2. Устройство по П.1, о т л и чаюгдее-ся тем, что формующая фильера ныполнена в виде пластины со сквозной прорезью до формующей части, расположенной по разные стороны у каждой .образующей формообразующий профиль пары, и снабжена выступом, равным ее толщине, вхо- ; дящим в прорезь противолежащей фильеры.

1. УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИ ОННЫХ МАТЕРИАЛОВ методом протяжки, включающее установленный в корпусе набор формующих фильер, попарно образующих формуемый профиль за счет выполнения на одной из половин выступа, а на другой - впадины и имеющих радиальную прорезь для укладки длинномерной заготовки, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества изделий, корпус вьтолнен в виде кронштейна с параллельно расположенными и консольно закрепленными пластинчатыми пружинами, на которые попарно через прокладки надеты формующие фильеры, взаимодействующие с регулирующим их положение упором.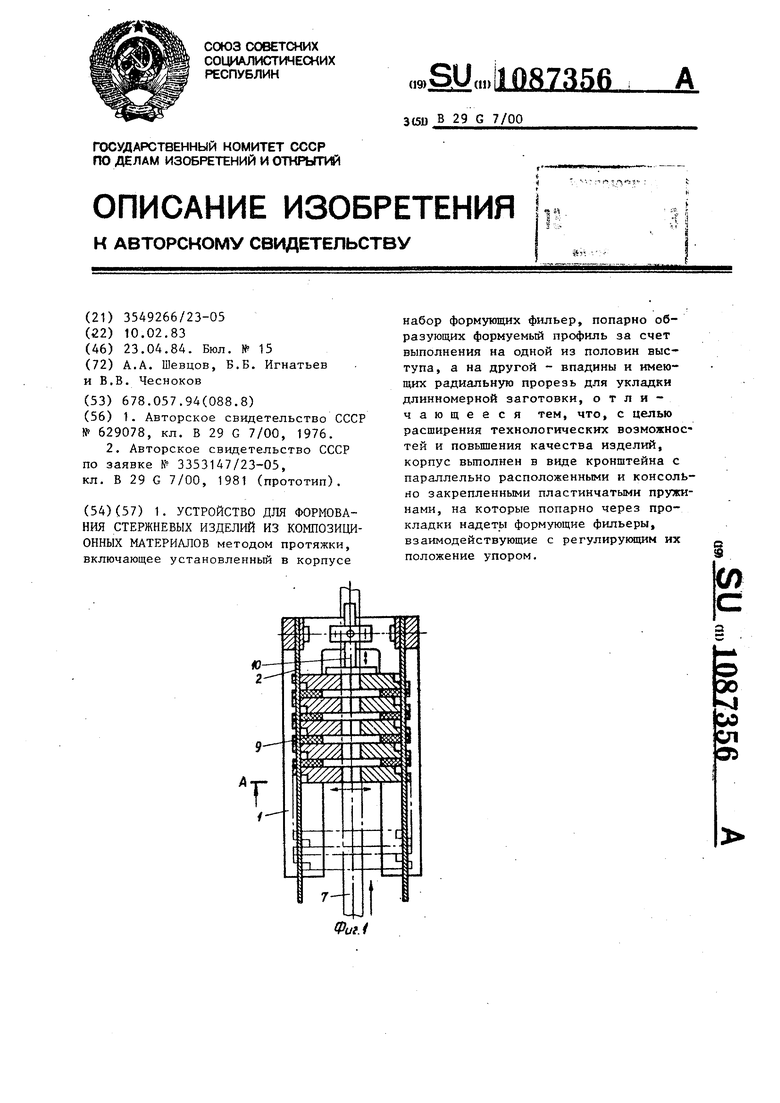
Изобретение относится к устройстёам для переработки термореактивных масс, а именно к устройствам для формования профильных изделий на композиционных материалах на основе термореактивных смол способом протяжки через калиброванное отверстие, и может быть использовано при изготовлении стержневых изделий из композиционных материалов для различных, отраслей народного хозяйства.
Известна конструкция устройства для формования стержневых изделий из армированных пластмасс, состоящая из последовательно установленных формующих фильер, причем первая фильера выполнена в виде свободно установленной втулки, площадь сечения которой меньше площади последующих прогреваемых формующих элементов pj .
Однако это устройство не позволяет осуществить заправку длинномерного композиционного материала.
Наиболее близк rм к предлагаемому по технической сущности является уст ройство для формования стержневых изделий из композиционных материалов методом протяжки, включающее установленный в корпусе набор формующих фильер, попарно образующих формуемый профиль за счет выполнения на одной из половин выступа, а па другой впадины и siмeющиx радиальную прорезь для укладки длинномерной заготовки 2} .
