Изобретение относится к технологии производства бесшовных труб и может быть использовано на трубопрокатных установках с трехвалковыми раскатными станами винтовой прокатки (Ассела, Трансвааль).
Известен способ производства бесшовных труб, включающий получение полой гильзы и последующую раскатку гильзы в трубу на раскатном трехвалковом стане на свободноплавающей длинной оправке на валках с гребнями [1].
Основные недостатки способа связаны с существенным ограничением длины труб, связанной с длиной оправок, необходимостью иметь большой парк дорогостоящих оправок и невозможностью производить тонкостенные трубы с Д/S более 10 из-за образования «раструба» на переднем конце и «трехгранника» на заднем конце трубы.
Основные преимущества трубопрокатных агрегатов с трехвалковыми раскатными станами - получение труб повышенной точности по толщине стенки и быстрый переход с прокатки труб одного размера на другой, что позволяет производить малотоннажные партии труб.
В настоящее время на данных установках производят трубы длиной до 10 метров и отношением Д/S менее 10 повышенной точности по толщине стенки.
Известен способ получения тонкостенных труб, который улучшает качество концевых участков на трехвалковом стане за счет изменения раствора валков и получения труб с утолщенными концами, которые не превышают величины технологической обрези [2].
Недостатками этого способа остаются: применение длинных дорогостоящих оправок, ограничение по прокатке тонкостенных труб (Д/S не более 18) из-за возникновения продольной разнотолщинности и ограничение по длине труб (не более 10 м). Причиной возникновения продольной разностенности и ограничения по длине является остывание второй половины гильзы за счет отбора тепла длинной оправкой во время раскатки первой половины гильзы. Ограничение по длине дополнительно связано с необходимостью увеличения длины оправок и их стоимости.
Известен способ улучшения качества концевых участков труб, включающий утонение гильзы на заднем конце перед задачей в стан Ассела в дополнительном устройстве, установленном на входной стороне клети [3]. Данный способ не устраняет недостатки предыдущего способа [2] и требует установки дополнительного оборудования.
Известен способ улучшения качества концевых участков труб, включающий утолщение концевых участков труб за счет изменения калибра при прокатке концевых участков [4]. В данном способе прокатку ведут с разными вариантами движения оправок. Известны способы на свободноплавающей оправке [1], [4], полуплавающей и вытягиваемой оправке [5]. Способы раскатки на полуплавающей и вытягиваемой оправках применяют для прокатки тонкостенных труб в сочетании с изменением калибра при прокатке заднего конца. Длина данных оправок не менее 1,5 метров (более 5 длин очага деформации), их вводят в гильзу и после этого гильзу с оправкой задают в стан. Недостатками этого способа остаются: применение длинных дорогостоящих оправок, ограничение по прокатке тонкостенных труб (Д/S не более 18) из-за возникновения продольной разнотолщинности и ограничение по длине труб (не более 10 м). Причиной возникновения продольной разнотолщинности и ограничения по длине является остывание второй половины гильзы за счет отбора тепла длинной оправкой во время раскатки первой половины гильзы. Дополнительным недостатком данного способа является снижение производительности агрегата до 25% из-за увеличения времени вспомогательных операций.
Известен способ получения тонкостенных труб, включающий дополнительную раскатку труб на удерживаемой конической оправке в стане винтовой прокатки [6].
Недостатками данного способа является установка в линии трубопрокатного агрегата дополнительного стана.
Известен способ получения тонкостенных труб, включающий раскатку на перемещающей удерживаемой оправке [7].
Данный способ применим для прокатки труб малого диаметра не более 30 мм и полученные трубы 17×3 имеют отношение Д/S, равное 5,7. При прокатке тонкостенных труб диаметром более 70 мм и с Д/S более 10 данный способ не гарантирует исключения появления концевых дефектов.
Наиболее близким техническим решением, принятым за прототип, является способ получения тонкостенных труб, включающий прошивку заготовки в гильзу на прошивном стане и последующую раскатку гильзы на раскатном стане с гребнями и разведением валков при прокатке заднего конца [8].
