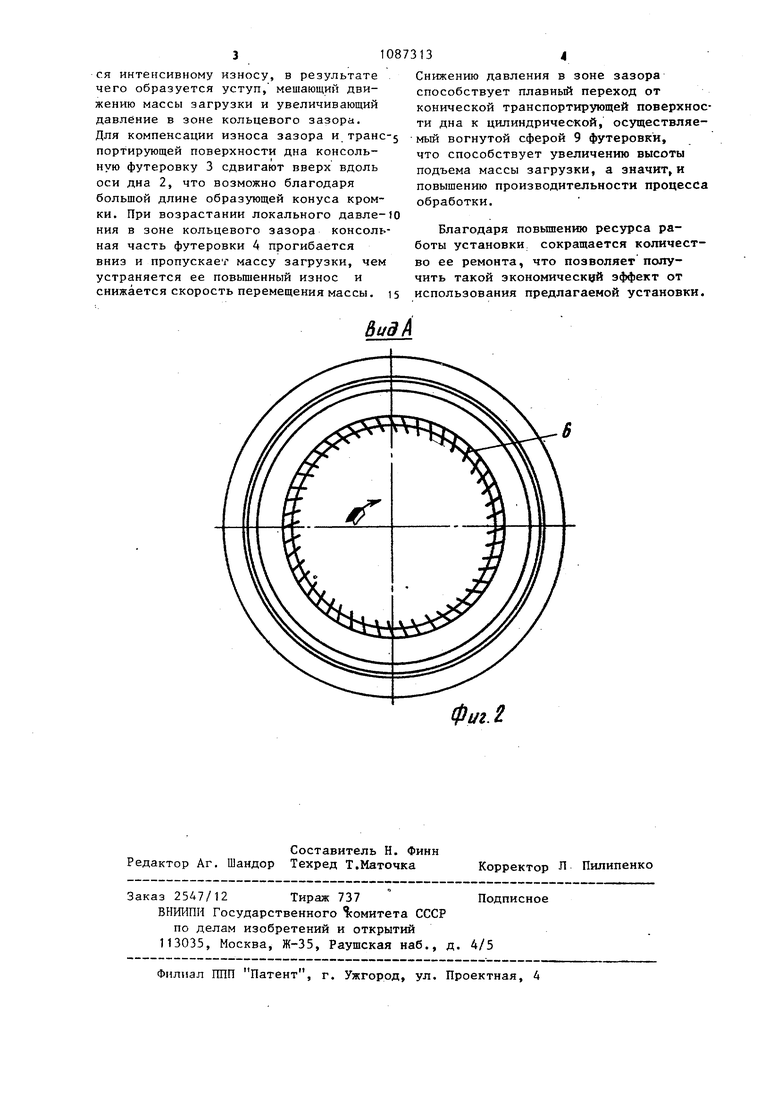
Изобретение относится к машиностроению, а именно к устройствам для центробежной обработки деталей в гидроабразивной среде. Известно устройство для центробежной обработки деталей в гидроабразивной среде, содержащее футерованные износостойким эластичным материалом неподвижную обечайку и установленное с кольцевым зазором к ней вращающееся дно, при этсзм футеровка дна закреплена консольно lj , В данном устройстве для предотвр щения попадания отходов рабочих тел в зазор кромки неподвижной обечайки и подвижной части дна в месте соединения выполнены коническими, а через зазор впрыскивается жидкий хладагент, снижающий эффект износа, но не устраняющий его. Недостатком известного устройства является необходимость проведения частых ремонтов с целью замены футеровки для восстановления заданного зазора между кромками футеровки неподвижной обечайки и вращаю щегося дна. Данный ремонт требует больших затрат и приводит к потерям машинного времени. Целью изобретения является повышение ресурса работы устройства. Указанная цель достигается тем, что в устройстве для центробежной обработки деталей, содержащем футер ванные износостойким эластичным мат риалом неподвижную обечайку и устан ленное с кольцевым зазором к ней вр щающееся дно, при этом футеровка дн закреплена консольно, консольная фу ровка дна выполнена с утолщением и равномерными надрезами по периферии и установлена с возможностью регули вочного перемещения вдоль оси дна, а кольцевой зазор выполнен коническ с вершиной на оси камеры вьш1е дна,Такое выполнение устройства обес печивает длительную надежную работу и дает возможность производить регулировку зазора с целью компенсаци износа кромок футеровки, что привод к увеличению ресурса его работы. На фиг.1 представлено предлагае мое устройство, общий вид; на фиг.2 вид А на фиг.1. Устройство содержит цилиндрическую обечайку 1 и вращающееся чашеобразное дно 2, ось вра1цения которого соосна оси обечайки. Рабочая поверхность устройства облицована износостойкой 3 и эластичной 4 футеровками, кромки которых выполнены КОНСОЛЬНЬ МИ относительно краев вращающегося дна 2и неподвижной обечайки 1 и образуют кольцевой зазор 5, имеющий выполненные по конусу стенки таким образом, что вершины конусов лежат на оси обечайки и выше дна. Консольный край футеровки 4 на вращающемся дне 2 выполнен большей толщины, чем на обечайке,и имеет равномерно расположенные по