Хотя известное устройство не отличается сложностью заправки и невозможностью автоматизации процесса заправки оборванного жгута, однако, так как профиль изделия жестко определяется проходным отверстием филь ер, возможно повреждение волокон армирующего материала, также затруднен отвод отжатых излишков связующего, }1{есткий корпус и известное
конструктивное исполнение фильер делает устройство не чувствительным к условиям формования, что приводит к заклиниванию, обрывам или частичнму повреждению армирующего материала .
Целью изобретения является расширение технологический возможностей и повьппение качества изготавливаемого изделия.
Поставленная цель достигается тем, что в устройстве для формования стержневых изделий из композиционных материалов методом протяжки, включающее установленный в корпусе набор формующих фильер, попарно образующих формуемый профиль за счет выполнения на одной из половин выступа, -а на другой - впадины и имеющих радиальную прорезь для укладки длинномерной заготовки, корпус выполнен в виде кронштейна с параллельно расположенными пластинчатыми пружинами, на которые попарно через прокладки надеты формующие фильеры, взаимодействующие с регулирующим их положение упором.
Кроме того, формующая фильера выполнена в виде пластины со сквозной прорезью до формующей части, расположенной по разные стороны у каждой образующей формообразующий профиль пары, и снабженные выступом равным ее толщине, входящим в прорезь противолежащей фильеры.
На фиг, 1 показана схема устройства, план; на фиг. 2 - разрез А-А на фиг. 1- на фиг. 3 - образующая формующий канал пара фильер, аксонометрия .
Устройство состоит из кронштейна 1, на котором консольно и параллельно друг другу закреплены пластичатые пружины 2. На пружины 2, поочредно на левую и на правую, надеты фильеры в виде пластин 3, имеющие формующую часть в виде половины формуемого профиля стержней с выступом 4 у формующего отверстия, равным толщине пластины 3. На пластинах 3 имеются вырезы 5 до формующей части, которые вверху образуют клиновую канавку 6 для заправки пропитанных жгутов 7 формуемого материала при помощи клина 8. Между каждой парой пластин 3 уста новлены по две прокладки 9, надетые на правую и левую пружины 2, что обеспечивает наличие зазоров для отвода излищков связующего. Набранный таким образом пакет пластин образует между пластинами и параллельно им проходное отверстие заданного профиля для протяжки формуемого материала и фиксируется упорами. Для исключения поворота пружин 2 при заправке жгутов 7 формуемого материала пластины 3 установлены на опорной поверхности кронштейна 1. Устройство работает следующим образом. Пакет, состоящий из пластин 3 и прокладок 9, перемещают вдоль пружин 2 в крайнее положение основания крон штейна 1, где жесткость пружин минимальная. Натянутые жгуты 7 формуемого материала помещают в клиновую канавку 6, образованную вырезами 5 на пластинах 3. Заправку их осуществляют при помощи клина 8, разжимая им пластины 3 на достаточное для прохождения жгутов 7 расстояние после чего находящиеся под клином 8 жгуты 7 под действием усилия натяжения занимают рабочее положение. После этого клин 8 убирают, а пластины 3 под действием пружин 2 сходя ся и своей формующей частью охватывают формуемый материал. Затем пакет пластин 3 с прокладками 9 перемещают вдоль пружин 2, уменьшая кон 1 64 соль их установки, и проходное отверстие принимает зaдaн rыe размеры и форму поперечного сечения. Для ограничения хода пакета пластин 3 может быть применен регулируемый упор 10, установленный на основании кронштейна 1. В процессе работы излишки связующего отводятся через зазоры между пластинами 3. При перемещении пропитанного материала от первой пары пластин 3 к последней осуществляется последовательный порционный отвод связующего и постепенное, без образования наплывав и сбивки элементарных волокон, отжатие материала за счет постепенного нарастающего усилия со стороны пластинчатых пружин 2. Изменением размера проходного отверстия и положения пакета пластин 3 относительно пружин 2 регулируют степень обжатия формуемого материала. При обрыве нити запразку осуществляют в процессе работы. Для этого оборванную нить накладывают сверху на клиновую канавку 6, клином 8 раздвигают пластины 2 и добавляют оборванную нить к жгуту 7 формуемого материала, увлекающего нить за собой. По технологическому процессу может быть использован, например, обмотчик, которьй фиксирует оборванный ма-ериал наружной обмоткой. При использовании предлагаемого устройства возможна безостановочная работа технологической линии получения профильных изделий или полуфабрикатов, что обеспечивает стабильную производительность процесса. Применение плавающих пластин и чувствительных силовых элементов в виде пластинчатых пружин в устройстве позволяет получить более качественное формование изделия и расптряет тех юлогическое возможности устрой- ства.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для формования профильных изделий из армированных пластмасс методом протяжки | 1976 |
|
SU629078A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3353147/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
