Изобретение относится к лесосплаву и может быть использовано при изготовлении брустверов для головок плотов, а также для изготовления двух трехрядных пакетных бонов для обустройства лесосплавных рек.
Известна поточная линия для изготовления пакетов из бревен, содержащая расположенные по ходу технологического процесса устройство для подачи бревен, устройство для формирования пакета, разрезной механизм и систему управления этой линией 1.
Недостаток известной линии заключается в низкой производительности.
Целью изобретения является повышение производительности линии.
Цель достигается тем, что поточная линия для изготовления пакетов из бревен, содержащая расположенные по ходу технологического процесса устройство для подачи бревен, устройство для формирования пакета, разрезной механизм и систему управления этой линией, снабжена обвязочным приспособлением, а устройство для формирования пакета содержит каретку с толкателями, размещенными на каретке с щагом, равным разнице между стыками бревен, два направляющих лотка для бревен и сбрасыватель, при этом один из лотков установлен по отношению к другому с подъемом на высоту, равную максимально допустимому диаметру бревна, а сбрасыватель установлен в конце одного из лотков.
На фиг. 1 показана поточная линия, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - каретка для формирования бона; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - поточная линия, вид сбоку; на фиг. 6 - каретка для формирования бона с направляющими для бревен, вид сбоку; на фиг. 7 - то же, вид сверху; на фиг. 8 - формирование пакетного бона при исходном положении бревен; на фиг. 9 - то же, при разгоне стыков бревен с щагом а; на фиг. 10 - образование трехбревенного бона.
Поточная линия для изготовления пакетов из бревен содержит расположенные по ходу технологического процесса устройство 1 для подачи бревен, механизм 2 для изготовления бона, обвязочный станок 3, разрезной механизм 4 и систему 5 для синхронизации привода механизма 2 с приводом станка 3 и разрезного механизма 4.
Механизм 2 для изготовления бона содержит каретку 6 с толкателями 7-9, два направляющих лотка 10 и 11 для бревен и сбрасыватель 12.
Каретка 6 перемещается по направляющей 13 с помощью привода. Толкатели 7-9 размещены на каретке 6 с шагом, равным щагу разгонки стыков бревен. Толкатели 8 и 9 установлены с возможностью перемещения на величину да, позволяющую регулировать щаг разгонки стыков бревен в зависимости от длины применяемых для изготовления бруствера сортиментных бревен. Толкатели 7-9 соединены с кареткой щарнирами 14 и снабжены ограничителями 15.
Направляющий лоток 10 установлен по отношению к лотку 11 с подъемом на высоту, равную максимально допустимо.му диаметру бревна. Лоток 11 выполнен шириной, равной двум диаметрам бревен, имеющих максимально допустимые диаметры, и расположен параллельно направляющей 13 каретки 6. Лоток 11 снабжен разобщителем бревен 16, выполненным в виде клина, расположенного на продольной оси лотка 11.
Сбрасыватель 12 установлен в конце подъема направляющего лотка 10.
Система 5 синхронизации привода механизма 2 для изготовления бона с приводом станка 3 и механизма 4 связана с путевыми переключателями 17-19. Переключатели 17-19 установлены на траектории
0 движения упора 20, размещенного на каретке 6.
Линия включает главный сортировочный коридор 21, сортировочные ворота 22, коридоры 23 и 24, пучки для головок плота 25, лебедку 26, сплоточный станок 27 и дворик
для формирования секций плота 28.
Линия работает следующим образом. Устройство 1 подает бревна 29-31, которые располагаются под кареткой 6. Цри этом каретка 6 находится в крайнем левом положении. Затем оператор включает привод каретки и каретка 6 начинает перемещаться по направляющей 13. При этом толкатель 7 начинает перемещать бревно 29 по лотку 10. Как только каретка 6 пройдет расстояние, равное тагу разгонки стыков брег вен а, толкатель 8 начинает перемещать среднее бревно 30. Далее,как только каретка 6 пройдет расстояние, равное 2а, в работу включается третий толкатель 9. Таким образом сразу все три бревна подаются на направляющие лотки 10 и 11 с щагом раз0 гонки стыков бревен. При этом, поскольку лоток 10 выполнен с подъемом на высоту, равную максимально допустимому диаметру бревна, бревно 29 по лотку 10 поднимается на эту высоту, а два других бревна 30 и 31 движутся по лотку 11. В конце подачи бревна 29 по лотку 10 сбрасыватель 12, установленный в конце лотка 10, сталкивает бревно 29 на нижний ряд, образованный из бревен 30 и 31. При дальнейщем движении каретки 6 образованный таким образом трех0 бревенный пакет, упираясь в стыки бревен бруствера 32, воздействует на всю ленту пакета. Каретка 6 перемещает всю ленту на щаг а. В это время упор 20 достигает путевого выключателя 17 и, воздействуя на него через систему 5 синхронизации, отключает
5 привод каретки 6 и одновременно включает привод обвязочного станка 3. Происходит обвязка пакета. После обвязки пакета каретка 6 автоматически включается и вновь
перемещает ленту трехбревенного пакета на шаг а. Одновременно упор 20 перемещается до путевого переключателя 18 и воздействует на него, отключая через систему 5 синхронизации привод каретки 6 и включая привод обвязочного станка 3. Происходит обвязка пакета. После этого каретка 6 автоматически включается и вновь перемещается на шаг а, упор 20 воздействует на переключатель 19, каретка 6 вновь останавливается, производится обвязка. Таким образом производится обвязка пакета в трех местах. При этом жгуты обвязки расположены между стыков бревен.