окружности надрезы 6, образующие отдельные лепестки на всей окружности дна. Рабочее пространство устройства 7 соединено со сливной полостью 8 через кольцевой зазор 5. Переход конической поверхности 4 к цилиндрической 3 футеровок выполнен в виде сферы 9. Устройство работает следующим образом. Вращением чашеобразного дна 2 масса загрузки приводится в движение, скользя по его поверхности и, преодолевая зазор 5, поступает на конусную нижнюю часть футеровки 4. Дальнейшее движение ее по сфере 9 выводит массу загрузки на цилиндрический участок футеровки 4 и, достигнув максимальной высоты (стрелка с цифрой 1), масса падает в центральную часть дна, откуда центробежными силами увлекается к периферии и цикл движения повторяется. В момент прохождения кольцевого зазора массой загрузки находящиеся в ней мелкие частицы отходов (скол абразива, грат, облой, заусеницы,- шлам и т.д.) внедряются в щель кольцевого зазора и, испытывая давление последующих слоев массы загрузки, прогибают отдельные лепестки эластичных консольных краев 3дна и проваливаются в полость 8 слива, откуда уносятся потоками рабочей жидкости за пределы установки (стрелка Ц указывает движение мелкой частицы через надрез 6 между лепестками). При освобождении лепестка зазора от частицы лепесток устанавливается упругими силами в исходное положение. В процессе обработки футеровка дна, особенно периферия, прилегающая к кольцевому зазору, подвергаются интенсивному износу, в результате чего образуется уступ, мешающий движению массы загрузки и увеличивающий давление в зоне кольцевого зазора. Для компенсации износа зазора и транс портирующей поверхности дна консольную футеровку 3 сдвигают вверх вдоль оси дна 2, что возможно благодаря большой длине образующей конуса кромки. При возрастании локального давлеНИН в зоне кольцевого зазора консольная часть футеровки 4 прогибается вниз и пропускает массу загрузки, чем устраняется ее повьш1енный износ и снижается скорость перемещения массы,
Снижению давления в зоне зазора способствует плавный переход от конической транспортирующей поверхности дна к цилиндрической, осуществляемый вогнутой сферой 9 футеровки, что способствует увеличению высоты подьема массы загрузки, а значит, и повышению производительности процесса обработки.
Благодаря повышению ресурса работы установки сокращается количество ее ремонта, что позволяет получить такой экономический эффект от использования предлагаемой установки.
