Изобретение относится к трубопро катному производству, в частности к прокатке горячекатаных труб на короткой оправке. Наиболее эффективно способ можно использовать на косовалковых станах при прокатке пЬлых заготовок.
Известен способ продольной прокатки труб, включающий деформацию полой заготовки на короткой oirpaeке и сообщение оправке крутильных колебаний l) Недостатком является то, что известный способ способствует улучшению качества внутренней поверхности труб, но в случае задачи заготовки с искаженным передним- концом не обеспечивается захват ее валками.
Известен также способ волочения труб на короткой оправке, которой в очаге деформации сообщают осевые,радиальные и окружные колебания 2.
Способ направлен на улучшение качества внутренней поверхности и повышение стабильности процесса. Поскольку в волоку задают трубу за-г . битьп-1. концом, то не стоит задача с захватом заготовки и исправления ов&льности переднего конца.
Наиболее близким к предлагаемому является способ поперечно-винтовой прокатки, включающий задачу заготовки в валки, имеющие пережим, деформации ее валками на короткой оправке, которой сообщают осевые колебания в течение всего процесса прокатки з .
Способ направлен на улучшение качества внутренней поверхности труб за счет уменьшения сил контактного трения. Осевые колебания оправки не могут способствовать захвату заготовки валками.
Цель изобретения - улучшение условий захвата полой заготовки путем исправления овальности ее переднего конца..
Поставленная цель достигается тем, что согласно способу поперечновинтовой прокатки труб, включающему задачу заготовки в валки, имеющие пережим, деформацию ее валками на короткой оправке и сообщение оправке принудительных колебаний, колебания оправки осуществляют по дуге в поперечном направлении с амплитудой, равной толщине стенки заготовки, в течение времени перемещения переднего конца заготовки от встречи с валкам до пережима.
Преимущество способа заключается в том, что колебания оправки в плоскости, перпендикулярной оси прокатки, позволяют исправить дефекты геометрической формы переднего конца з готовки и тем самым улучшить услови захвата.
Сущность способа состоит в том, что полую заготовку.задают в косо установленные валки, имеющими пережим, которые деформируют и перемещают заготовку на оправку, -выдвинутую навстречу заготовке за пережим, удерживаемую в очаге деформации от осевого перемещения, которой сообщают принудительно колебания по дуге в поперечном направлении с амплитудой, равной толщине стенки заготовки, в течение времени перемещения переднего конца заготовки от встречи с валками до пережима, и последующую деформацию ватками на неподвижной оправке.
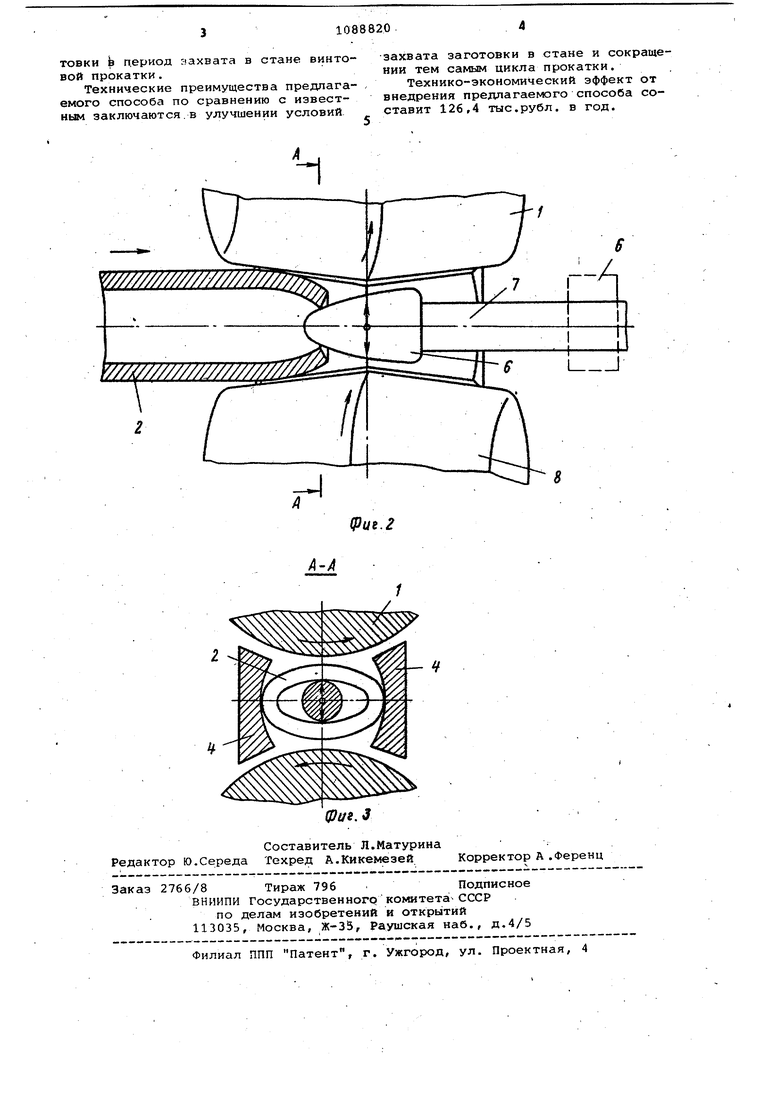
На фиг, 1 показана клеть, вид спереди; на фиг, 2 - очаг деформации; на фиг, 3 - разрез А-А на фиг. 2,