Основными недостатками данного способа являются ограничение прокатки тонкостенных труб с Д/S не более 18 длины труб и длиной не более 10 м из-за возникновения продольной разнотолщинности и применение длинных дорогостоящих оправок.
Задача настоящего изобретения состоит в создании способа, позволяющего уменьшить продольную разнотолщинность по длине труб с исключением образования трехгранника на заднем конце.
Технический результат - получение труб с Д/S до 30 и длиной до 13 метров, уменьшение расходов на оправки раскатного стана и увеличение производительности при прокатке тонкостенных труб.
Ожидаемый технический результат достигается тем, что при горячей прокатке бесшовных тонкостенных труб, в известном способе, предусматривающем прошивку заготовки в гильзу, последующую прокатку гильзы на раскатном стане валками с гребнем и разведением валков при прокатке заднего конца согласно изобретению раскатку гильзы в раскатном стане ведут на цилиндрической оправке длиной, равной 2,0-3,0 длины очага деформации, которую с момента захвата гильзы валками возвратно-поступательно перемещают со скоростью (0,02-0,1) от скорости прокатки, удерживают на выходной стороне и ограничивают ее перемещение за пережим валков на расстояние не более двойной длины очага деформации.
Сущность изобретения поясняется следующим.
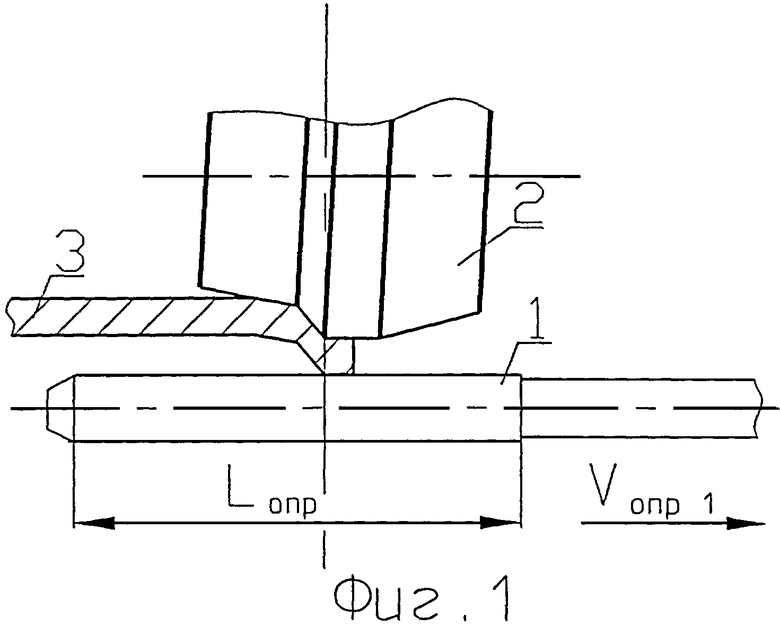
Фиг.1 - схема захвата гильзы валками и момент начала движения оправки;
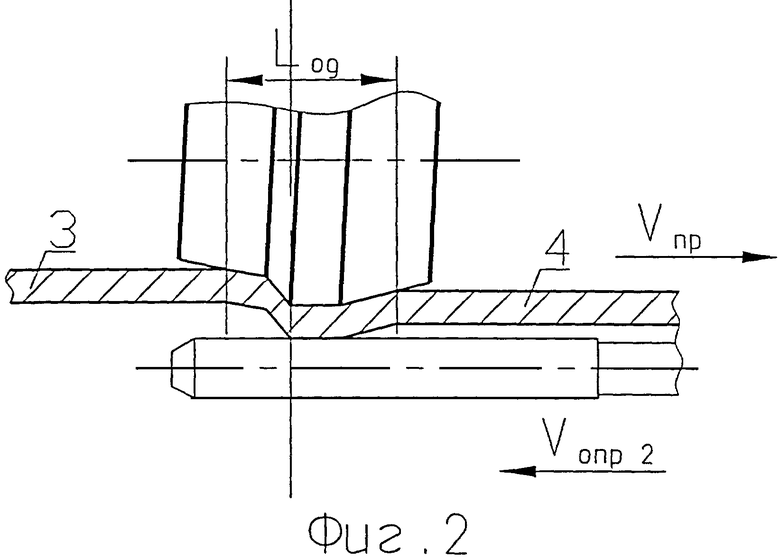
Фиг.2 - схема прокатки после прокатки первой половины гильзы и достижения упорного механизма заднего крайнего положения;
Фиг.3 - схема раскатки заднего конца гильзы.