В ид А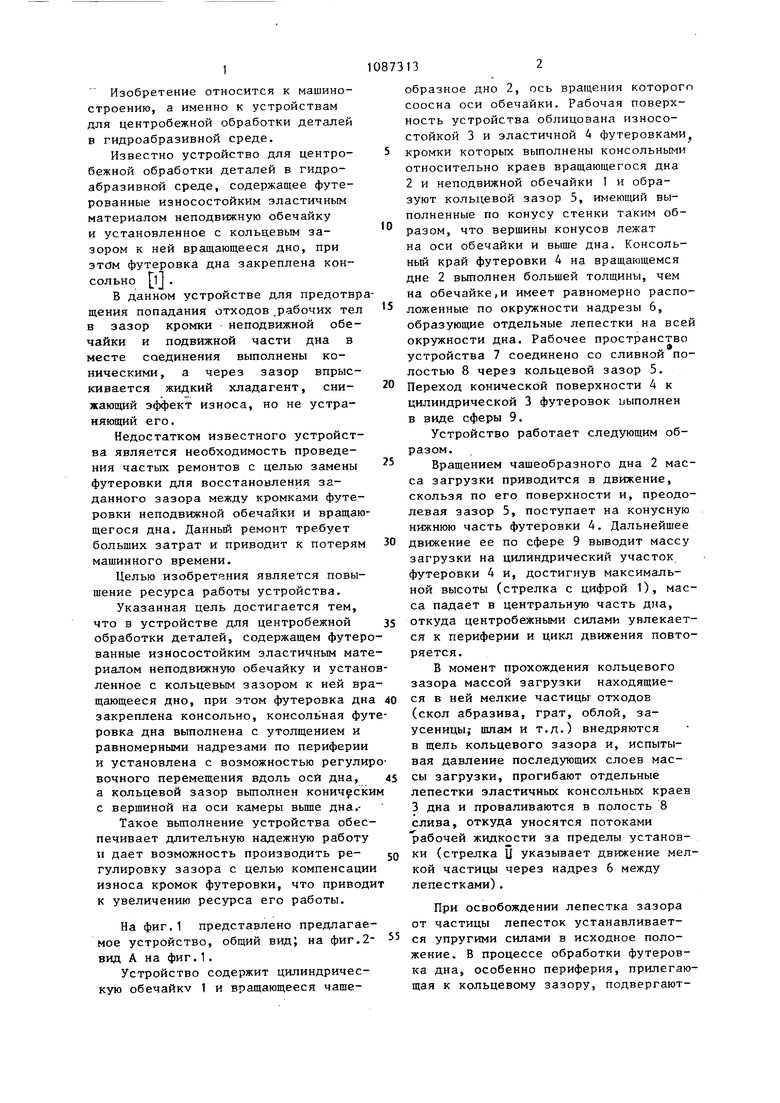
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежное устройство для абразивной обработки деталей | 1978 |
|
SU751596A1 |
| ЦЕНТРОБЕЖНОЕ УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ | 2016 |
|
RU2618136C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ объемной центробежной обработки деталей | 1987 |
|
SU1496994A1 |
| Уплотнение вала насоса | 1988 |
|
SU1513219A1 |
| Центробежная установка для абразивной поверхностной обработки деталей | 1986 |
|
SU1315256A1 |
| Устройство для центробежной абразивной обработки деталей /его варианты/ | 1983 |
|
SU1155427A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1549728A1 |
| Способ удаления облоя с формованных деталей и устройство для его осуществления | 1988 |
|
SU1722853A1 |
| ПОРШЕНЬ-РАЗДЕЛИТЕЛЬ БАНДАЖИРОВАННЫЙ АДАПТИВНЫЙ И УСТРОЙСТВО ДЛЯ ЕГО ЗАПАСОВКИ В ТРУБОПРОВОД | 2002 |
|
RU2232653C2 |
УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖ.НОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее футерованные износостойким эластичным материалом неподвижную обечайку и установленное с кольцевым зазором к ней врапГающееся дно, при этом футеровка дна закреплена консольно, отличающееся тем, что, с целью увеличения ресурса работы устройства, -консольная футеровка дна выполнена с утолщением и равномерными надрезами по периферии и установлена с возможностью регулио ровочного перемещения вдоль оси дна, а кольцевой зазор выполнен коническим с вершиной на оси камеры вьше дна.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании №1572158, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