В косо расположенные валки 1 задают заготовку 2, заготовка на переднем конце имеет дефекты в виде загнутых внутрь кромок и Овальности торца, в результате чего оправка 3 и направляющие линейки 4 препятствуют продвижению заготовки в направлении прокат,ки. При подходе заготовки к оправке дополнительным приводом 5 поднимают втулку б и отклоняют стержень 7 оправки от оси прокатки на величину, равную примерно толщине стенки заго- товки. Одновременно включают основной привод, сообщая стержню И оправке колебания с двумя степенями свободы по замкнутой траектории. Амплитуда колебаний примерно равна толщине стенки заготовки и регулируется длиной кривошипа 8. Указанное значение амплитуды выбрано в соответствии с величиной искажения формы переднего конца трубы. Частота колебаний равна 0,5-3,0 Гц, что обеспечивает отсутствие чрезмерно сильных вибраций оправки и быстрое исправление дефектов конца заготовки и захват ее валками . Достаточно полное исправление дефектов осуществляется за 2-3 колебания, что соотжетствует 0,7-1,5 с и практически не отражается на продолжительности цикла прокатки. После прекращения колебаний оправки и осуществления захвата втулку 6 возвращают на ось прокатки для свободного прохождения сквозь нее прокатываемой трубы. Для сообщения оправке колебаний с одной степенью свободы используют дополнительный привод при отключенном основном. При этом стержень вместе с оправкой совершает возвратно-качательное движение.
Предлагаемый способ может быть использован на станах винтовой прокатки различных трубопрокатных установок. Применение способа в промышленности позволит повысить производительность труда за счет исправления дефектов переднего конца заго310888204
товки b дериод ; ахвата в стане винто-захвата заготовки в стане и сокращевой прокатки,НИИ тем самым цикла прокатки.
Технические преимущества предлага-, Технико-экономический эффект от
емого способа по сравнению с иэвест-внедрения предлагаемого способа соным заключаются.в улучшении условийставит 126,4 тыс.рубл. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ ВИНТОВОЙ ПРОШИВКОЙ | 2009 |
|
RU2404869C1 |
| Способ производства труб на агрегате с автоматстаном | 1984 |
|
SU1156752A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Технологический инструмент для винтовой прошивки | 1977 |
|
SU622517A1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ, включающий задачу заготовки в валки, имеющие пережим, деформацию ее валками на короткой оправке и сообщение оправке принудительных колебаний, отличающийся тем, что, с целью улучшения условий захвата полой заготовки путем исправления овальности ее переднего конца, колебания оправки осуществляют по дуге в поперечном направлении с амплитудой, равной толщине стенкизаготовки, в течение времени перемещения переднего конца заготовки от встречи с валками .до пережима.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГАЗОВОЗДУШНЫЙ СМЕСИТЕЛЬ | 0 |
|
SU312952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ волочения труб на короткой оправке | 1978 |
|
SU871864A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