На Фиг.1 показана оправка 1, валки с гребнем 2 и гильза 3. На Фиг.2 показана труба после раскатки гильзы 4 валками с гребнем.
После прошивки заготовки в гильзу 3 ее передают на входную сторону раскатного стана и задают в валки 2 без введения внутрь оправки 1.
В момент захвата оправку 1 длиной, равной Loпр - длина оправки, перемещают вначале по ходу прокатки с Vопр.1 - скоростью в направление движения оправки, равной (0,02-0,1) от Vпр. - скорости прокатки. После достижения упорным механизмом крайнего заднего положения оправку 1 перемещают со Vопр.2 - скоростью оправки, навстречу движению гильзы 3 за пережим валков на величину, не превышающую двойную Lод. - длину очага деформации.
После прохождения через очаг деформации первой половины прокатываемой гильзы 3 данный режим движения и положение оправки минимизирует отвод тепла с внутренней поверхности второй половины гильзы, что исключает образование продольной разнотолщинности.
Дополнительно возвратно-поступательное движение и скорость перемещения оправки исключают локальный износ поверхности оправки, увеличивая значительно их стойкость.
При скорости оправки менее 0,02 от скорости прокатки 0,3-0,4 м/с стойкость оправок резко падает и не превышает 5-8 проходов, после чего на внутренней поверхности труб появляются дефекты. Ограничение скорости до 0,1 от скорости прокатки обусловлено конструктивными возможностями упорно-регулировочного механизма. Длина оправки ограничена условием, чтобы во время прокатки в очаге деформации находилась ее цилиндрическая часть. Если длина оправки меньше 2-х длин очага деформации при ее перемещение в крайние положения прерывается процесс прокатки гильзы между валками и оправкой, что приводит к браку. Увеличение длины оправки нецелесообразно из-за увеличения ее стоимости и увеличением отбора тепла с внутренней поверхности гильзы при прокатке второй половины.
После прошивки гильзу передают на входную сторону стана Ассела и задают в очаг деформации без введения оправки внутрь гильзы (Фиг.1). Далее гильза захватывается валками и раскатывается в трубу на оправке длиной не более 3-х длин очага деформации (Фиг.1). При этом оправка вначале перемещается по ходу прокатки со скоростью не более 0,1 от скорости прокатки (Фиг.1). После достижения упорно-регулировочным механизмом крайнего заднего положения оправка перемещается навстречу прокатки (Фиг.2), при этом выдвижение переднего конца оправки за пережим не превышает двойной длины очага деформации (Фиг.3), что минимизирует отвод тепла с внутренней поверхности гильзы и исключает образование продольной разностенности, выводящей толщину стенки за пределы допусков при прокатке труб с Д/S более 18 и длиной более 10 метров. Возвратно-поступательное движение оправки исключает локальный износ и необходимость применения дорогостоящих длинных оправок. При подходе заднего конца к валкам с гребнем их разводят и исключают образование раструба на заднем конце. Далее труба прокатывается до требуемого диаметра по действующей технологии и передается на холодильник.
Пример осуществления способа.