Затем нривод каретки 6 включается и каретка 6 совершает обратный холостой ход до левого крайнего положения. При этом толкатели 7-9 поворачиваются вокруг шарниров 14, отклоняются от вертикали и не мешают подаче следующей партии бревен.
Затем привод каретки 6 включается на рабочий ход и цикл повторяется.
При достижении ленты трехбревенного пакета заданной длины срабатывает конечный выключатель (не показан), отключающий привод каретки 6. Каретка 6 останавливается, включая привод устройства 4. Далее весь процесс изготовления бруствера повторяется.
Предлагаемая поточная линия позволяет повысить производительность труда на изготовлении головок плотов. Это обеспечивается тем, что полностью механизируется процесс изготовления брустверов, так как поточная линия содержит расположенные по ходу технологического процесса необходимые элементы, позволяет сократить сроки формирования плотов и повысить общую культуру производства на лесосплаве.
3 Ц

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ и сплотки БРЕВЕН | 1969 |
|
SU239112A1 |
| ПЛОТ | 1991 |
|
RU2013338C1 |
| Сортировочно-сплоточное устройство | 1961 |
|
SU142958A1 |
| Жесткий секционный плот | 1937 |
|
SU55870A1 |
| Установка для формирования плотных пакетов пиломатериалов | 1977 |
|
SU785159A2 |
| РАЗМОЛЕВОЧНАЯ МАШИНА | 1971 |
|
SU317596A1 |
| Устройство для лесосплавных работ | 1985 |
|
SU1291520A1 |
| МЕХАНИЗМ ДЛЯ ОБВЯЗЫВАНИЯ ПАЧЕК БРЕВЕН И ИХ УПАКОВКИ | 1971 |
|
SU290872A1 |
| СПОСОБ СОСТАВЛЕНИЯ ОЗЕРНОГО ПЛОТА | 1947 |
|
SU80049A1 |
| Устройство для формирования пакетовштучных изделий | 1972 |
|
SU509507A1 |

ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ БРЕВЕН, содержащая расположенные по ходу технологического процесса устройство для подачи бревен, устройство для формирования пакета, разрезной механизм и систему управления этой линией, отличающаяся тем, что, с целью повышения производительности линии, она снабжена обвязочным приспособлением, а устройство для формирования пакета содержит каретку с толкателями, размещенными на каретке с шагом, равным разнице между стыками бревен, два направляющих лотка для бревен и сбрасыватель, при этом один из лотков установлен по отношению к другому с подъемом на высоту, равную максимально допустимому диаметру бревна, а сбрасыватель установлен в конце одного из лотков с подъемом. (Л 00 со QO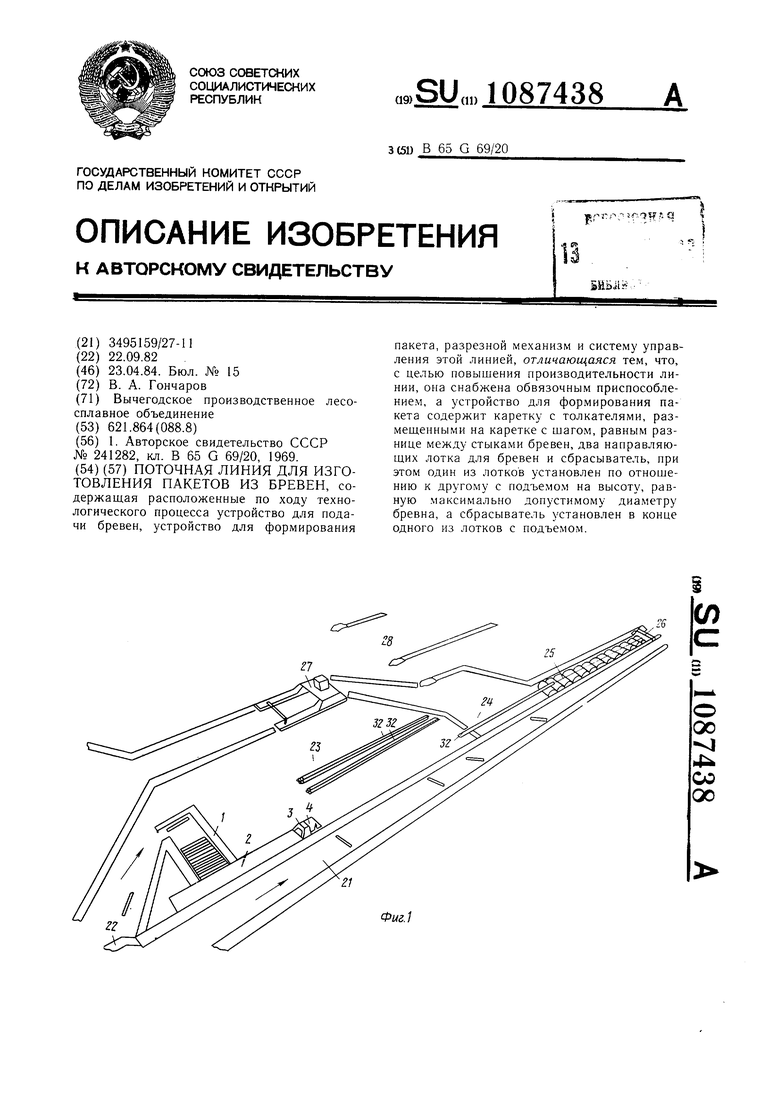
Ф(г.2
cS
-А
4я
а
7
X
/3
Фиг. Ц
и
а
а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОБРУСЧАТЫХ НАГЕЛЬНЫХ БОНОВ | 0 |
|
SU241282A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