Способа реализован при прокатке труб размером 168,3×7,3 с Д/S=23. Заготовка диаметром 156 мм длиной 2,4 м нагревалась до температуры 1250°С в кольцевой печи и прошивалась в гильзы размером 176×12. Далее гильза раскатывалась в раскатном стане Ассела на валках с гребнем 5,5 мм на оправке диаметром 142 мм и длиной 800 мм (длина очага деформации составила 275 мм). Во время прокатки оправка перемещалась со скоростью 20 мм/с, скорость прокатки составила 0,31 м/с.
В результате раскатки после раскатного стана получены трубы размером 180×7.2 с Д/S=25, после подогрева в индукционной установке и калибровке получены трубы размером 168,3×7,3 в количестве 63 штук, соответствующие требованиям ГОСТ 632-80 по диаметру и толщине стенки длиной после удаления технологической обрези 11,2 м. При этом продольная разностенность переднего и заднего концов труб не превышала 0,1 мм.
Использование изобретения позволяет не менее чем на 3% уменьшить расходный коэффициент металла за счет прокатки труб длиной более 10 метров, увеличить объемы производства на 10% за счет увеличения производительности при прокатки тонкостенных труб, снизить расходы на технологический инструмент до 5%.
Способ реализован на ТПА-200 в опытной и промышленной эксплуатации при производстве труб 168×12 с Д/S=14, 168×8,9 с Д/S=18,8 и 168×7,3 с Д/S=23.
Источники информации
1. Данилов Ф.А., Глейберг А.З., Балакин В.Г. Производство стальных труб горячей прокаткой, М., Металлургиздат, 1954.
2. SU №358041 А, МПК8 В21В 19/06, опубл. 03.11.1972 г.
3. DЕ №3823135 C2, MПK8 B21В 19/10, опубл. 11.01.1990 г.
4. DE №19724233 С3, МПК8 В21В 19/02, опубл. 10.12.1998 г.
5. В.Н.Данченко, А.П.Коликов, Б.А.Романцев, С.В.Самусев. Технология трубного производства, М., Интермет Инжиниринг, 2002 г.
6. SU №647024 А, МПК8 В21В 23/00, опубл. 15.02.1979 г.
7. RU №2146569 А, МПК8 В21В 19/06, опубл. 20.03.2000 г.
8. RU №2138348 А, МПК8 В21В 19/02, опубл. 27.09.1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |

Изобретение относится к обработке металлов давлением, а именно к способу производства труб. Способ включает прошивку заготовки в гильзу, последующую прокатку гильзы на раскатном стане валками с гребнем с разведением валков при прокатке заднего конца. Раскатку гильзы в раскатном стане ведут на цилиндрической оправке длиной, равной 2,0-3,0 длины очага деформации. Оправку с момента захвата гильзы валками в очаге деформации возвратно-поступательно перемещают со скоростью 0,02-0,1 от скорости прокатки. Оправку удерживают на выходной стороне, а ее перемещение в обоих направлениях от пережима валков ограничивают расстоянием, не превышающим двойной длины очага деформации. Изобретение обеспечивает уменьшение продольной разнотолщинности труб с исключением образования трехгранника на заднем конце труб, а также уменьшение расхода оправок и увеличение производительности. 3 ил.
Способ горячей прокатки бесшовных тонкостенных труб, включающий прошивку заготовки в гильзу, последующую прокатку гильзы на раскатном стане валками с гребнем с разведением валков при прокатке заднего конца, отличающийся тем, что раскатку гильзы в раскатном стане ведут на цилиндрической оправке длиной, равной 2,0-3,0 длины очага деформации, которую с момента захвата гильзы валками в очаге деформации возвратно-поступательно перемещают со скоростью 0,02-0,1 от скорости прокатки, удерживают на выходной стороне, а ее перемещение в обоих направлениях от пережима валков ограничивают расстоянием, не превышающим двойной длины очага деформации.
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1998 |
|
RU2146569C1 |
| DE 19724233 A1, 10.12.1998 | |||
| DE 3823135 A1, 11.01.1990. | |||

